
减材制造与增材制造.pptx

文宣****66


1/10

2/10

3/10
4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共71页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

减材制造与增材制造.pptx
减材制造与增材制造11.01.12.12.12.12.12.12.22.301课题目的2.32.32.32.32.32.32.4如何更好应对上述制造要求3.1该技术源于20世纪80年代的美国,它是将表面工程、材料工程、数字建模、自动化控制等多项前沿技术相结合而形成的新兴制造技术,被英国杂志《经济学人》誉为“制造业的革命!”在航空领域使用较多的高性能大型金属构件的激光增材制造,指的是通过长期激光逐点扫描、逐线搭接、逐层熔化凝固堆积(增材制造),实现三维复杂零件的“近净成形”。实际上是激光超常冶金/快速凝固高

第四部分-减材制造与增材制造.ppt
减材制造与增材制造11.01.12.12.12.12.12.12.22.301课题目的2.32.32.32.32.32.32.4如何更好应对上述制造要求3.1该技术源于20世纪80年代的美国,它是将表面工程、材料工程、数字建模、自动化控制等多项前沿技术相结合而形成的新兴制造技术,被英国杂志《经济学人》誉为“制造业的革命!”在航空领域使用较多的高性能大型金属构件的激光增材制造,指的是通过长期激光逐点扫描、逐线搭接、逐层熔化凝固堆积(增材制造),实现三维复杂零件的“近净成形”。实际上是激光超常冶金/快速凝固高
用于丝材成型的增材制造装置及增材制造方法.pdf
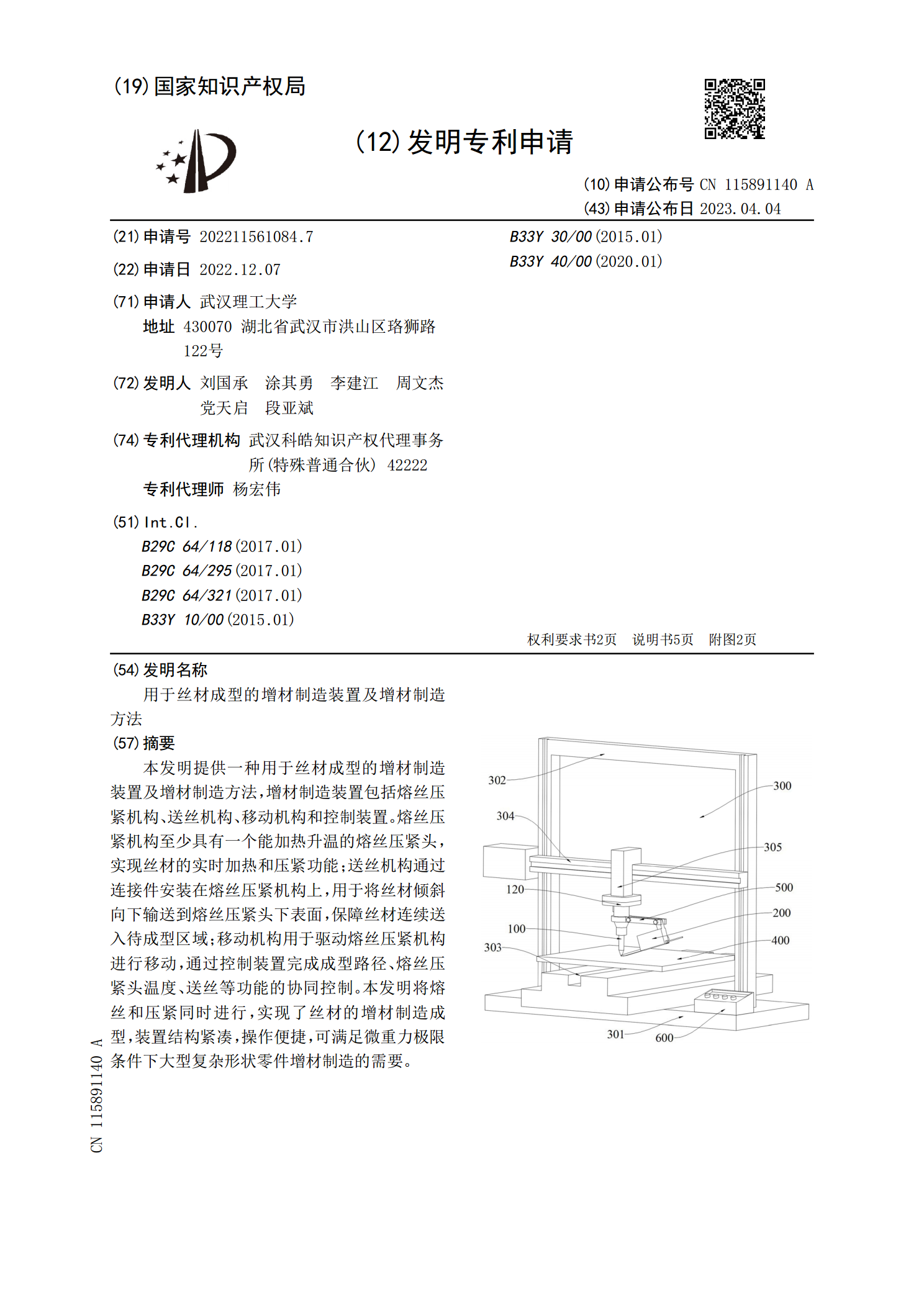
本发明提供一种用于丝材成型的增材制造装置及增材制造方法,增材制造装置包括熔丝压紧机构、送丝机构、移动机构和控制装置。熔丝压紧机构至少具有一个能加热升温的熔丝压紧头,实现丝材的实时加热和压紧功能;送丝机构通过连接件安装在熔丝压紧机构上,用于将丝材倾斜向下输送到熔丝压紧头下表面,保障丝材连续送入待成型区域;移动机构用于驱动熔丝压紧机构进行移动,通过控制装置完成成型路径、熔丝压紧头温度、送丝等功能的协同控制。本发明将熔丝和压紧同时进行,实现了丝材的增材制造成型,装置结构紧凑,操作便捷,可满足微重力极限条件下大型

一种增材与减材复合制造机研究.docx
一种增材与减材复合制造机研究随着工业4.0概念的普及和制造业技术的快速发展,增材制造技术日益受到关注。增材制造技术是一种三维打印技术,它可以从数字化的三维模型中建立实体,通过材料逐层加工来制造出精准的零件、组件和产品。相比传统的制造技术,增材制造具有更高的生产效率、更高的灵活性和更低的制造成本,逐渐在各种领域得到了广泛应用。但是,在实际应用中,增材制造也面临一些问题。例如,在制造大型部件时,打印速度较慢,打印成本高,材料利用率低等问题。因此,如何解决这些问题已成为增材制造技术发展的一个关键问题。减材复合制

增材制造与激光制造.doc
附件6“增材制造与激光制造”重点专项2018年度项目申报指南建议为落实《国家中长期科学和技术发展规划纲要(2006-2020年)》和《中国制造2025》等提出的任务,国家重点研发计划启动实施“增材制造与激光制造”重点专项。根据本专项实施方案的部署,现提出2018年度项目申报指南建议。本重点专项总体目标是:突破增材制造与激光制造的基础理论,取得原创性技术成果,超前部署研发下一代技术;攻克增材制造的核心元器件和关键工艺技术,研制相关重点工艺装备;突破激光制造中的关键技术,研发高可靠长寿命激光器核心功能部件、国