
铅酸蓄电池板栅制造工艺.pdf

景福****90

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铅酸蓄电池板栅制造工艺.pdf
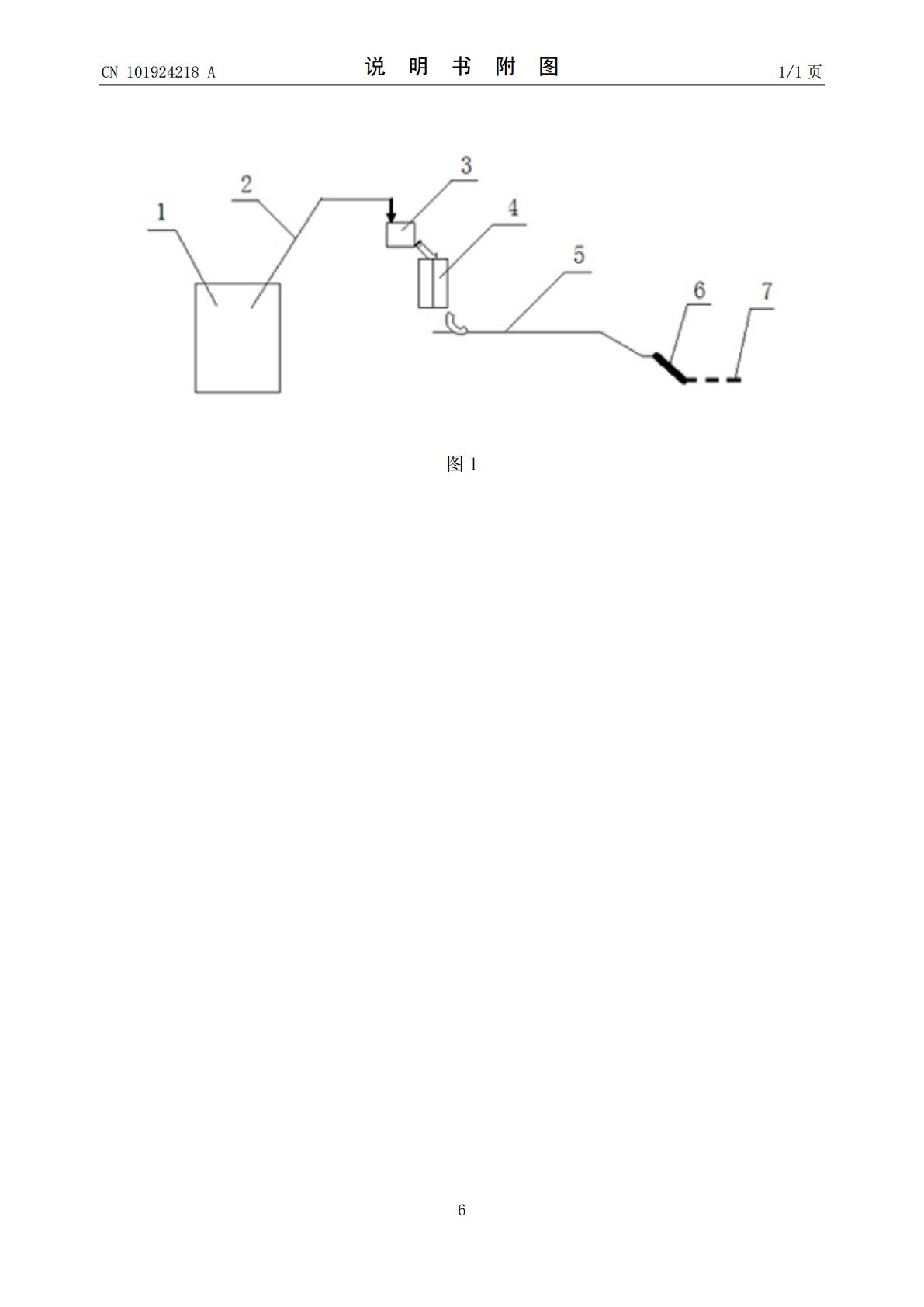
本发明公开了一种铅酸蓄电池板栅制造工艺,将电解铅加入到合金配制炉中至电解铅熔化并使铅液温度达到500~520℃进行打渣处理;打渣后继续加热至650~680℃后添加钙铝合金;搅拌使得铅液温度冷却至550~560℃;加金属锡锭,搅拌5~8分钟,合金液放入铅锭模中形成合金铅锭;将合金铅锭加入到铅炉中加热至完全熔化,并使铅炉温度460~480℃、输铅管温度520~540℃、铅勺温度520~540℃、模具上口温度130~150℃、模具下口温度130~150℃、铸板速度11~13片/分钟,开始浇铸板栅;将板栅放入10
