
压辊偏心轴加工工艺方法.pdf

猫巷****松臣


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

压辊偏心轴加工工艺方法.pdf
压辊偏心轴加工工艺方法,选取金属圆坯料,对金属圆坯料的外圆面及端面进行粗车,单边留有余量,选取的金属圆坯料的外圆面及端面进行精车和车倒角,单边留有余量,得到偏心轴毛坯;偏心轴毛坯以外圆面为定位基准对偏心轴的两端面进行磨端面处理,偏心轴的毛坯端面处理后涂覆抗氧化涂料包括脂环胺固化剂、双酚A型环氧树脂、二氧化硅、硅溶胶、无水甲醇、无水乙醇和去离子水,将偏心轴的两端面涂覆有抗氧化剂涂层后进行静置,在静置的时候将偏心轴的两端面覆盖有带有缓蚀剂的薄片。

偏心轴加工工艺.ppt
偏心轴的加工工艺2、利用四爪单动卡盘装夹找正步骤是:①、把划好线的工件装在四爪卡盘上。在装夹时,先调节卡盘的两爪,使其呈不对称位置,另两爪成对称位置,工件偏心圆线在卡盘中央②、在床面上放好小平板和划针盘,针尖对准偏心圆线,校正偏心圆。然后把针尖对准外圆水平线,如下图左所示,自左至右检查水平线是否水平。把工件转动90°,用同样的方法检查另一条水平线,然后紧固卡脚和复查工件装夹情况。③、工件校准后,把四爪再拧紧一遍,即可进行切削。在初切削时,进给量要小,切削深度要浅,等工件车圆后切削用量可以适当增加,否则就会

