
一种有色高强高模聚芳酯纤维及其制备方法.pdf

听容****55


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种有色高强高模聚芳酯纤维及其制备方法.pdf
本发明公开了一种有色高强高模聚芳酯纤维及其制备方法,所述聚芳酯纤维包括芯鞘结构;所述芯鞘结构包括芯部、以及周向设置于所述芯部的外侧的鞘部;所述鞘部的截面积占所述聚芳酯纤维的截面积的比值为x,0.1<x≤0.3;所述芯部组分包括第一聚芳酯;所述鞘部组分包括第二聚芳酯、以及质量含量为所述第二聚芳酯0.1%~2%的着色剂;所述第一聚芳酯的熔融粘度设为MVa时,所述第二聚芳酯的熔融粘度设为MVb时,MVa‑15<MVb≤MVa;所述第一聚芳酯的熔点设为MPa时,所述第二聚芳酯的熔点设为MPb时,MPa‑20≤MP
一种导电液晶聚芳酯纤维及其制备方法.pdf
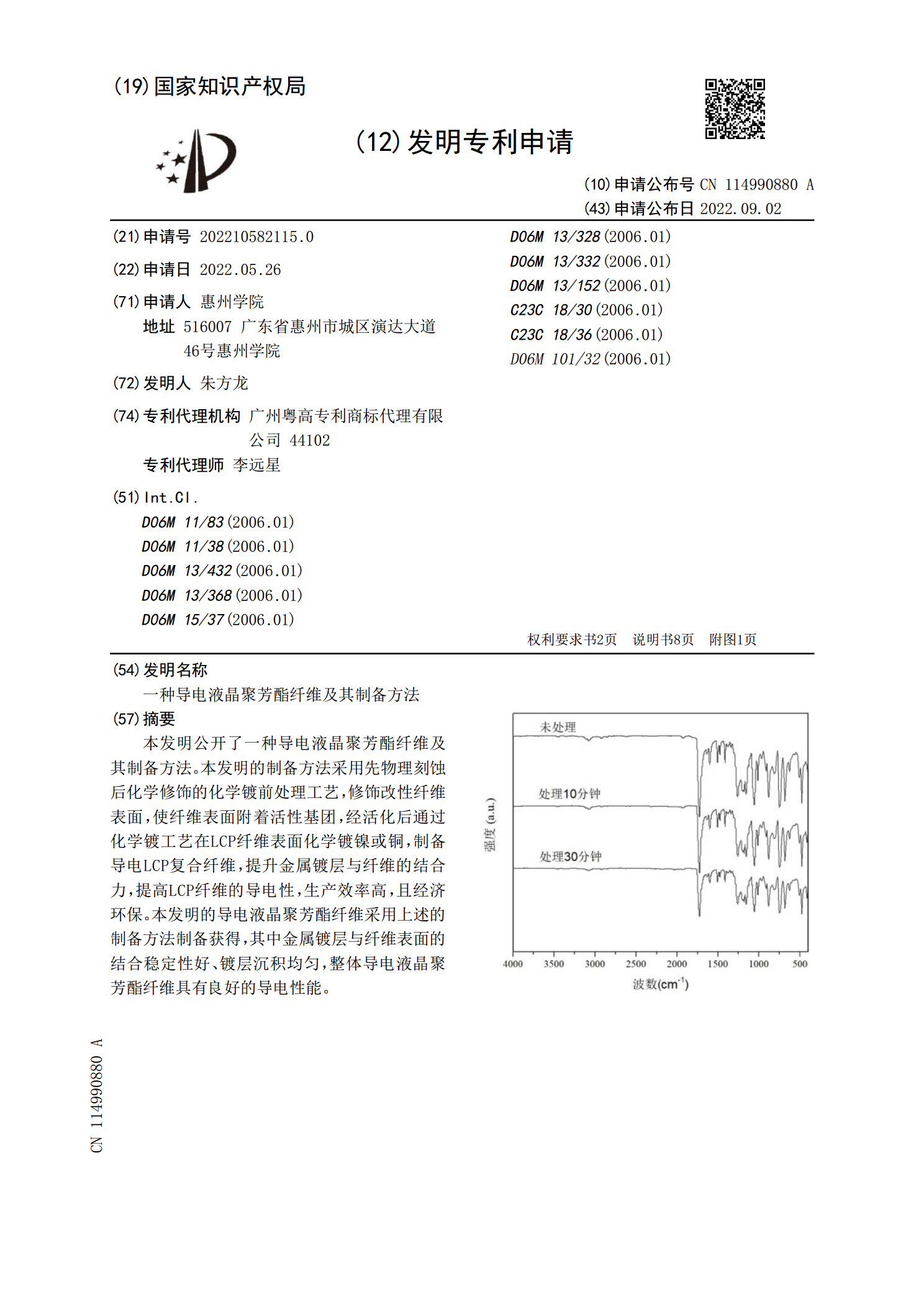
本发明公开了一种导电液晶聚芳酯纤维及其制备方法。本发明的制备方法采用先物理刻蚀后化学修饰的化学镀前处理工艺,修饰改性纤维表面,使纤维表面附着活性基团,经活化后通过化学镀工艺在LCP纤维表面化学镀镍或铜,制备导电LCP复合纤维,提升金属镀层与纤维的结合力,提高LCP纤维的导电性,生产效率高,且经济环保。本发明的导电液晶聚芳酯纤维采用上述的制备方法制备获得,其中金属镀层与纤维表面的结合稳定性好、镀层沉积均匀,整体导电液晶聚芳酯纤维具有良好的导电性能。