铅酸电池板式正极及其制造工艺.pdf
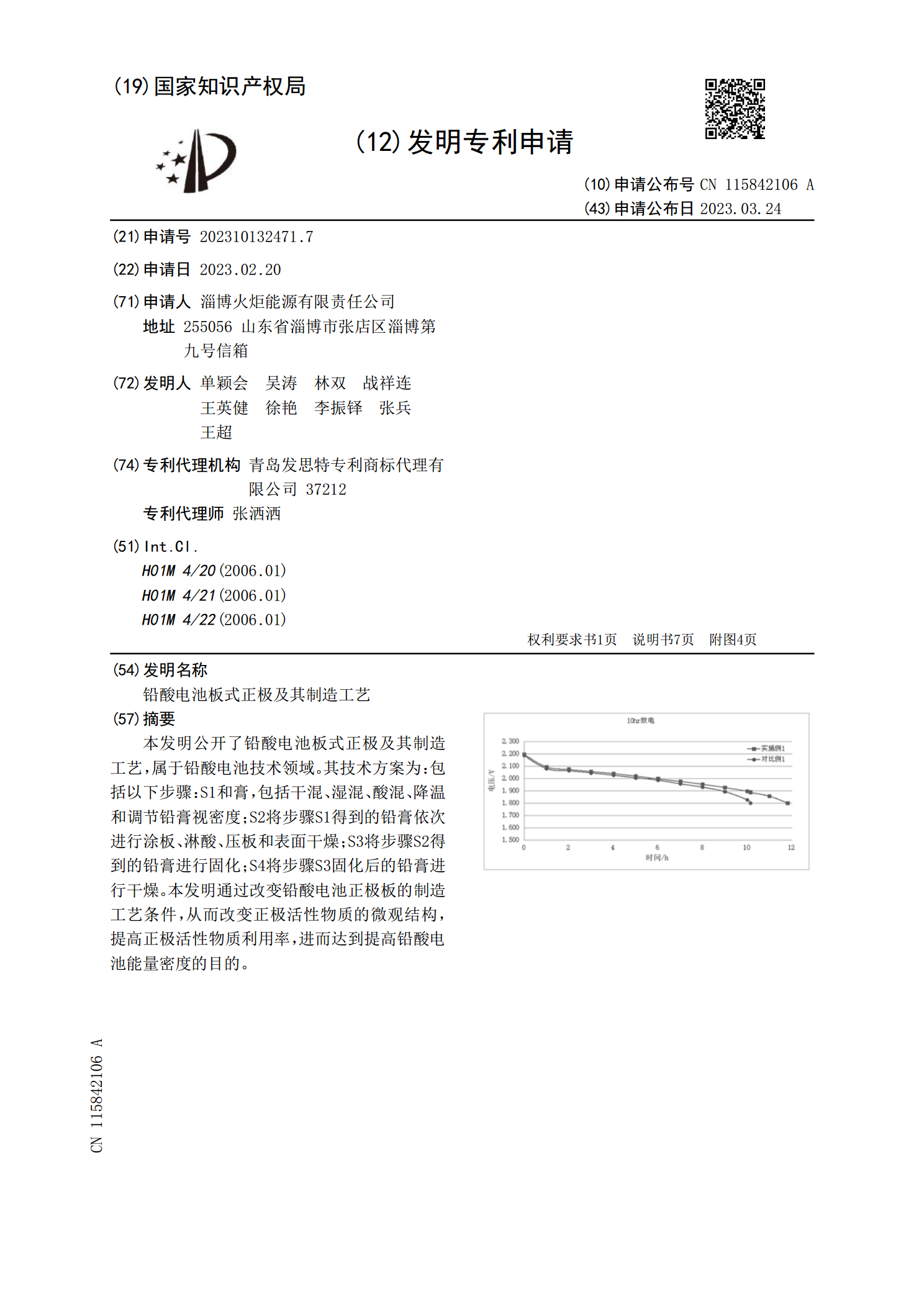
本发明公开了铅酸电池板式正极及其制造工艺,属于铅酸电池技术领域。其技术方案为:包括以下步骤:S1和膏,包括干混、湿混、酸混、降温和调节铅膏视密度;S2将步骤S1得到的铅膏依次进行涂板、淋酸、压板和表面干燥;S3将步骤S2得到的铅膏进行固化;S4将步骤S3固化后的铅膏进行干燥。本发明通过改变铅酸电池正极板的制造工艺条件,从而改变正极活性物质的微观结构,提高正极活性物质利用率,进而达到提高铅酸电池能量密度的目的。

铅酸蓄电池板栅制造过程的质量控制.doc
铅酸蓄电池板栅的制造过程同时也是板栅的质量形成的过程,因此,板栅的设计、合金材料的质量与配比、合金熔化过程的损失、合金的温度、铸造设