
未焊接部位的检查方法及未焊接部位的检查装置.pdf

新月****姐a

1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
未焊接部位的检查方法及未焊接部位的检查装置.pdf
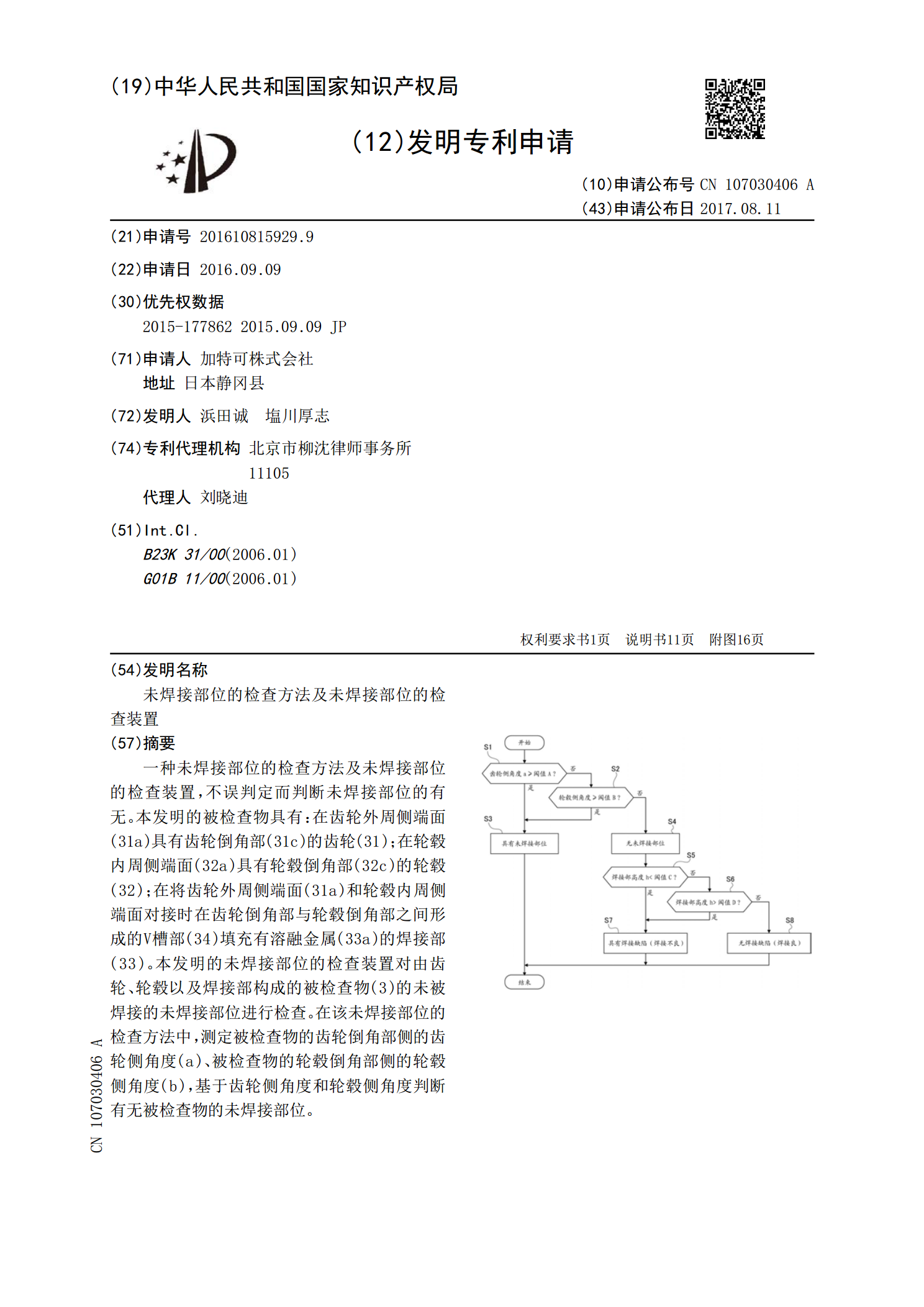
一种未焊接部位的检查方法及未焊接部位的检查装置,不误判定而判断未焊接部位的有无。本发明的被检查物具有:在齿轮外周侧端面(31a)具有齿轮倒角部(31c)的齿轮(31);在轮毂内周侧端面(32a)具有轮毂倒角部(32c)的轮毂(32);在将齿轮外周侧端面(31a)和轮毂内周侧端面对接时在齿轮倒角部与轮毂倒角部之间形成的V槽部(34)填充有溶融金属(33a)的焊接部(33)。本发明的未焊接部位的检查装置对由齿轮、轮毂以及焊接部构成的被检查物(3)的未被焊接的未焊接部位进行检查。在该未焊接部位的检查方法中,测定
