
铅酸蓄电池板栅表面优化系统及优化方法.pdf

慧娇****文章


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铅酸蓄电池板栅表面优化系统及优化方法.pdf
本发明公开了一种铅酸蓄电池板栅表面优化系统及优化方法,优化系统包括顺序连接的制带机、喷砂机、清洗机以及干燥机,所述制带机用于制备连续板栅带并将制备的连续板栅带输送至喷砂机上,所述喷砂机用于对连续板栅带喷砂处理并将喷砂后的连续板栅带输送至清洗机,所述清洗机用于对连续板栅带清洗,所述干燥机用于对清洗后的连续板栅带干燥。本发明通过表面喷砂工艺对所述制备的连续板栅光滑表面进行优化处理,提高涂板时板栅与铅膏的粘结力,而且连续板栅带几乎没有变形、不产生表面锐边,同时喷砂对板栅表面有除油、去污、去毛刺等作用,再经过清洗
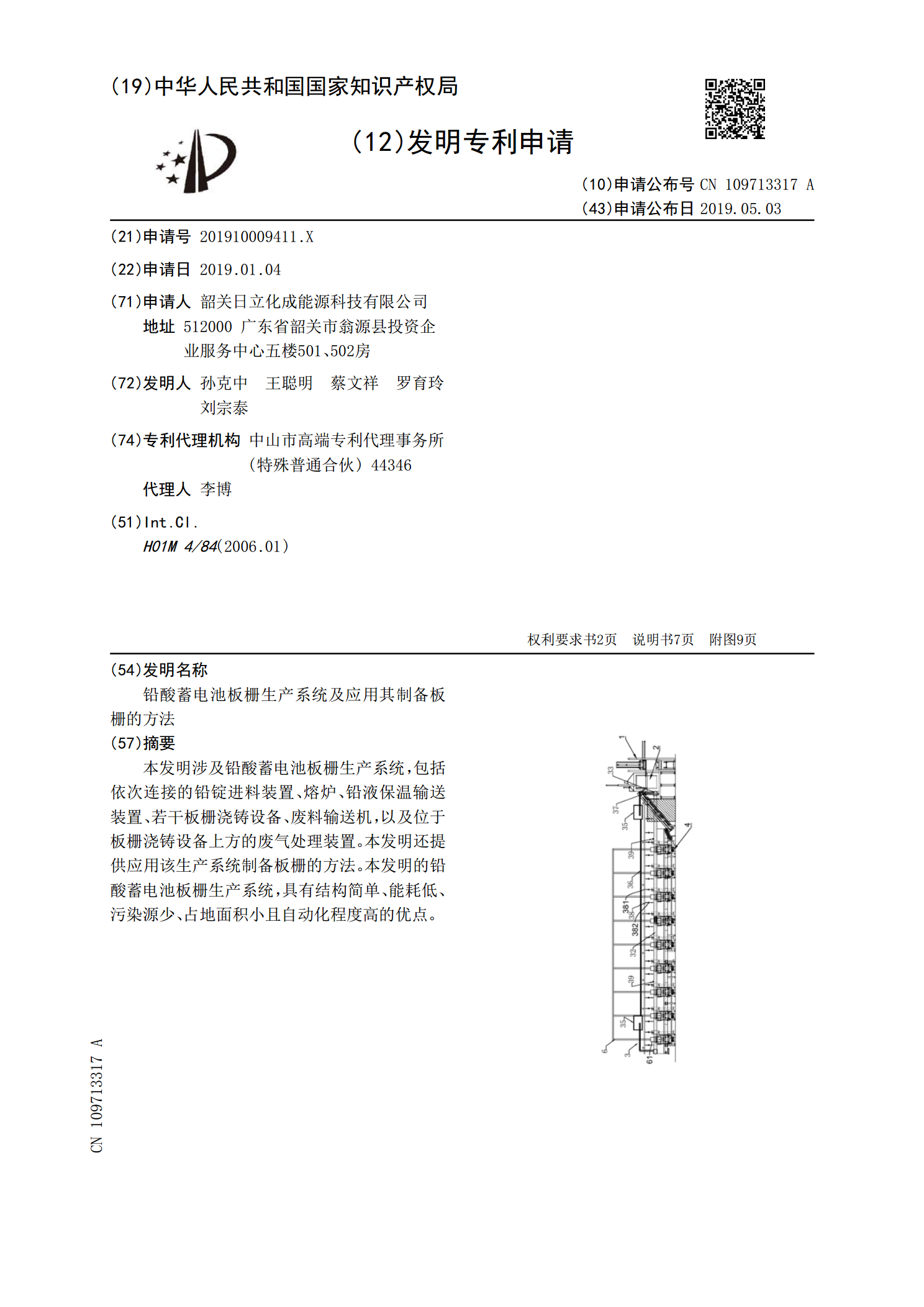
铅酸蓄电池板栅生产系统及应用其制备板栅的方法.pdf