备及铸模质量、铸模温度、脱模剂的配制、喷模刮模的方法和程度、合金的冷却速度、板栅厚度的均匀性、剪切方法、检查水平、贮存方式等都是影响板栅质量的因素,应对这些因素实施有效的控制。一、板栅设计的影响板栅的结构设计对铅酸蓄电池的电性能影响很大,如目前汽车用铅酸蓄电池普遍使用的垂直矩型板栅,其结构外框较粗厚,内部横竖筋条较细薄(其厚度约为外框的1/3或2/3),并且横竖筋条是相互垂直
利用废旧铅酸蓄电池板栅生产合金铅的工艺.pdf
本发明涉及废旧铅酸蓄电池回收技术领域,用于解决现有的废旧铅酸蓄电池板栅生产合金铅的工艺中得到的合金铅的中的杂质铜含量高,且采用硫化除铜法会造成环境污染,且降低铅回收率,除铜效果仍然不佳的问题,具体涉及利用废旧铅酸蓄电池板栅生产合金铅的工艺;该工艺中通过将板栅粉碎,之后进行球磨细化,使得板栅更易熔化,之后更易于铅用除铜剂反应,板栅中的铜元素在铅用除铜剂的作用下充分脱除,从而制备一种低杂质的合金铅能够进行再利用,实现节约资源、保护环境的目的。
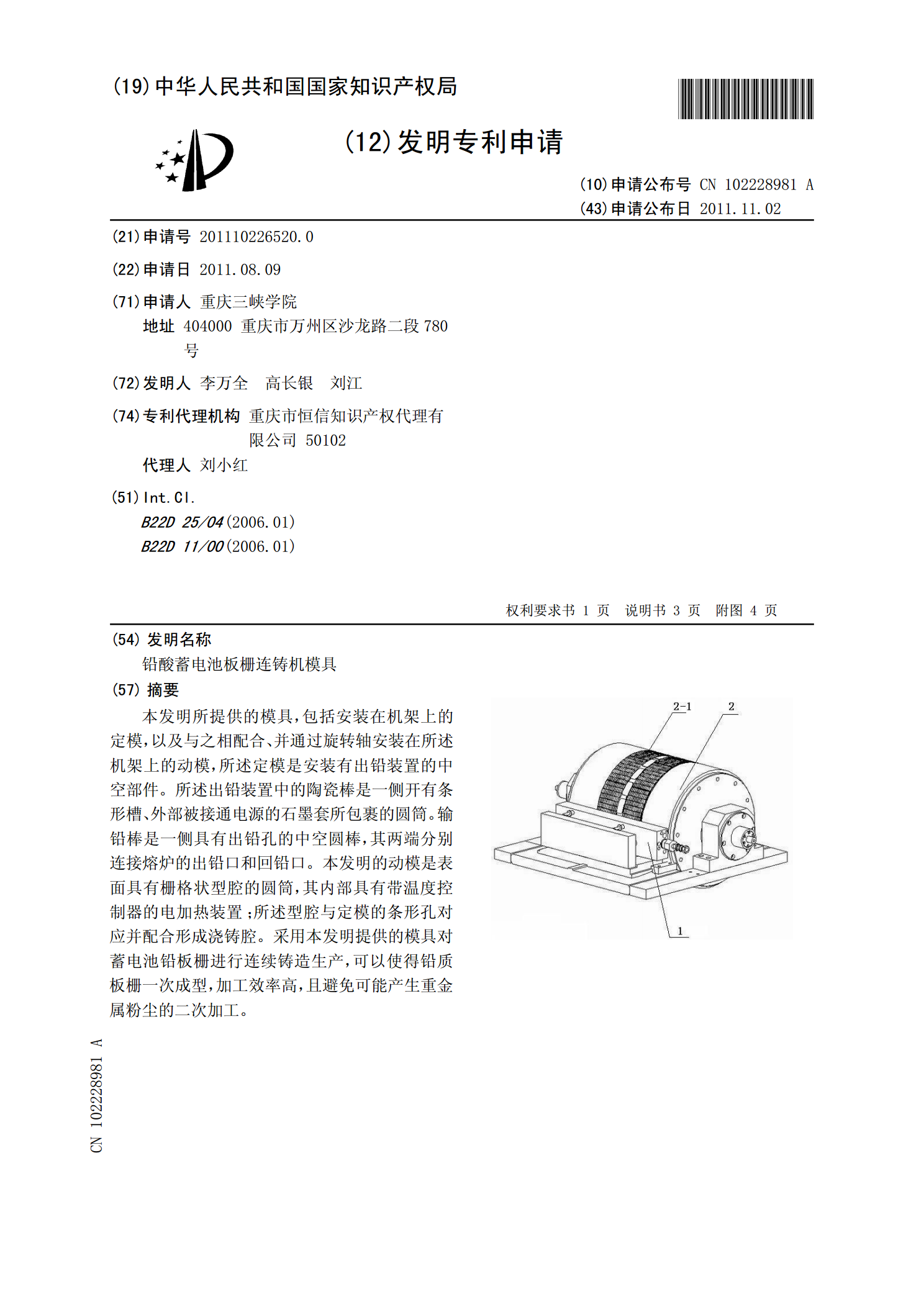
铅酸蓄电池板栅连铸机模具.pdf
本发明所提供的模具,包括安装在机架上的定模,以及与之相配合、并通过旋转轴安装在所述机架上的动模,所述定模是安装有出铅装置的中空部件。所述出铅装置中的陶瓷棒是一侧开有条形槽、外部被接通电源的石墨套所包裹的圆筒。输铅棒是一侧具有出铅孔的中空圆棒,其两端分别连接熔炉的出铅口和回铅口。本发明的动模是表面具有栅格状型腔的圆筒,其内部具有带温度控制器的电加热装置;所述型腔与定模的条形孔对应并配合形成浇铸腔。采用本发明提供的模具对蓄电池铅板栅进行连续铸造生产,可以使得铅质板栅一次成型,加工效率高,且避免可能产生重金属粉