
金属垫片的焊接部位确定方法.pdf

文光****iu


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
金属垫片的焊接部位确定方法.pdf
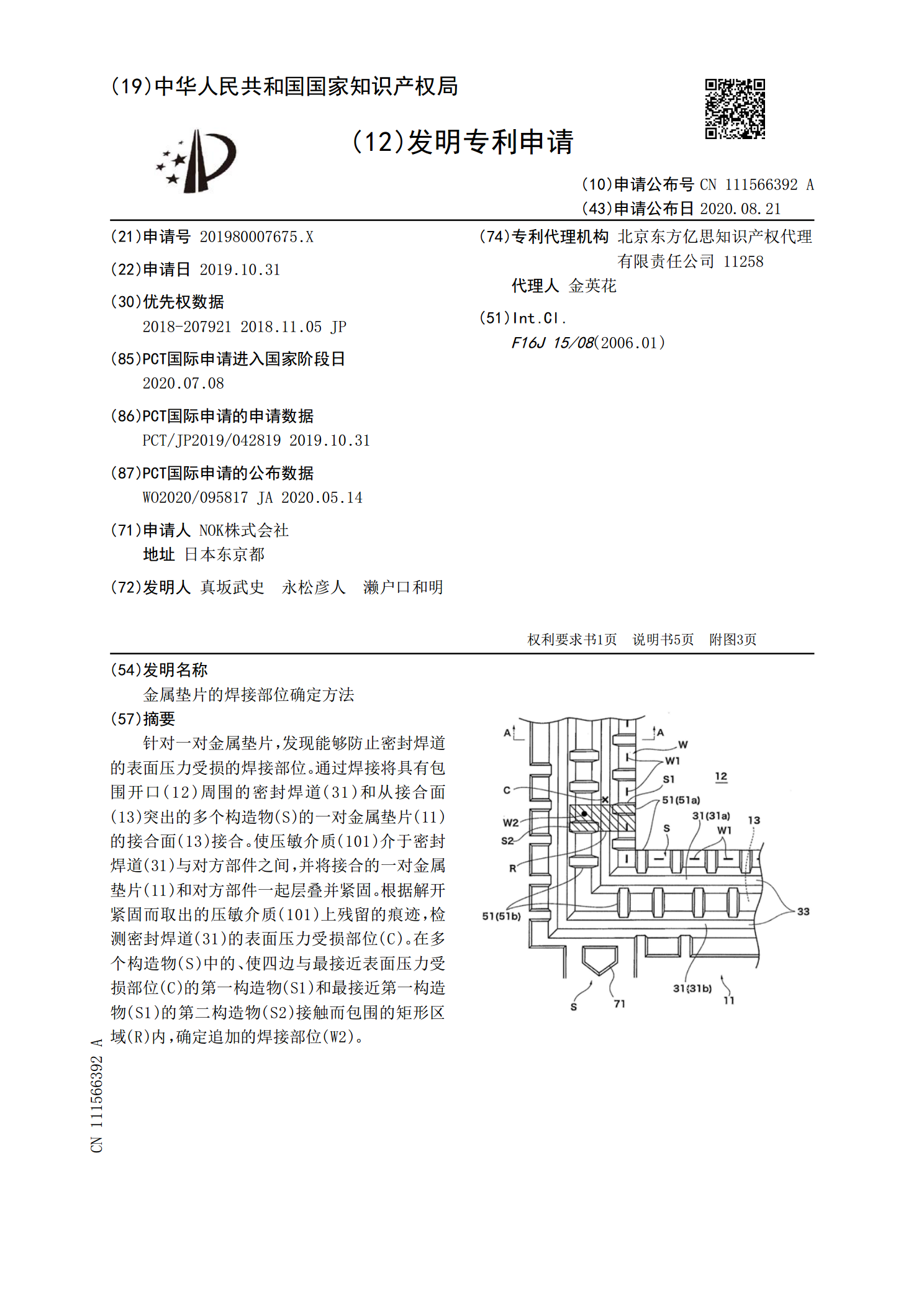
针对一对金属垫片,发现能够防止密封焊道的表面压力受损的焊接部位。通过焊接将具有包围开口(12)周围的密封焊道(31)和从接合面(13)突出的多个构造物(S)的一对金属垫片(11)的接合面(13)接合。使压敏介质(101)介于密封焊道(31)与对方部件之间,并将接合的一对金属垫片(11)和对方部件一起层叠并紧固。