本发明涉及铅酸蓄电池板栅生产系统,包括依次连接的铅锭进料装置、熔炉、铅液保温输送装置、若干板栅浇铸设备、废料输送机,以及位于板栅浇铸设备上方的废气处理装置。本发明还提供应用该生产系统制备板栅的方法。本发明的铅酸蓄电池板栅生产系统,具有结构简单、能耗低、污染源少、占地面积小且自动化程度高的优点。
铅酸蓄电池板栅快速时效硬化方法.pdf
本发明公开了一种铅酸蓄电池板栅快速时效硬化方法,其将刚脱模的还带有余温的板栅放入反应炉中,在80-100℃的温度下对板栅热处理25-35min,然后再进行自然时效2-4天。采用上述方案后,由于板栅铸造完成后刚脱模时还带有约60℃的余温,本发明将刚脱模的还带有余温的板栅直接放入反应炉中,可大大节省热能,降低能耗;而且,本发明采用人工时效与自然时效相结合的方式,板栅的热处理时间仅有25-35min,进一步节省热能,且与传统的纯自然时效相比,可大大缩短时效天数,节省板栅存放时间,缓解厂家资金压力。
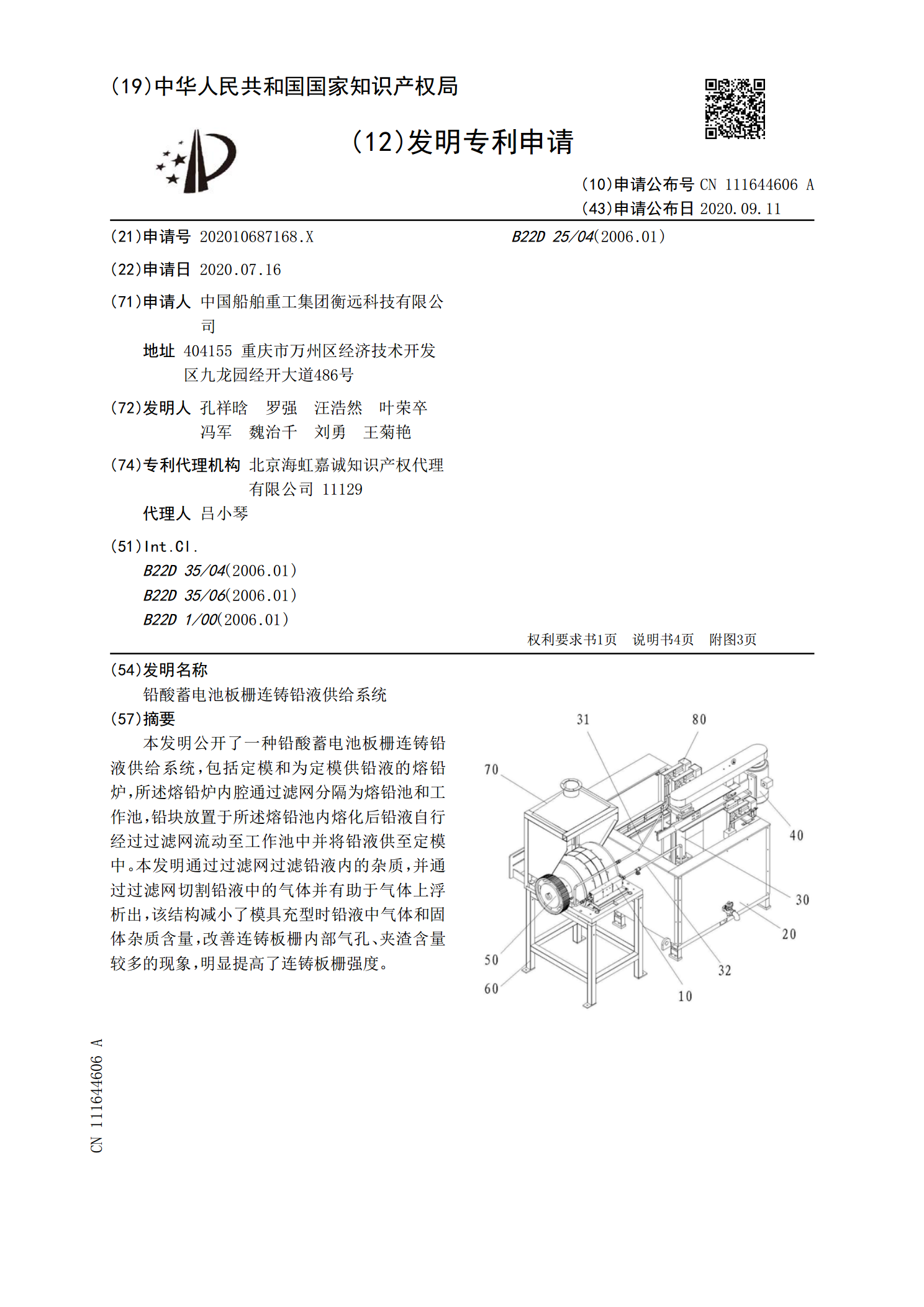
铅酸蓄电池板栅连铸铅液供给系统.pdf
