
一种覆膜砂壳型铸造方法.pdf

雨巷****珺琦


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种覆膜砂壳型铸造方法.pdf
本发明公开了一种覆膜砂壳型铸造方法,包括覆膜砂的配置、模具设计、制备实体芯、制备覆膜砂壳型、浇注等步骤。其中,模具设计时,尽量使整个壳型的厚度一致,砂型芯头位置保留排气通道,使合型后砂芯中的气体能沿着排气通道向外排出,以保证生产的壳型在同样的制型参数下,各个位置的砂能够完全固化,不夹带生砂,也不发生过熟,从而减少壳型的发气,降低铸件发生气孔缺陷的概率,提高了覆膜砂壳型铸造时候的产品精度,为生产厂家带来了更多的经济利益,覆膜砂在配制时,加入了超短玻璃纤维材料,从而增了产品的强韧度,避免在手续的使用过程中,覆
一种覆膜砂壳型铸造方法.pdf
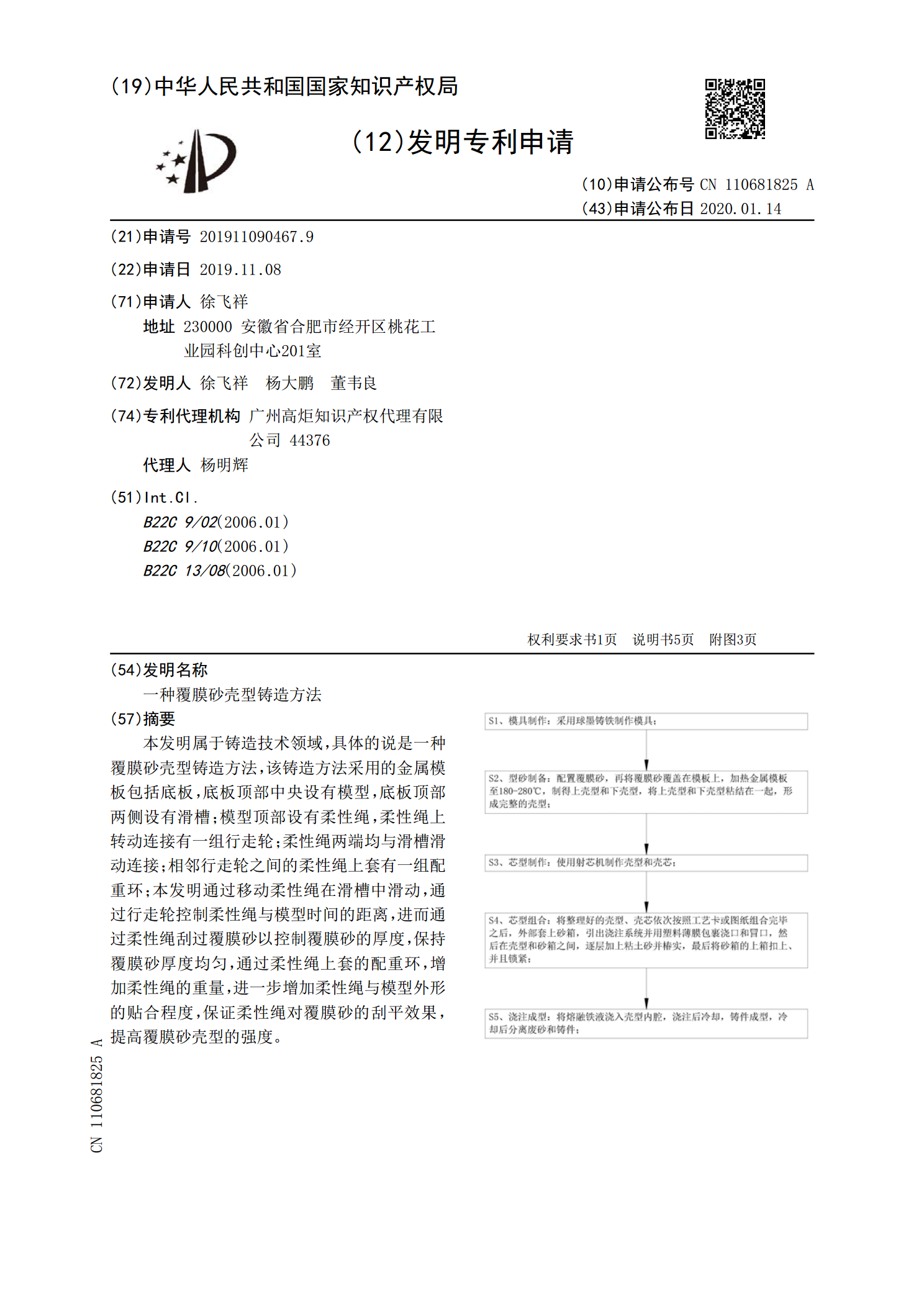
本发明属于铸造技术领域,具体的说是一种覆膜砂壳型铸造方法,该铸造方法采用的金属模板包括底板,底板顶部中央设有模型,底板顶部两侧设有滑槽;模型顶部设有柔性绳,柔性绳上转动连接有一组行走轮;柔性绳两端均与滑槽滑动连接;相邻行走轮之间的柔性绳上套有一组配重环;本发明通过移动柔性绳在滑槽中滑动,通过行走轮控制柔性绳与模型时间的距离,进而通过柔性绳刮过覆膜砂以控制覆膜砂的厚度,保持覆膜砂厚度均匀,通过柔性绳上套的配重环,增加柔性绳的重量,进一步增加柔性绳与模型外形的贴合程度,保证柔性绳对覆膜砂的刮平效果,提高覆膜砂

一种覆膜砂壳型铸造工艺.pdf
