
焊接控制方法、计算机可读存储介质和焊接控制装置.pdf

努力****甲寅


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊接控制方法、计算机可读存储介质和焊接控制装置.pdf
本发明提供了一种焊接控制方法、计算机可读存储介质和焊接控制装置,所述焊接控制方法包括:启动横摆机构以带动焊枪摆动,并控制焊接电源输出脉冲电流;获取横摆机构的移动位置,在所述横摆机构移动至焊缝中心时,控制所述横摆机构在焊缝中心停留第一预设时长,并且在该第一预设时长内,控制焊接电源输出第一预设恒定电流;在所述第一预设时长后,控制脉冲电源按照预设的脉冲电流参数继续输出脉冲电流。采用上述方案,通过控制横摆机构在焊缝中心停留并将脉冲电流锁定在稳定状态,便于焊丝稳定地融化并填充在焊缝中,使焊接过程得到精准地控制,有效
焊接方法、系统、装置及计算机可读存储介质.pdf
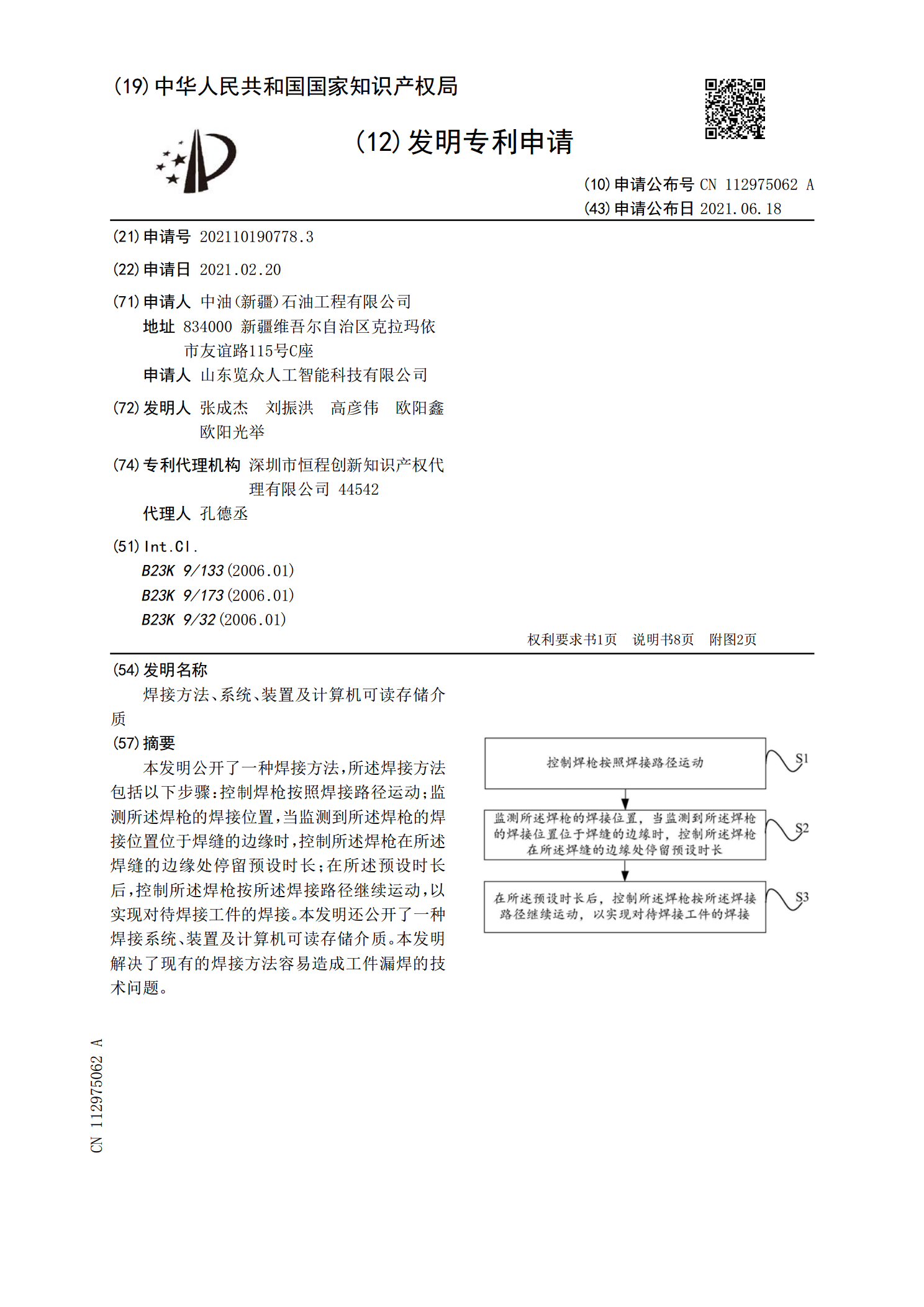
本发明公开了一种焊接方法,所述焊接方法包括以下步骤:控制焊枪按照焊接路径运动;监测所述焊枪的焊接位置,当监测到所述焊枪的焊接位置位于焊缝的边缘时,控制所述焊枪在所述焊缝的边缘处停留预设时长;在所述预设时长后,控制所述焊枪按所述焊接路径继续运动,以实现对待焊接工件的焊接。本发明还公开了一种焊接系统、装置及计算机可读存储介质。本发明解决了现有的焊接方法容易造成工件漏焊的技术问题。
激光焊接方法、装置及计算机可读存储介质.pdf
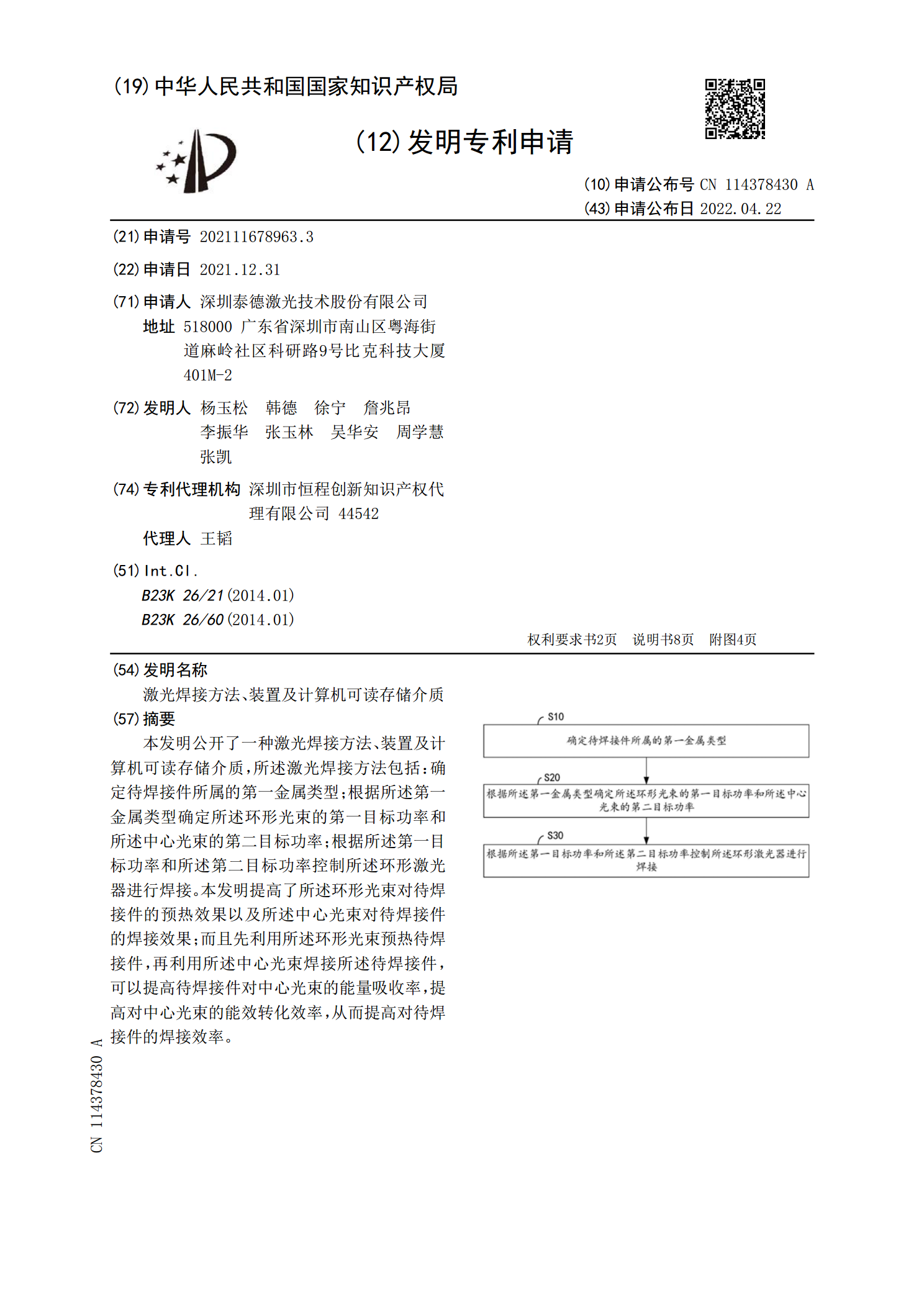
本发明公开了一种激光焊接方法、装置及计算机可读存储介质,所述激光焊接方法包括:确定待焊接件所属的第一金属类型;根据所述第一金属类型确定所述环形光束的第一目标功率和所述中心光束的第二目标功率;根据所述第一目标功率和所述第二目标功率控制所述环形激光器进行焊接。