
焊接方法、系统、装置及计算机可读存储介质.pdf

淑然****by


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
焊接方法、系统、装置及计算机可读存储介质.pdf
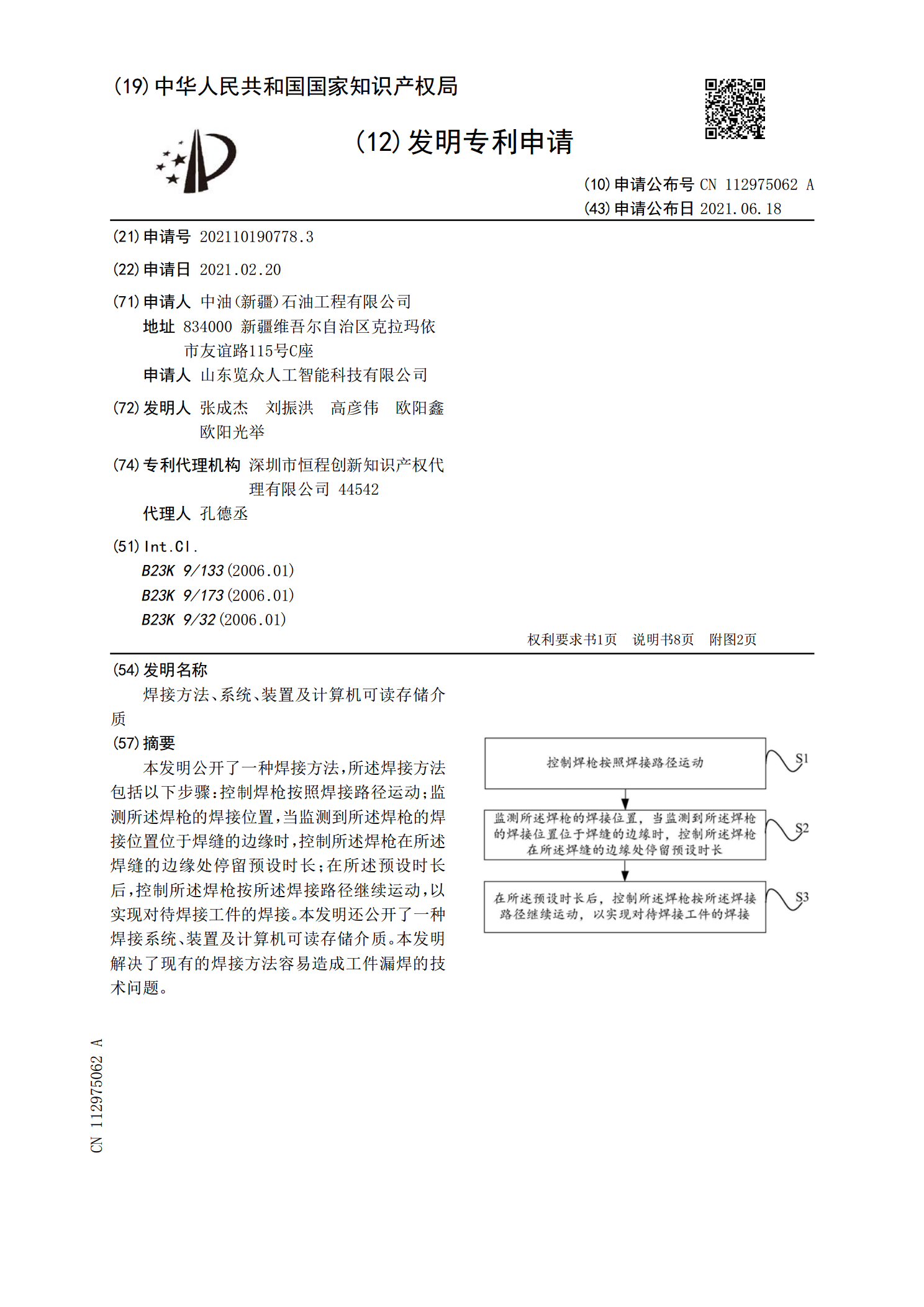
本发明公开了一种焊接方法,所述焊接方法包括以下步骤:控制焊枪按照焊接路径运动;监测所述焊枪的焊接位置,当监测到所述焊枪的焊接位置位于焊缝的边缘时,控制所述焊枪在所述焊缝的边缘处停留预设时长;在所述预设时长后,控制所述焊枪按所述焊接路径继续运动,以实现对待焊接工件的焊接。本发明还公开了一种焊接系统、装置及计算机可读存储介质。本发明解决了现有的焊接方法容易造成工件漏焊的技术问题。
激光焊接方法、装置及计算机可读存储介质.pdf
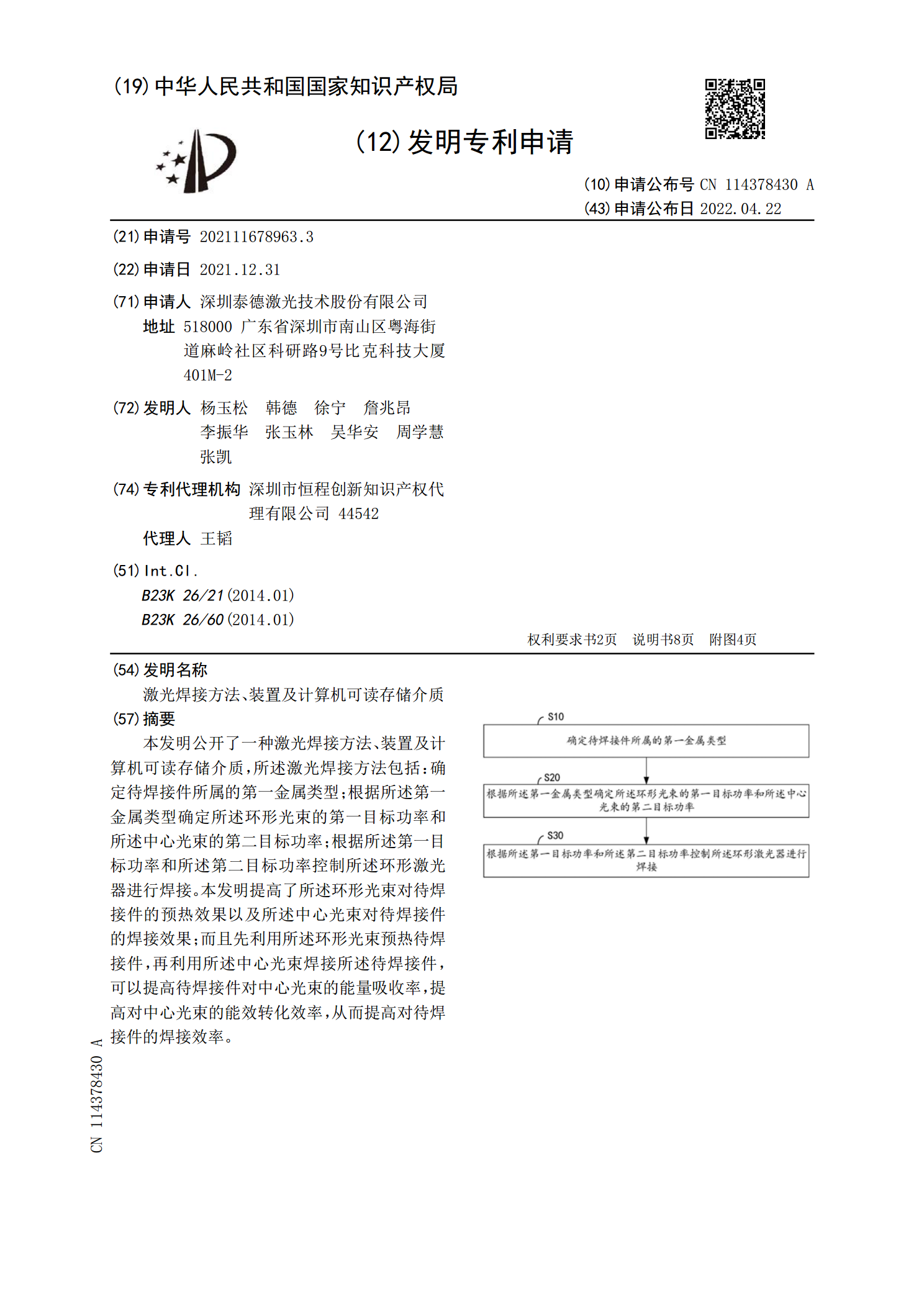