本发明公开了一种覆膜砂壳型铸造工艺,包括如下步骤:S1、用覆膜砂制成壳型,所述壳型包括合模后可形成型腔的第一半模、第二半模,所述壳型上预留有连通型腔内外的排气孔;S2、将第一半模、第二半模合模,然后用热熔胶将排气管粘接固定在排气孔处,并在热熔胶表面包覆耐高温胶黏剂;S3、将S2中合模涂胶后的壳型固定到沙箱内并进行浇铸。本发明通过对壳型结构的改进并结合适宜的铸造工艺,既可以节省覆膜砂的用量,降低成本,又可以提高工作效率,解决漏铁水的问题,提高产品合格率。
一种覆膜砂壳消失模精密铸造方法.pdf
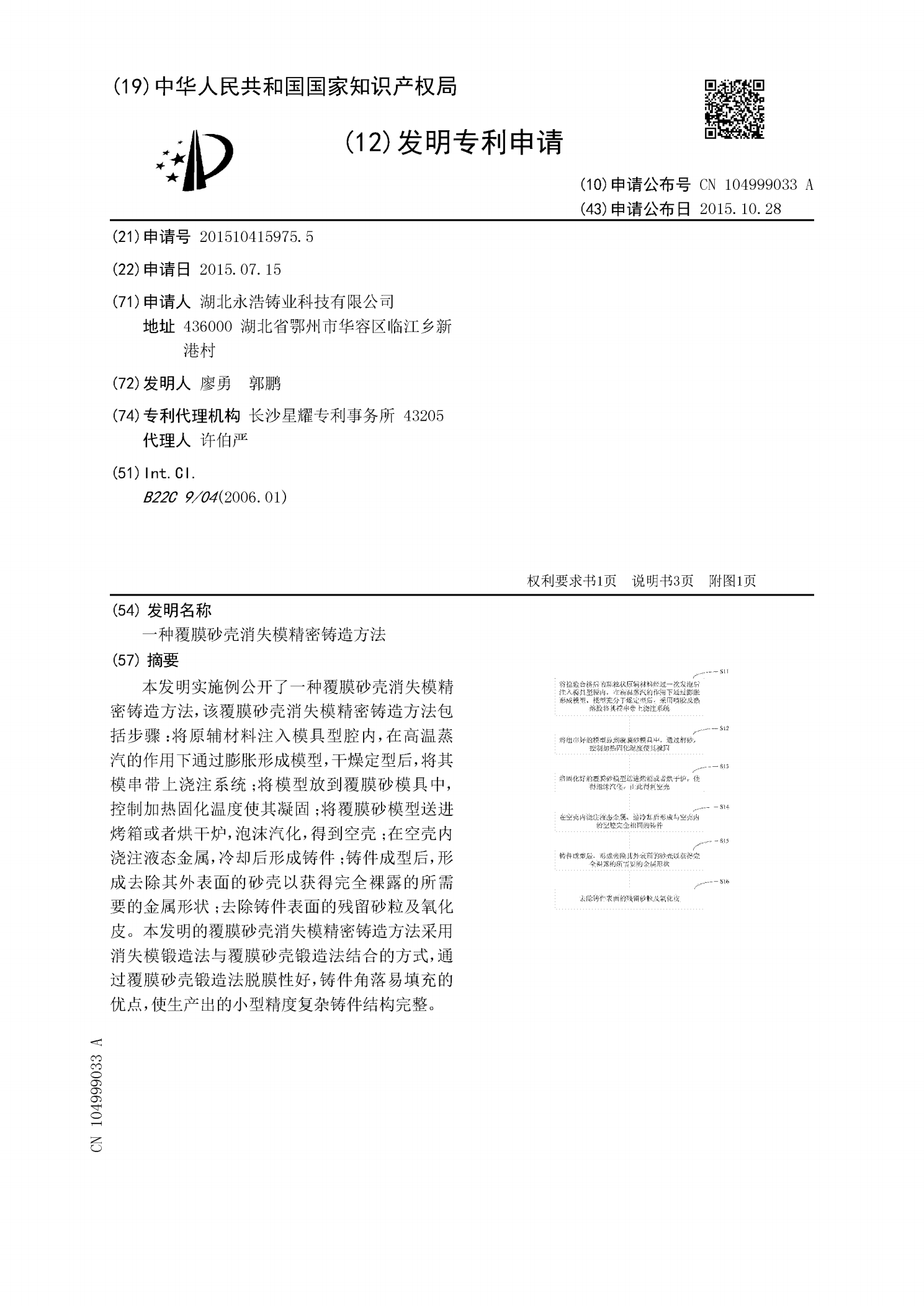
本发明实施例公开了一种覆膜砂壳消失模精密铸造方法,该覆膜砂壳消失模精密铸造方法包括步骤:将原辅材料注入模具型腔内,在高温蒸汽的作用下通过膨胀形成模型,干燥定型