一种高强高模高延伸碳纤维及其制备方法.pdf
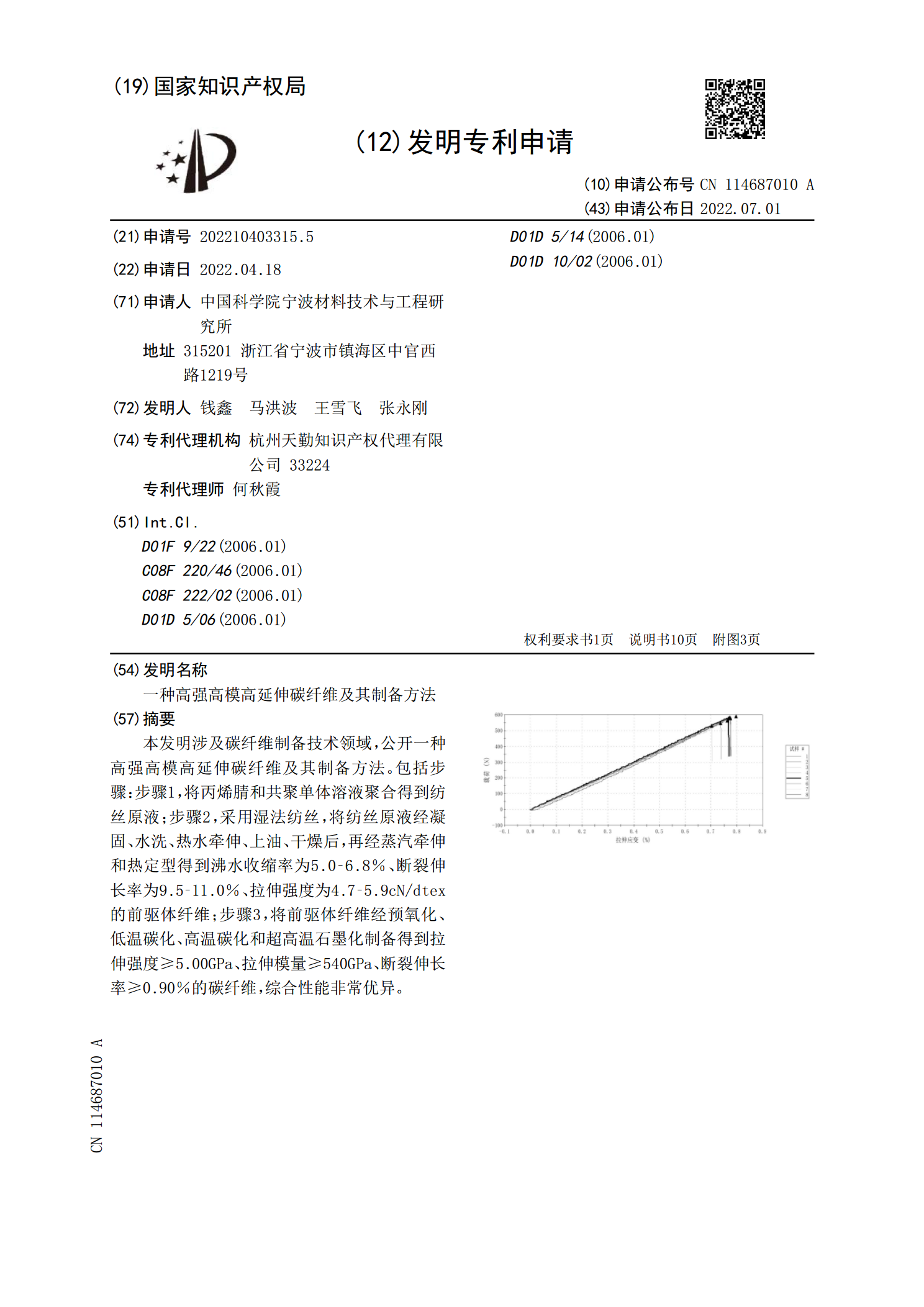
本发明涉及碳纤维制备技术领域,公开一种高强高模高延伸碳纤维及其制备方法。包括步骤:步骤1,将丙烯腈和共聚单体溶液聚合得到纺丝原液;步骤2,采用湿法纺丝,将纺丝原液经凝固、水洗、热水牵伸、上油、干燥后,再经蒸汽牵伸和热定型得到沸水收缩率为5.0?6.8%、断裂伸长率为9.5?11.0%、拉伸强度为4.7?5.9cN/dtex的前驱体纤维;步骤3,将前驱体纤维经预氧化、低温碳化、高温碳化和超高温石墨化制备得到拉伸强度≥5.00GPa、拉伸模量≥540GPa、断裂伸长率≥0.90%的碳纤维,综合性能非常优异。

一种超支化聚芳酯及其制备方法.pdf
本发明提供了一种具有(I)结构的超支化聚芳酯,本发明还提供了超支化聚芳酯的制备方法,包括:在催化剂的存在下,将具有3,3(4‑羟苯基)异苯并吡咯烷酮、双酰氯单体以及双羟基单体通过界面聚合方法,得到具有式(I)结构的超支化聚芳酯。本申请通过对该超支化聚芳酯结构和支化度的调控可获得具有良好加工性和高机械强度等综合性能的产物,可应用于增强聚氨酯/聚己内酯类低温热塑板。

一种芳香族聚噁二唑及其制备方法、高强高模阻燃芳香族聚噁二唑纤维及其制备方法.pdf
本发明公开了一种芳香族聚噁二唑及其制备方法和高强高模阻燃芳香族聚噁二唑纤维及其制备方法,该芳香族聚噁二唑以对苯二甲酸、结构通式为