焊接检查装置、焊接系统及焊接检查方法.pdf
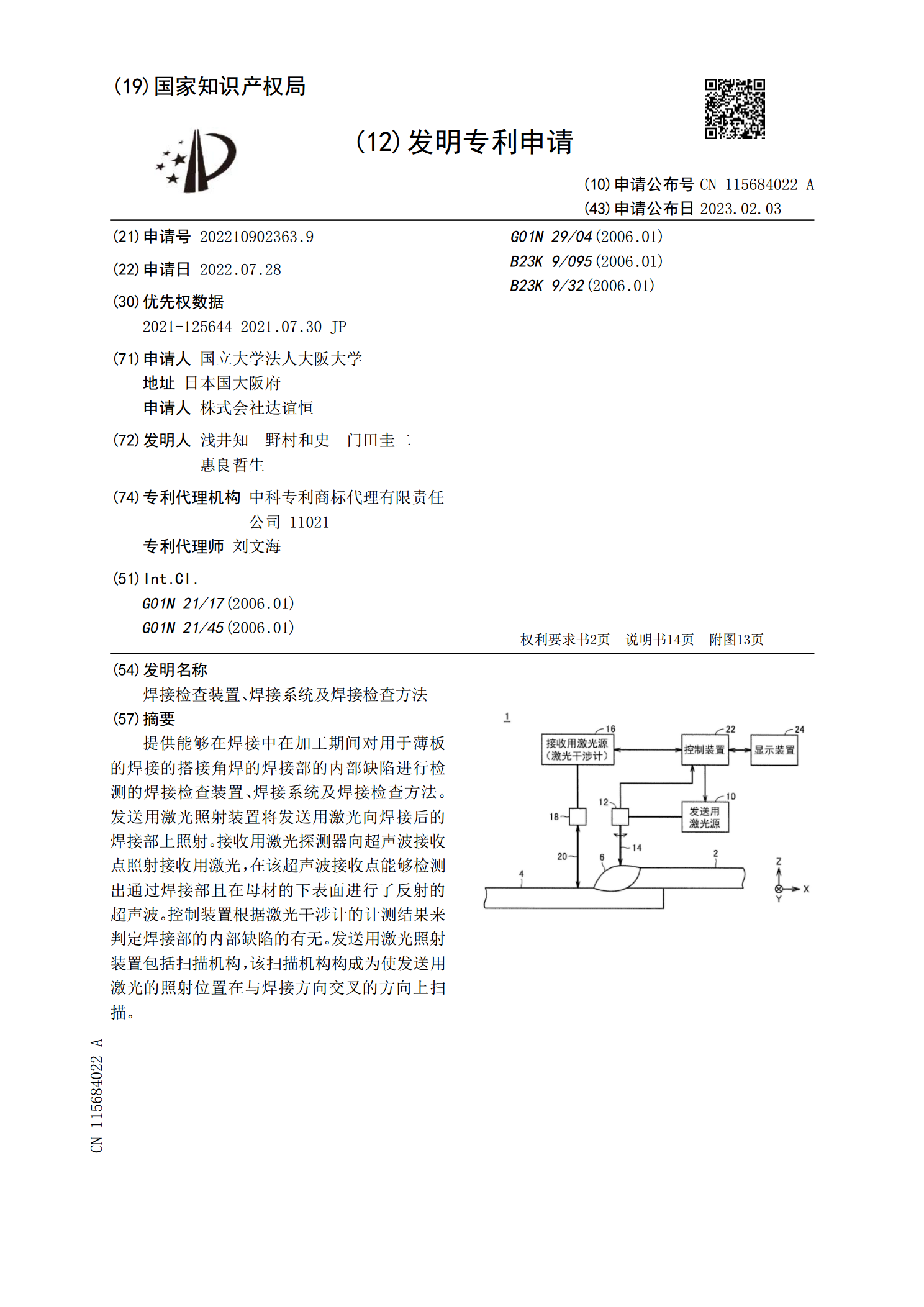
提供能够在焊接中在加工期间对用于薄板的焊接的搭接角焊的焊接部的内部缺陷进行检测的焊接检查装置、焊接系统及焊接检查方法。发送用激光照射装置将发送用激光向焊接后的焊接部上照射。接收用激光探测器向超声波接收点照射接收用激光,在该超声波接收点能够检测出通过焊接部且在母材的下表面进行了反射的超声波。控制装置根据激光干涉计的计测结果来判定焊接部的内部缺陷的有无。发送用激光照射装置包括扫描机构,该扫描机构构成为使发送用激光的照射位置在与焊接方向交叉的方向上扫描。

锅炉水冷壁的焊接部检查装置及焊接部检查方法.pdf