本发明提高了所述环形光束对待焊接件的预热效果以及所述中心光束对待焊接件的焊接效果;而且先利用所述环形光束预热待焊接件,再利用所述中心光束焊接所述待焊接件,可以提高待焊接件对中心光束的能量吸收率,提高对中心光束的能效转化效率,从而提高对待焊接件的焊接效率。

激光焊接调试方法、装置、设备及可读存储介质.pdf
本申请公开了一种激光焊接调试方法、装置、设备及可读存储介质,该方法包括步骤:获取激光喷锡焊接过程的图像信息;基于所述图像信息,生成所述激光喷锡焊接过程所对应波动曲线;所述波动曲线为由激光加热至熔融状态的锡料在焊接过程中的波动情况;若预设映射表中不存在与所述波动曲线对应的调试参数,则调整所述波动曲线至预设标准曲线,以完成激光焊接的调试。本申请实现了对激光喷锡焊接过程的图像信息进行采集,并将该图像信息转化为波动曲线,以表现喷锡过程中的锡料的波动情况,同时在预设映射表中不存在与波动曲线对应的调试参数时,以调整波
激光焊接机、焊接方法以及计算机可读存储介质.pdf
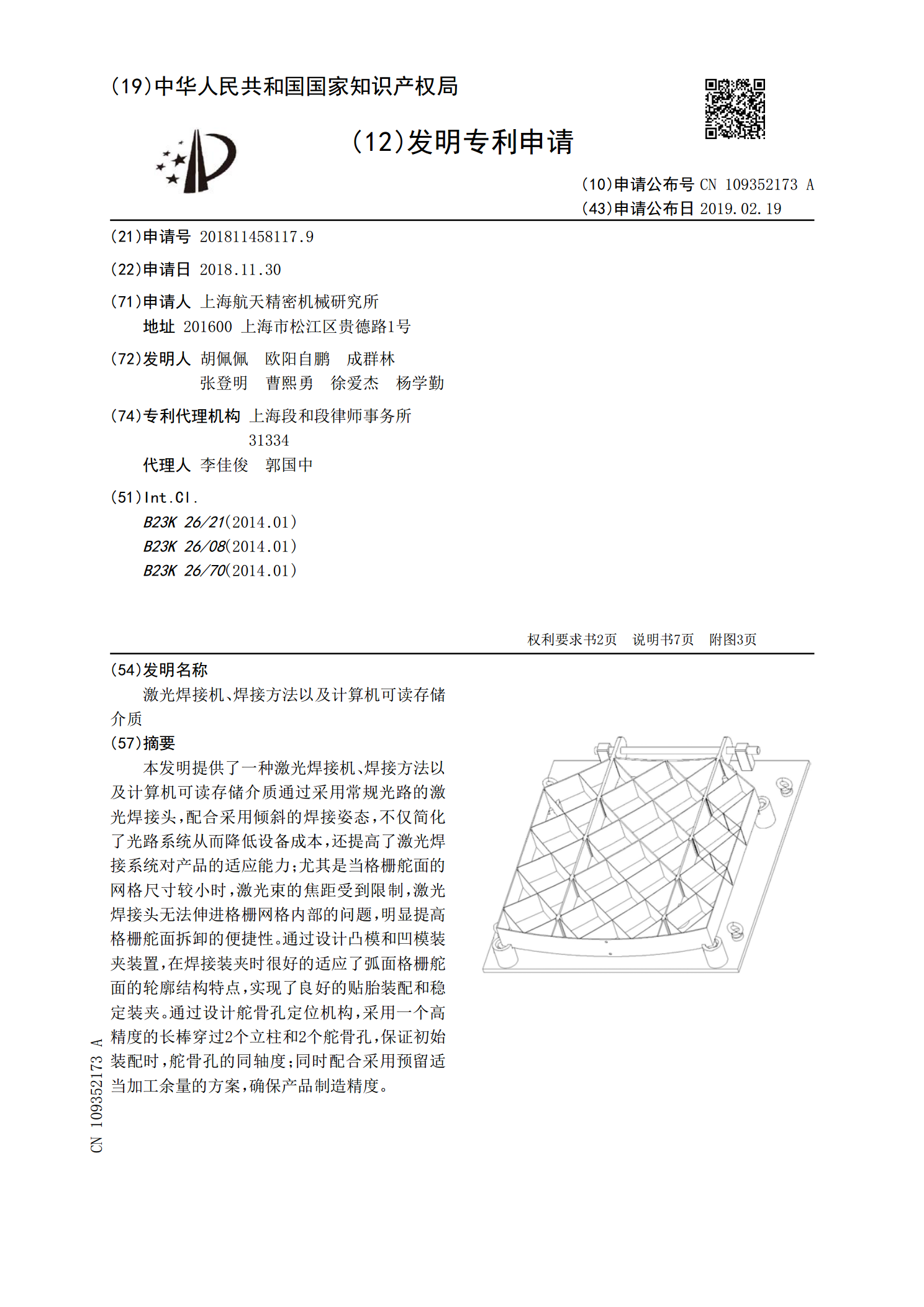
本发明提供了一种激光焊接机、焊接方法以及计算机可读存储介质通过采用常规光路的激光焊接头,配合采用倾斜的焊接姿态,不仅简化了光路系统从而降低设备成本,还提高了激光焊接系统对产品的适应能力;尤其是当格栅舵面的网格尺寸较小时,激光束的焦距受到限制,激光焊接头无法伸进格栅网格内部的问题,明显提高格栅舵面拆卸的便捷性。通过设计凸模和凹模装夹装置,在焊接装夹时很好的适应了弧面格栅舵面的轮廓结构特点,实现了良好的贴胎装配和稳定装夹。通过设计舵骨孔定位机构,采用一个高精度的长棒穿过2个立柱和2个舵骨孔,保证初始装配时,舵