本发明公开了一种激光焊接方法、装置及计算机可读存储介质,所述激光焊接方法包括:确定待焊接件所属的第一金属类型;根据所述第一金属类型确定所述环形光束的第一目标功率和所述中心光束的第二目标功率;根据所述第一目标功率和所述第二目标功率控制所述环形激光器进行焊接。本发明提高了所述环形光束对待焊接件的预热效果以及所述中心光束对待焊接件的焊接效果;而且先利用所述环形光束预热待焊接件,再利用所述中心光束焊接所述待焊接件,可以提高待焊接件对中心光束的能量吸收率,提高对中心光束的能效转化效率,从而提高对待焊接件的焊接效率。

焊接控制方法、计算机可读存储介质和焊接控制装置.pdf
本发明提供了一种焊接控制方法、计算机可读存储介质和焊接控制装置,所述焊接控制方法包括:启动横摆机构以带动焊枪摆动,并控制焊接电源输出脉冲电流;获取横摆机构的移动位置,在所述横摆机构移动至焊缝中心时,控制所述横摆机构在焊缝中心停留第一预设时长,并且在该第一预设时长内,控制焊接电源输出第一预设恒定电流;在所述第一预设时长后,控制脉冲电源按照预设的脉冲电流参数继续输出脉冲电流。采用上述方案,通过控制横摆机构在焊缝中心停留并将脉冲电流锁定在稳定状态,便于焊丝稳定地融化并填充在焊缝中,使焊接过程得到精准地控制,有效
培训方法、装置、系统与计算机可读存储介质.pdf
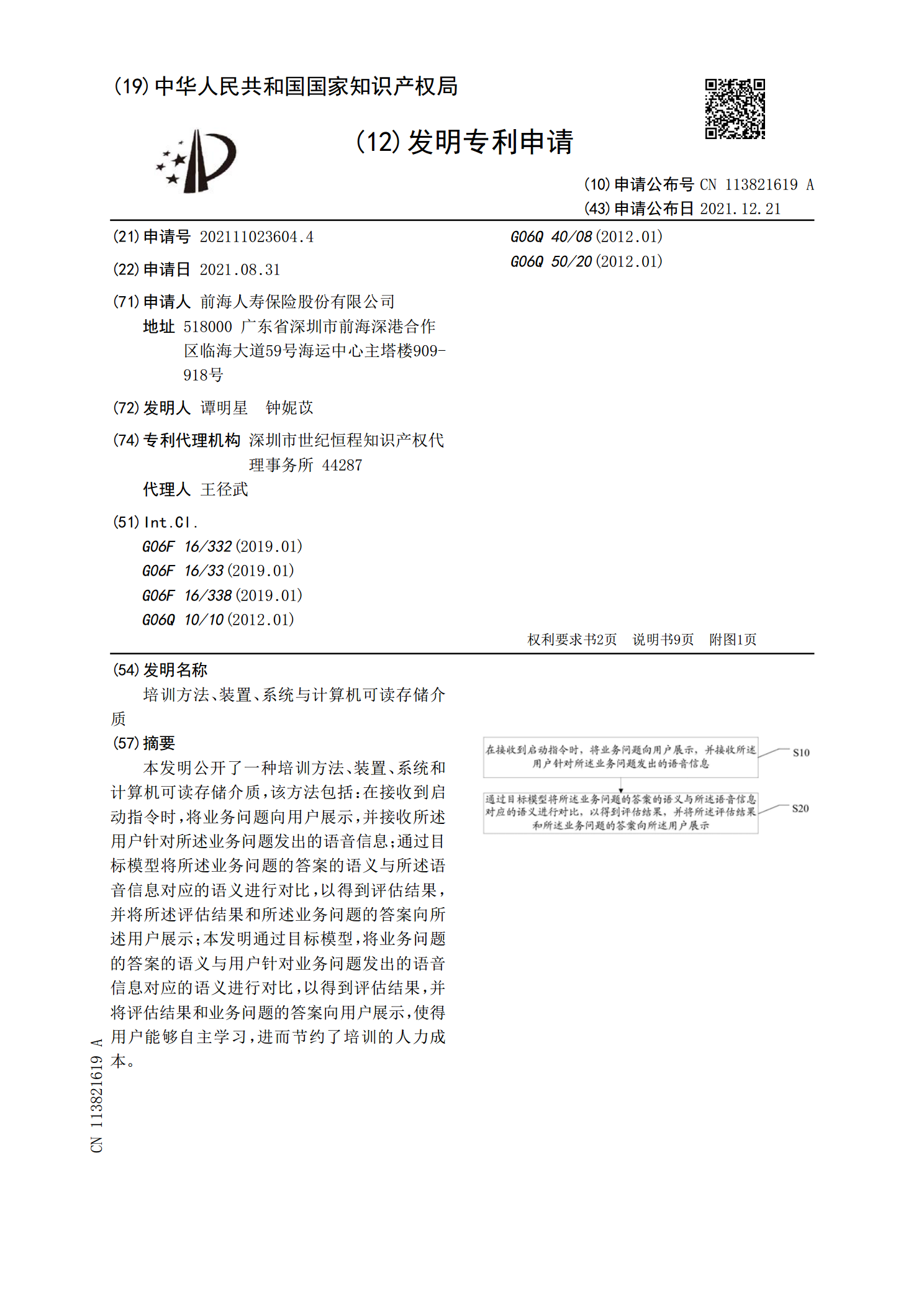
本发明公开了一种培训方法、装置、系统和计算机可读存储介质,该方法包括:在接收到启动指令时,将业务问题向用户展示,并接收所述用户针对所述业务问题发出的语音信息;通过目标模型将所述业务问题的答案的语义与所述语音信息对应的语义进行对比,以得到评估结果,并将所述评估结果和所述业务问题的答案向所述用户展示;本发明通过目标模型,将业务问题的答案的语义与用户针