球面心轴的加工工艺.docx
球面心轴的加工工艺球面心轴是一种关键性零件,广泛应用于机械领域,特别是在车辆、航空和船舶行业中。它的加工工艺对于确保轴的圆度和表面粗糙度至关重要。本文将重点探讨球面心轴的加工工艺并分析存在的问题和解决方案。首先,球面心轴的加工过程可以分为以下几个步骤:材料准备、粗车削、精车削和表面处理。在材料准备阶段,需要选择适合的材料,如优质的钢材或铝合金,以确保轴的强度和耐磨性。接下来是粗车削阶段,此阶段的目的是将材料的表面粗糙度降低到可接受范围,通常使用车床进行加工。然后是精车削阶段,主要是通过磨削工艺来进一步提高
一种橡胶压辊装置及加工方法.pdf
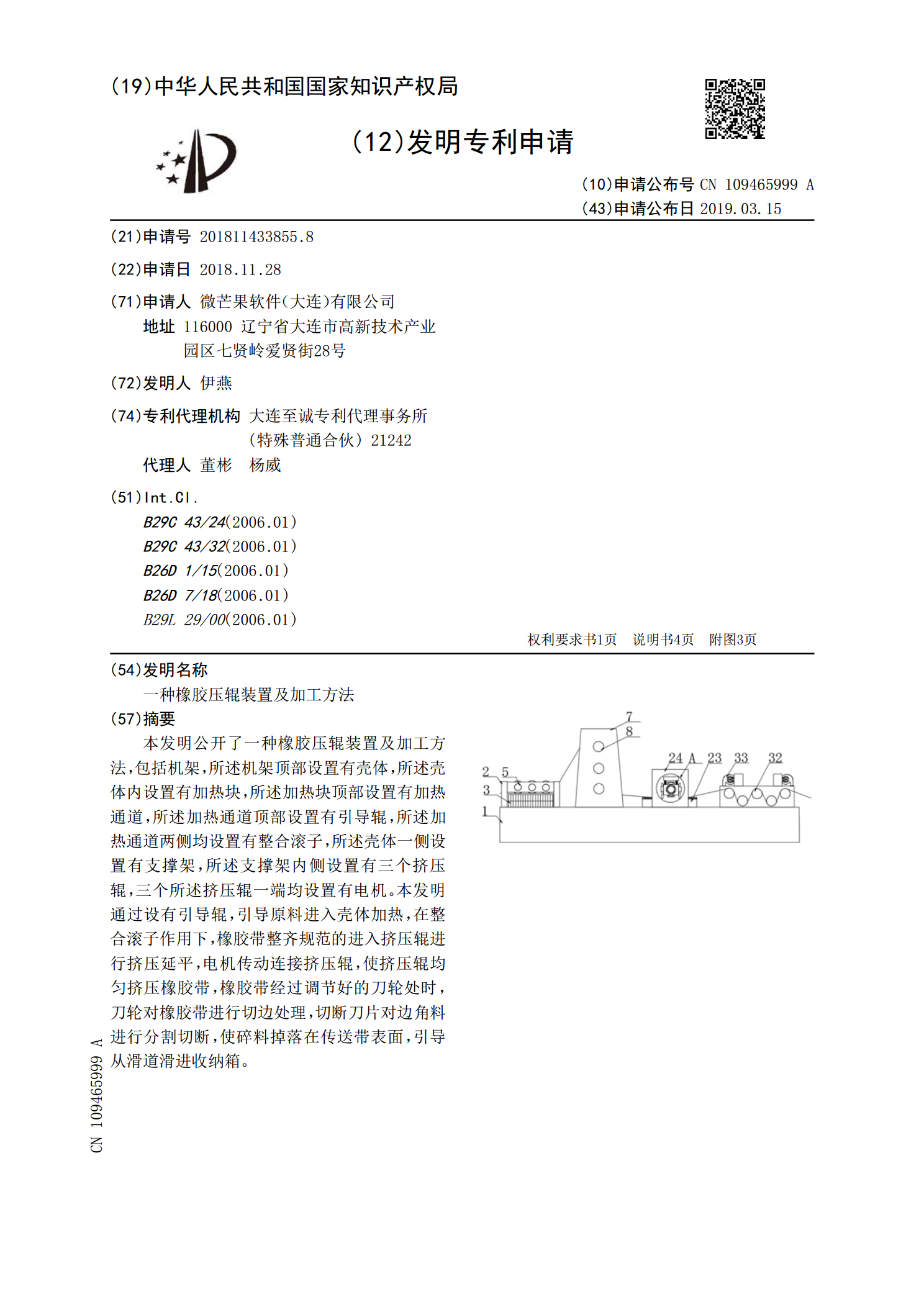
本发明公开了一种橡胶压辊装置及加工方法,包括机架,所述机架顶部设置有壳体,所述壳体内设置有加热块,所述加热块顶部设置有加热通道,所述加热通道顶部设置有引导辊,所述加热通道两侧均设置有整合滚子,所述壳体一侧设置有支撑架,所述支撑架内侧设置有三个挤压辊,三个所述挤压辊一端均设置有电机。本发明通过设有引导辊,引导原料进入壳体加热,在整合滚子作用下,橡胶带整齐规范的进入挤压辊进行挤压延平,电机传动连接挤压辊,使挤压辊均匀挤压橡胶带,橡胶带经过调节好的刀轮处时,刀轮对橡胶带进行切边处理,切断刀片对边角料进行分割切断

偏心轴加工方法.pdf
本发明偏心轴加工方法涉及机械加工领域,具体涉及偏心轴加工方法,包括以下步骤:下料,选择合适的毛坯料,留一定的加工余量;粗加工,装夹工件左端,车右端面及外圆,留0.5mm加工余量,用由标准中心钻中心孔,调头装夹右端,车左端面取总长,钻中心孔;半精加工,用偏心套装夹工件的外圆上,本发明采用偏心套作为定位元件,加工偏心轴各段外圆,易于保证偏心轴各段外圆轴线距离尺寸,可以为中心孔加工提供准确可靠的定位基准。磨削零件各外圆表面采用对应的两中心孔一夹一顶的安装方式,有利于保证零件的加工精度,同时避免设计复杂的车夹具,