本发明的目的在于提供一种锅炉水冷壁的焊接部检查装置及焊接部检查方法,其能够在短时间内容易并可靠地检测出锅炉水冷壁中的水冷管与鳍片、及鳍片彼此的焊接部所贯穿的缺陷,锅炉水冷壁的焊接部检查装置的真空箱(100)具有:两个侧壁,其以沿着并列水冷管的方式分别配置;至少一个端壁(114),其以与并列水冷管(10)的长边方向交叉的方式配置;侧缘密封构件,其用于对侧壁的缘与并列水冷管(10)之间进行密封;端缘密封构件(130),其用于对端壁(114)的缘(138)与并列水冷管(10)及鳍片(12)之间进行密封。端壁(1
金属垫片的焊接部位确定方法.pdf
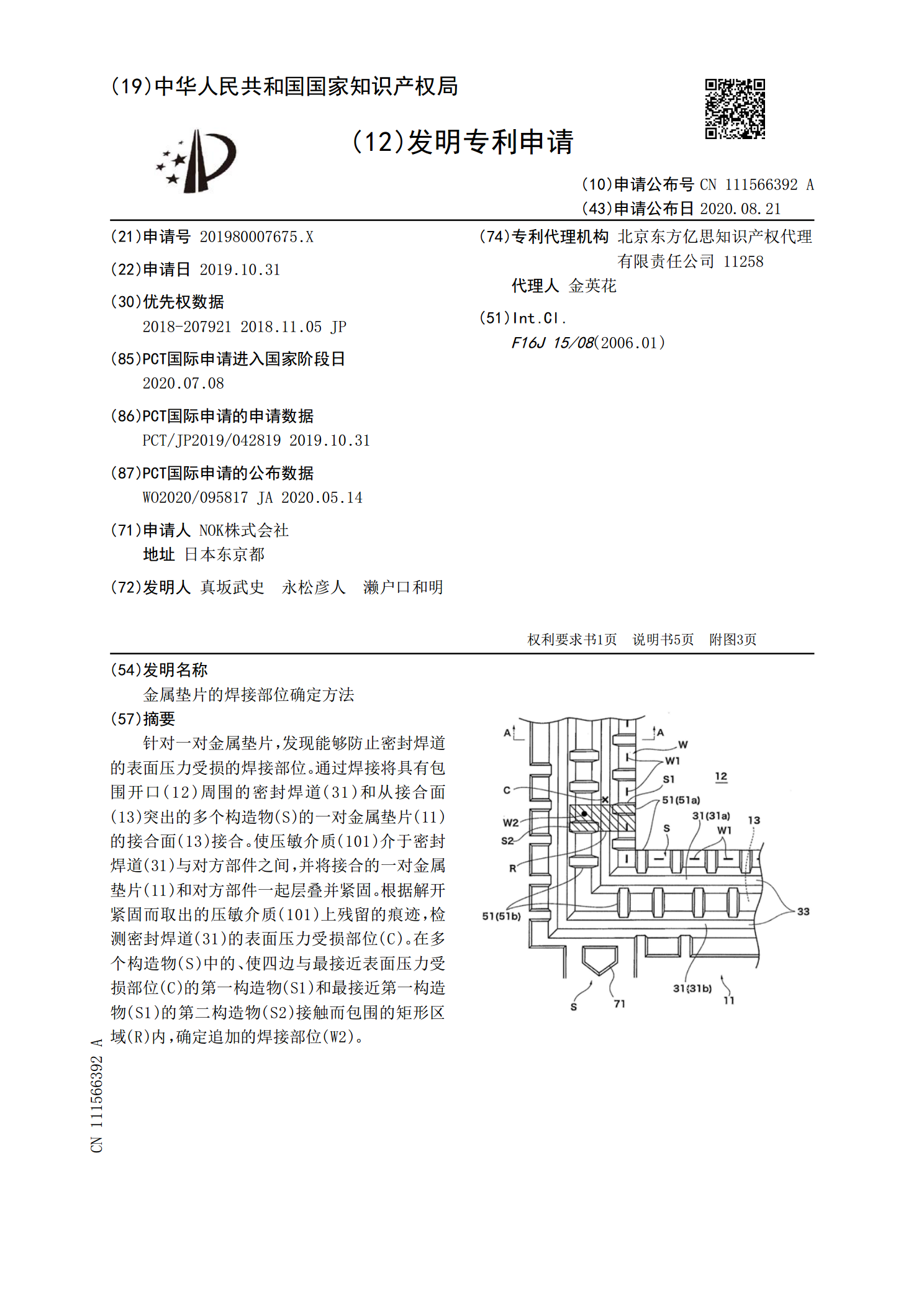
针对一对金属垫片,发现能够防止密封焊道的表面压力受损的焊接部位。通过焊接将具有包围开口(12)周围的密封焊道(31)和从接合面(13)突出的多个构造物(S)的一对金属垫片(11)的接合面(13)接合。使压敏介质(101)介于密封焊道(31)与对方部件之间,并将接合的一对金属垫片(11)和对方部件一起层叠并紧固。根据解开紧固而取出的压敏介质(101)上残留的痕迹,检测密封焊道(31)的表面压力受损部位(C)。在多个构造物(S)中的、使四边与最接近表面压力受损部位(C)的第一构造物(S1)和最接近第一构造物(

焊接部检查装置.pdf
本发明涉及一种焊接部检查装置。为了检查焊接部(32)的焊接是否合格,焊接部检查装置(10)具有摄像头(40)、判别机构(56)、波长转换板(44)和遮蔽部件(46),所述焊接部(32)是使从定子铁芯(14)的槽(18)突出的导电体(22)的顶端部分(30)彼此接合的部位。摄像头(40)对焊接部(32)进行拍摄。判别机构(56)根据焊接部(32)的轮廓来进行焊接是否合格的判别,其中所述焊接部(32)的轮廓根据由摄像机(40)拍摄到的焊接部(32)的图像(51)来识别。波长转换板(44)从拍摄对象面(52)的