
一种大型铸件覆膜砂铸造方法.pdf

春景****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种大型铸件覆膜砂铸造方法.pdf
本发明涉及一种大型铸件覆膜砂铸造方法,通过吊装板、吊环、挖出装置、卡紧装置、驱动装置和敲击装置联合工作,从而对大型铸件进行吊装和去砂。本发明提供的一种大型铸件覆膜砂铸造方法,可以解决现有大型铸件铸造设备在对大型铸件进行铸造时,通常直接将铸造完成后的铸件锁紧固定后,直接将其从砂模中吊装出,吊装过程中铸件易与锁紧机构之间发生滑动导致铸件脱落,造成人员受伤的情况以及铸件吊装至指定位置后,需要通过人工对铸件表面残留的砂进行去除,由于大型铸件体积较大且形状较为复杂,从而导致人工去砂效率低,进而使得大型铸件的铸造效率

一种覆膜砂壳型铸造方法.pdf
本发明公开了一种覆膜砂壳型铸造方法,包括覆膜砂的配置、模具设计、制备实体芯、制备覆膜砂壳型、浇注等步骤。其中,模具设计时,尽量使整个壳型的厚度一致,砂型芯头位置保留排气通道,使合型后砂芯中的气体能沿着排气通道向外排出,以保证生产的壳型在同样的制型参数下,各个位置的砂能够完全固化,不夹带生砂,也不发生过熟,从而减少壳型的发气,降低铸件发生气孔缺陷的概率,提高了覆膜砂壳型铸造时候的产品精度,为生产厂家带来了更多的经济利益,覆膜砂在配制时,加入了超短玻璃纤维材料,从而增了产品的强韧度,避免在手续的使用过程中,覆
一种覆膜砂壳型铸造方法.pdf
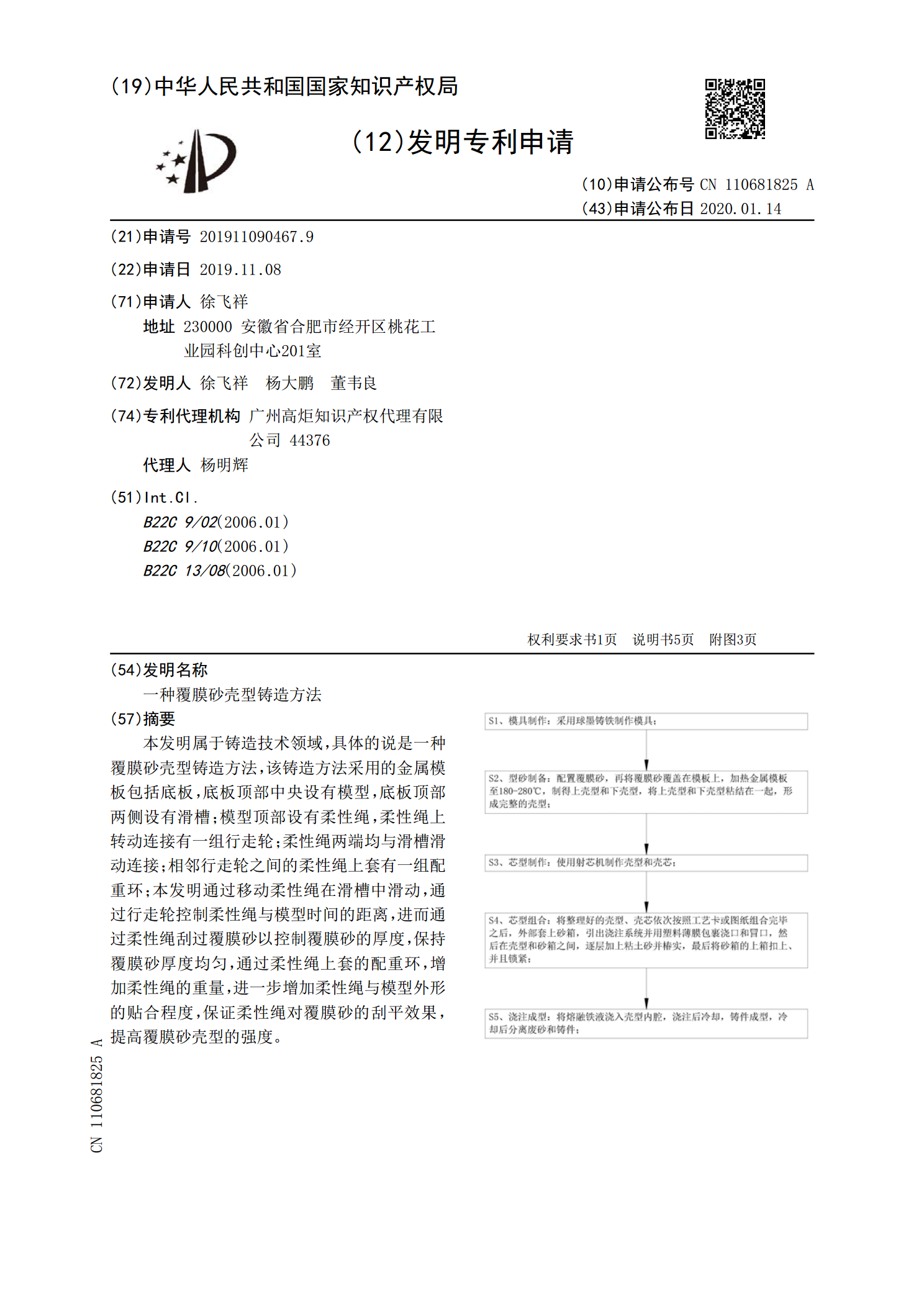