根据解开紧固而取出的压敏介质(101)上残留的痕迹,检测密封焊道(31)的表面压力受损部位(C)。在多个构造物(S)中的、使四边与最接近表面压力受损部位(C)的第一构造物(S1)和最接近第一构造物(
未焊接部位的检查方法及未焊接部位的检查装置.pdf
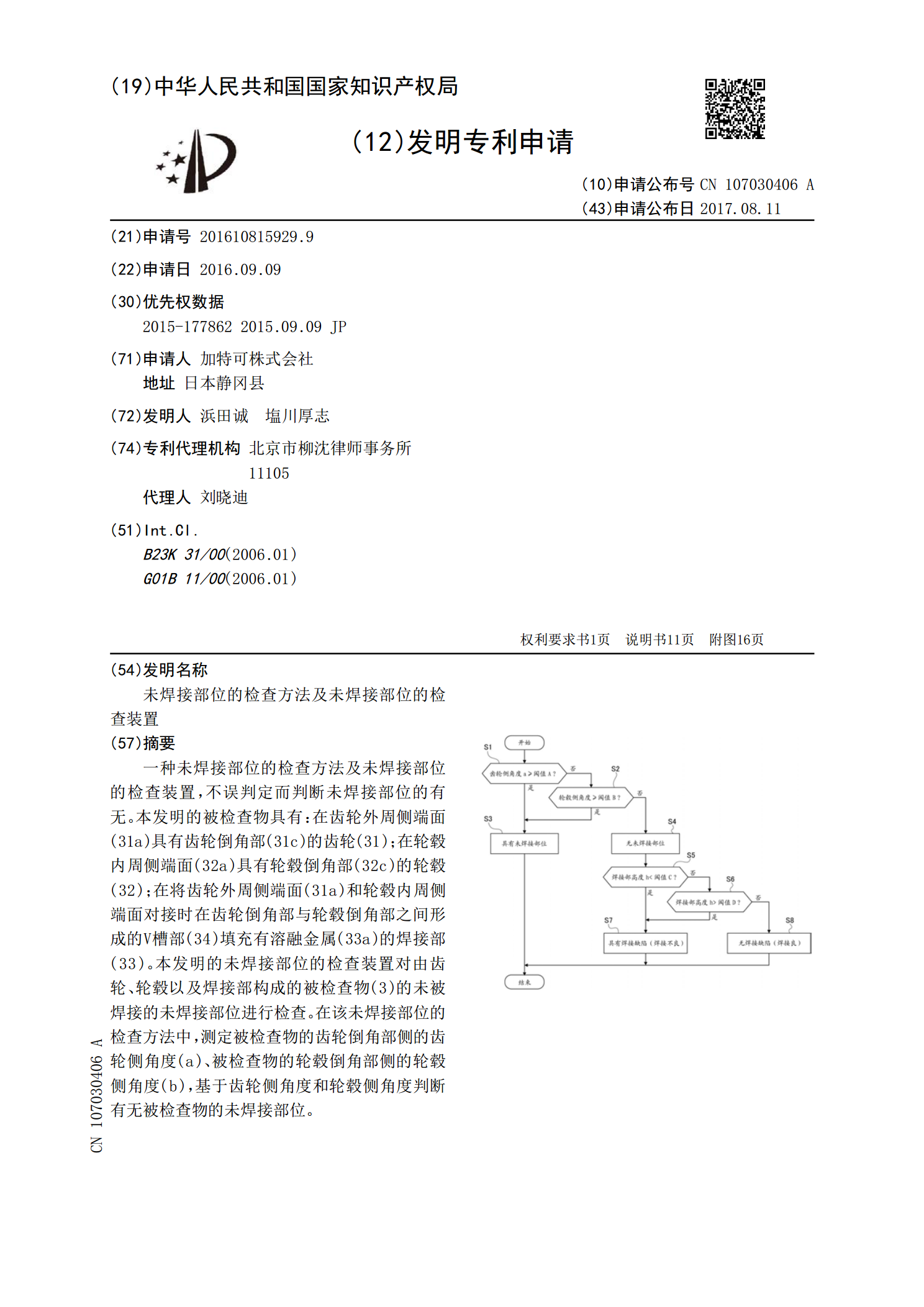
一种未焊接部位的检查方法及未焊接部位的检查装置,不误判定而判断未焊接部位的有无。本发明的被检查物具有:在齿轮外周侧端面(31a)具有齿轮倒角部(31c)的齿轮(31);在轮毂内周侧端面(32a)具有轮毂倒角部(32c)的轮毂(32);在将齿轮外周侧端面(31a)和轮毂内周侧端面对接时在齿轮倒角部与轮毂倒角部之间形成的V槽部(34)填充有溶融金属(33a)的焊接部(33)。