后,将其模串带上浇注系统;将模型放到覆膜砂模具中,控制加热固化温度使其凝固;将覆膜砂模型送进烤箱或者烘干炉,泡沫汽化,得到空壳;在空壳内浇注液态金属,冷却后形成铸件;铸件成型后,形成去除其外表面的砂壳以获得完全裸露的所需要的金属形状;去除铸件表面的残留砂粒及氧化皮。本发明的覆膜砂壳消失模精密铸造方法采用消失模锻造法与覆膜砂壳锻造法结合的方式,通过覆膜
垃圾焚烧炉排覆膜砂壳型铸造工艺.pdf
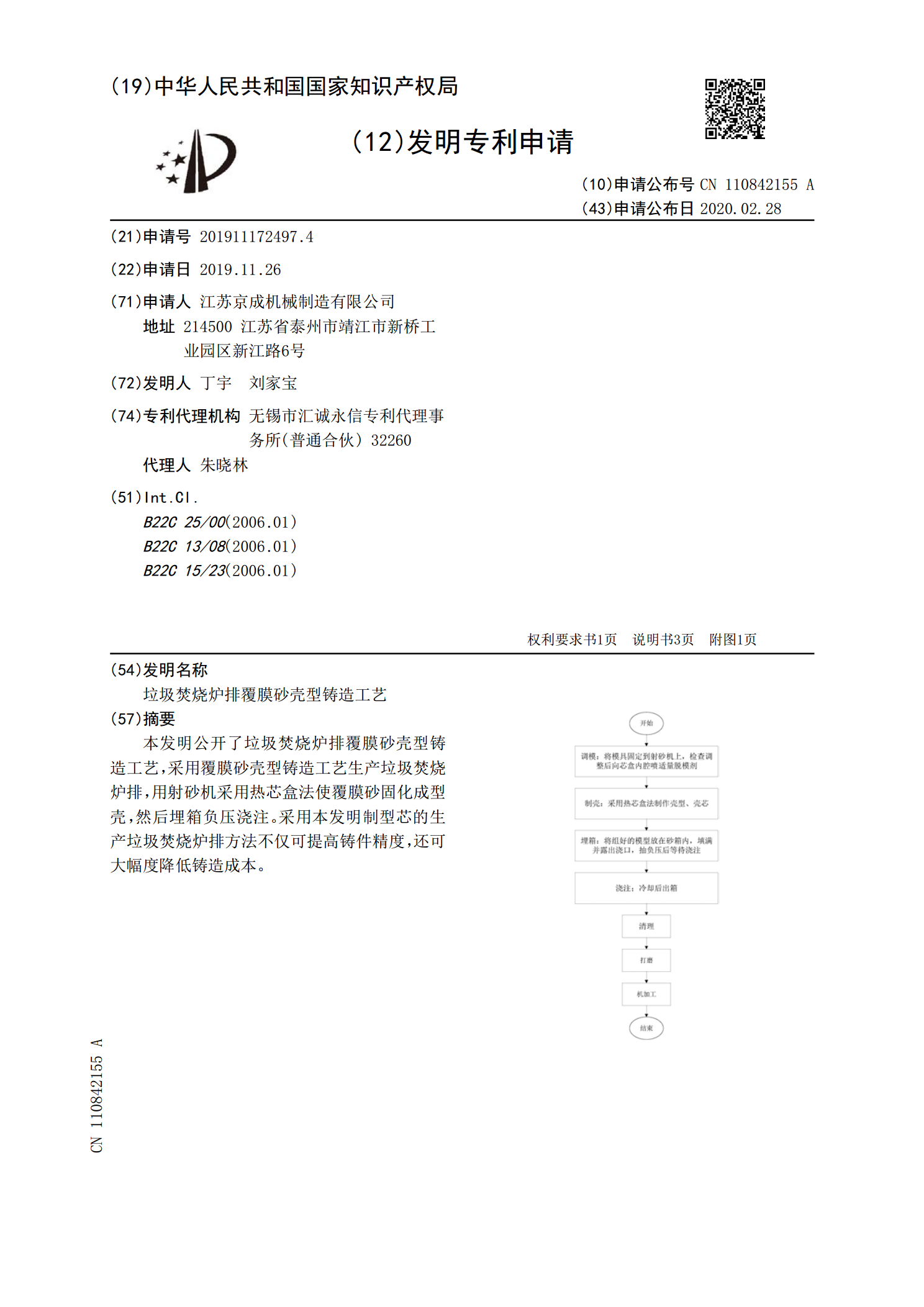
本发明公开了垃圾焚烧炉排覆膜砂壳型铸造工艺,采用覆膜砂壳型铸造工艺生产垃圾焚烧炉排,用射砂机采用热芯盒法使覆膜砂固化成型壳,然后埋箱负压浇注。采用本发明制型芯的生产垃圾焚烧炉排方法不仅可提高铸件精度,还可大幅度降低铸造成本。