本发明属于铸造技术领域,具体的说是一种覆膜砂壳型铸造方法,该铸造方法采用的金属模板包括底板,底板顶部中央设有模型,底板顶部两侧设有滑槽;模型顶部设有柔性绳,柔性绳上转动连接有一组行走轮;柔性绳两端均与滑槽滑动连接;相邻行走轮之间的柔性绳上套有一组配重环;本发明通过移动柔性绳在滑槽中滑动,通过行走轮控制柔性绳与模型时间的距离,进而通过柔性绳刮过覆膜砂以控制覆膜砂的厚度,保持覆膜砂厚度均匀,通过柔性绳上套的配重环,增加柔性绳的重量,进一步增加柔性绳与模型外形的贴合程度,保证柔性绳对覆膜砂的刮平效果,提高覆膜砂
一种覆膜砂壳型生产铸件的方法.pdf
本发明公开了一种覆膜砂壳型生产铸件的方法,包括以下步骤:步骤1)、制壳:砂子经喷砂机进入模具内,加热固化成型,完成制壳;步骤2)、夹装覆膜砂壳体构成砂壳组;步骤3)、浇口杯安装;步骤4)、装箱;步骤5)、填砂震实;步骤6)、摆箱,将砂箱依次摆放在浇注台上,等待浇注;步骤7)、熔炼:炉工根据计划浇注产品的材质及定额铁水量,称重配料、熔化材质合格、重量合格、温度合格的铁水;步骤8)浇注:步骤9)铸件分离:可实现机械化、劳动强度低、环境污染小、铸件加工余量小、表面光洁度高、尺寸精度接近或超过熔模精铸工艺;且具有

一种覆膜砂铸造模具.pdf
本发明公开了一种覆膜砂铸造模具,包括支撑板、顶板、底板、千斤顶、上模具夹、下模具夹,所述支撑板的一侧外表面靠近上端位置开设有滑槽,所述滑槽内部活动连接有螺纹转动盘,所述螺纹转动盘贯穿滑槽内部的一侧螺纹连接在支撑杆内部开设的第三螺纹孔内,且螺纹转动盘螺纹进第三螺纹孔内部,且其外表面抵至在支撑杆外表面,所述支撑杆远离滑槽的一侧固定连接有上模具夹,所述上模具夹的上端外表面靠近一侧位置开设有注射口,该装置通过利用千斤顶能够使得在铸造时安装或拆卸的步骤简约化,从而提高产量,同时利用千斤顶能够使得下压的力度受力均匀,