本发明的未焊接部位的检查装置对由齿轮、轮毂以及焊接部构成的被检查物(3)的未被焊接的未焊接部位进行检查。在该未焊接部位的检查方法中,测定
模头垫片倒角尺寸的确定方法及实现该方法的模头垫片.pdf
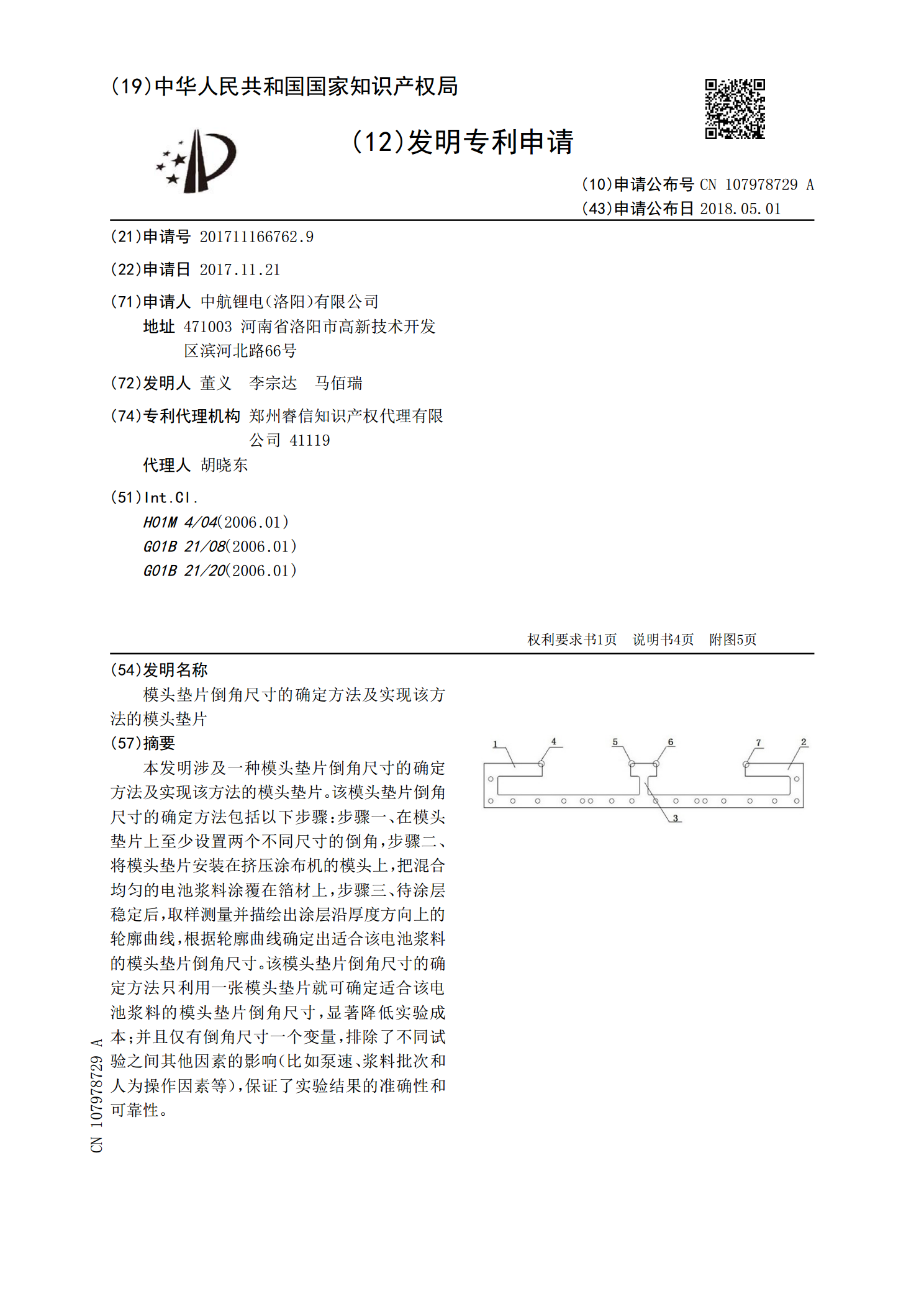
本发明涉及一种模头垫片倒角尺寸的确定方法及实现该方法的模头垫片。该模头垫片倒角尺寸的确定方法包括以下步骤:步骤一、在模头垫片上至少设置两个不同尺寸的倒角,步骤二、将模头垫片安装在挤压涂布机的模头上,把混合均匀的电池浆料涂覆在箔材上,步骤三、待涂层稳定后,取样测量并描绘出涂层沿厚度方向上的轮廓曲线,根据轮廓曲线确定出适合该电池浆料的模头垫片倒角尺寸。