本发明公开了一种铅酸蓄电池板栅连铸铅液供给系统,包括定模和为定模供铅液的熔铅炉,所述熔铅炉内腔通过滤网分隔为熔铅池和工作池,铅块放置于所述熔铅池内熔化后铅液自行经过过滤网流动至工作池中并将铅液供至定模中。本发明通过过滤网过滤铅液内的杂质,并通过过滤网切割铅液中的气体并有助于气体上浮析出,该结构减小了模具充型时铅液中气体和固体杂质含量,改善连铸板栅内部气孔、夹渣含量较多的现象,明显提高了连铸板栅强度。
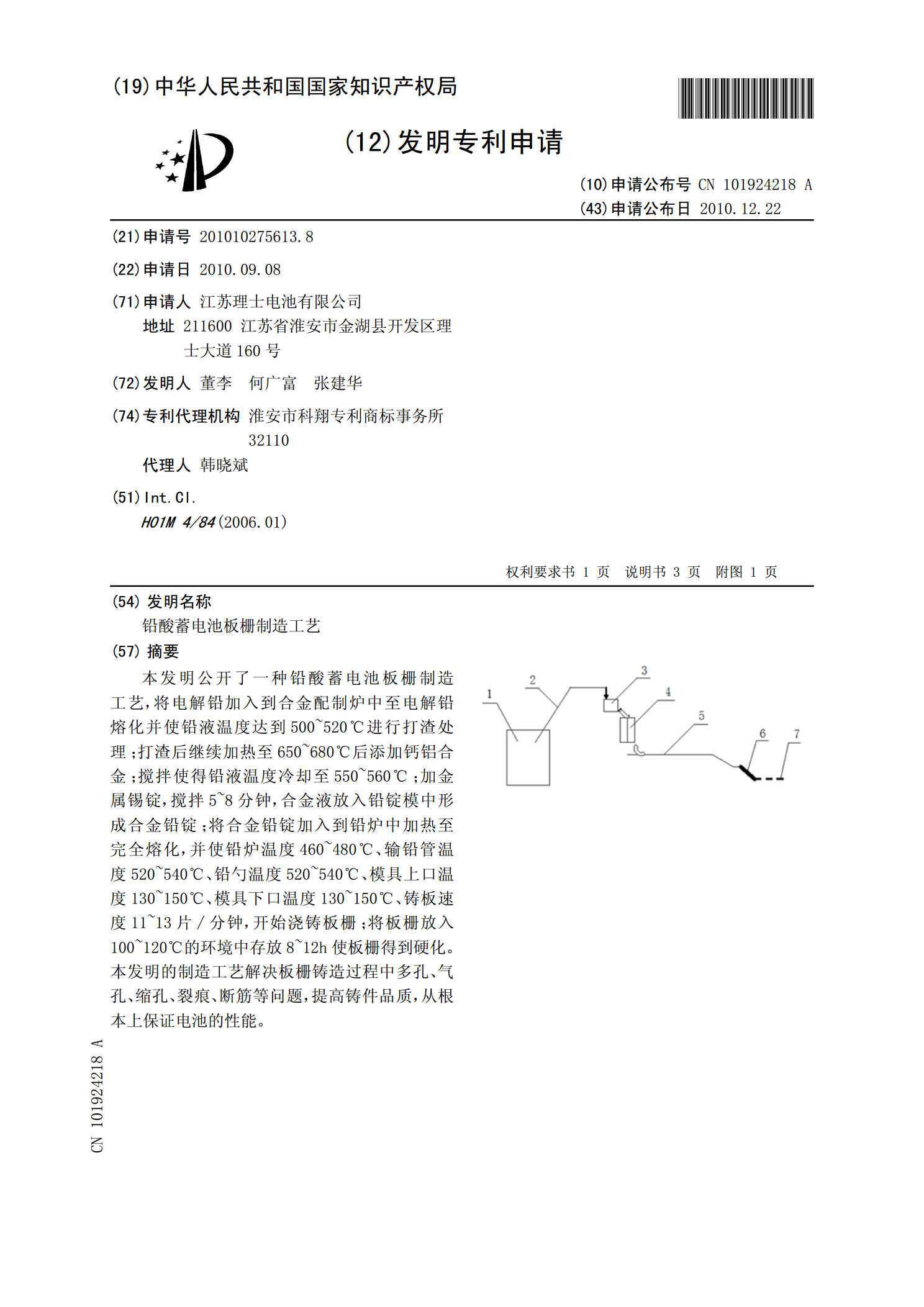
铅酸蓄电池板栅制造工艺.pdf
本发明公开了一种铅酸蓄电池板栅制造工艺,将电解铅加入到合金配制炉中至电解铅熔化并使铅液温度达到500~520℃进行打渣处理;打渣后继续加热至650~680℃后添加钙铝合金;搅拌使得铅液温度冷却至550~560℃;加金属锡锭,搅拌5~8分钟,合金液放入铅锭模中形成合金铅锭;将合金铅锭加入到铅炉中加热至完全熔化,并使铅炉温度460~480℃、输铅管温度520~540℃、铅勺温度520~540℃、模具上口温度130~150℃、模具下口温度130~150℃、铸板速度11~13片/分钟,开始浇铸板栅;将板栅放入10