对业务问题发出的语音信息对应的语义进行对比,以得到评估结果,并将评估结果和业务问题的答案向用户展示,使得用户能够自主学习,进而节约了培训的人力成本。
攻击防御方法、装置及系统、计算机可读存储介质.pdf
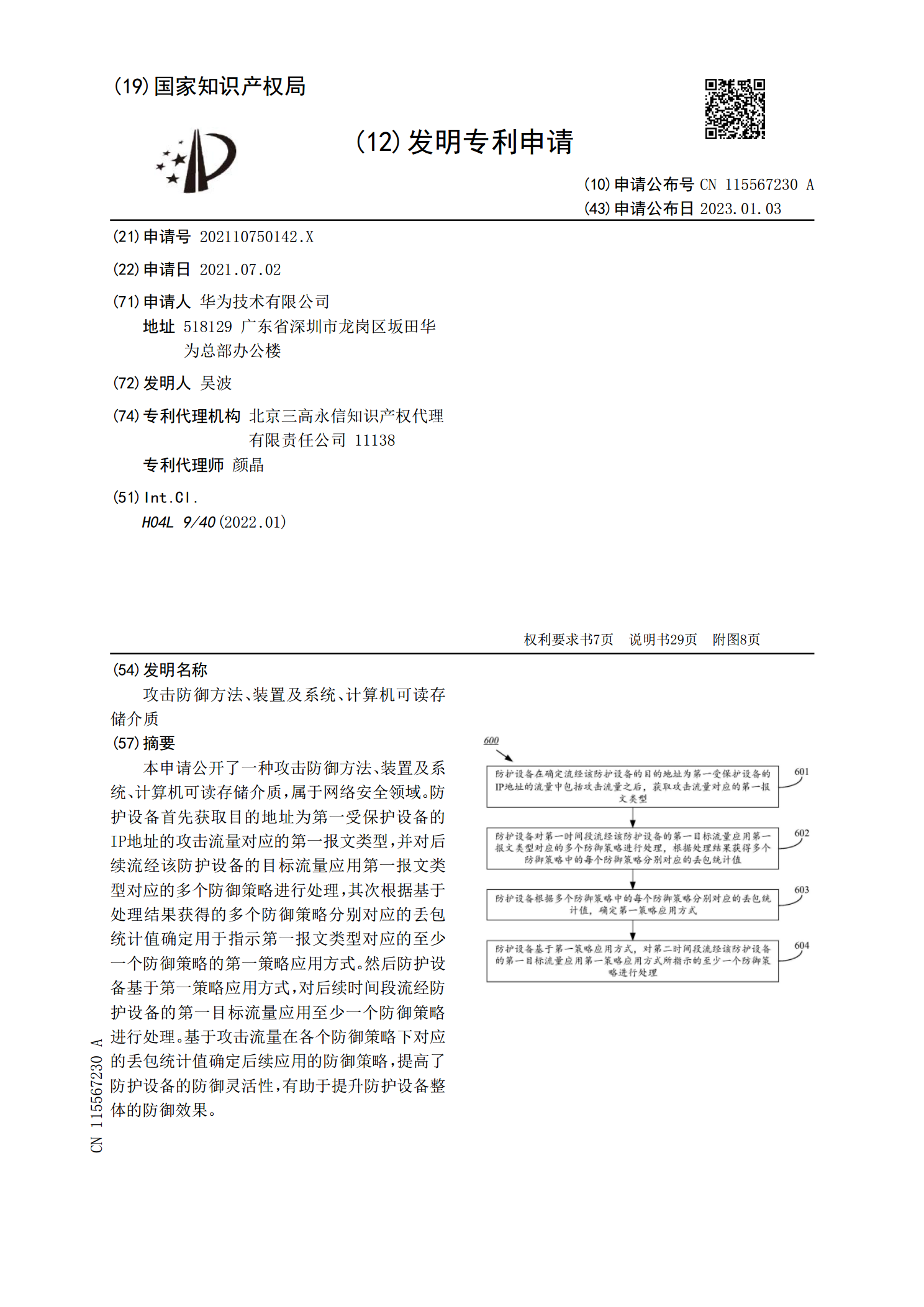
本申请公开了一种攻击防御方法、装置及系统、计算机可读存储介质,属于网络安全领域。防护设备首先获取目的地址为第一受保护设备的IP地址的攻击流量对应的第一报文类型,并对后续流经该防护设备的目标流量应用第一报文类型对应的多个防御策略进行处理,其次根据基于处理结果获得的多个防御策略分别对应的丢包统计值确定用于指示第一报文类型对应的至少一个防御策略的第一策略应用方式。然后防护设备基于第一策略应用方式,对后续时间段流经防护设备的第一目标流量应用至少一个防御策略进行处理。基于攻击流量在各个防御策略下对应的丢包统计值确定