该模头垫片倒角尺寸的确定方法只利用一张模头垫片就可确定适合该电池浆料的模头垫片倒角尺寸,显著降低实验成本;并且仅有倒角尺寸一个变量,排除了不同试验之间其他因素的
金属复合柔性石墨垫片的制造方法.pdf
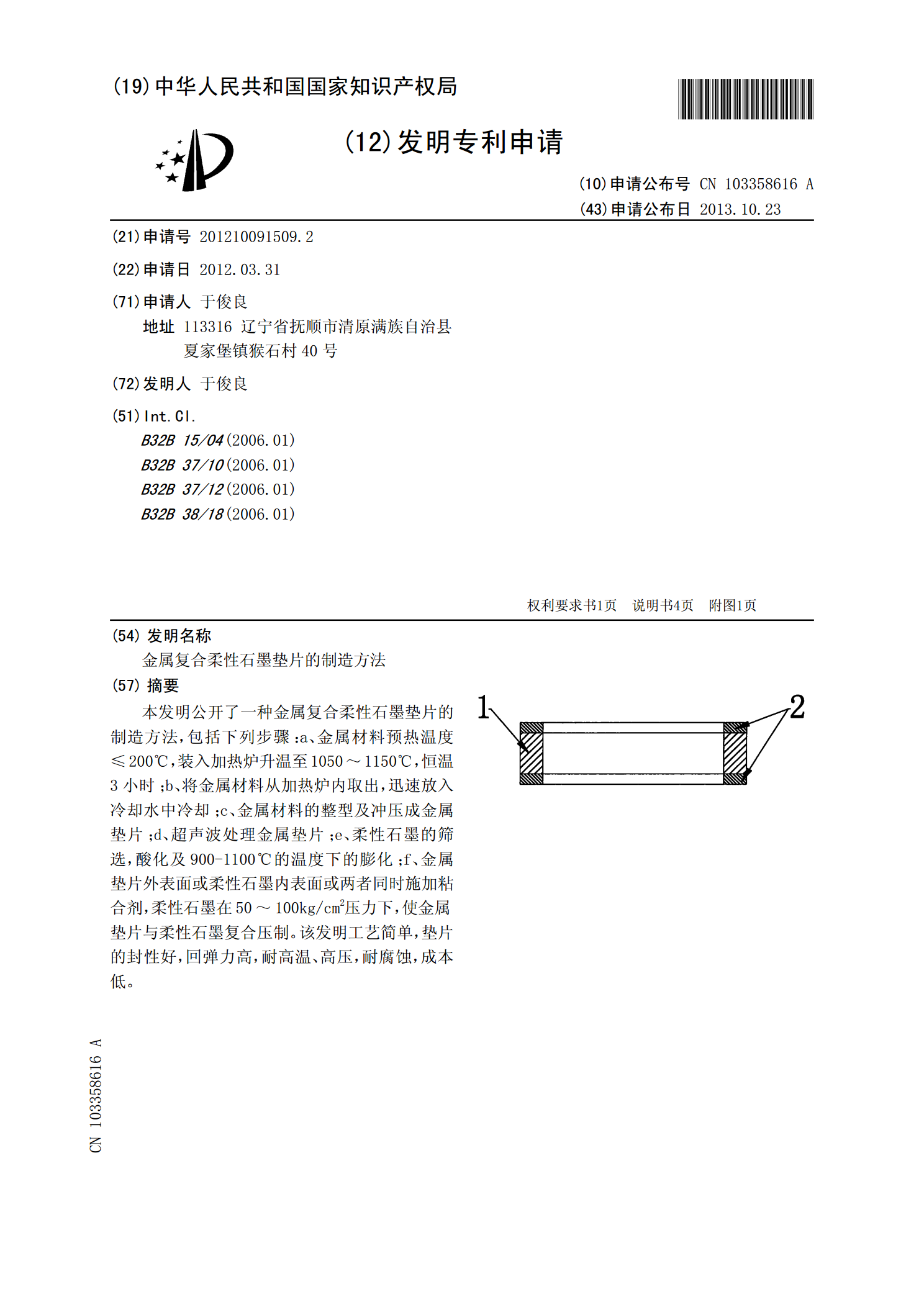
本发明公开了一种金属复合柔性石墨垫片的制造方法,包括下列步骤:a、金属材料预热温度≤200℃,装入加热炉升温至1050~1150℃,恒温3小时;b、将金属材料从加热炉内取出,迅速放入冷却水中冷却;c、金属材料的整型及冲压成金属垫片;d、超声波处理金属垫片;e、柔性石墨的筛选,酸化及900-1100℃的温度下的膨化;f、金属垫片外表面或柔性石墨内表面或两者同时施加粘合剂,柔性石墨在50~100kg/cm2压力下,使金属垫片与柔性石墨复合压制。该发明工艺简单,垫片的封性好,回弹力高,耐高温、高压,耐腐蚀,成本

金属垫片.pdf
本发明的目的是提供一种如下的金属垫片:沿着全凸缘形成弹性包覆膜,也能够充分压缩全凸缘,进而提高密封性能。在金属垫片的金属制基板(10)上形成全凸缘(13)所述全凸缘(13)在全凸缘(13)在厚度方向一侧形成山形的凸面,在厚度方向的另一侧形成谷形的凹面,在全凸缘(13)的整个凸面上形成弹性包覆膜(20),同时在全凸缘(13)的凹面上,保留沿着该凹面的底部(13a)的狭缝形的弹性包覆膜非涂敷部(14),进而形成弹性包覆膜(20)。