
一种铝合金焊接工装.pdf

猫巷****傲柏


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种铝合金焊接工装.pdf
本发明公开一种铝合金焊接工装,包括机架、焊接机构、控制系统及空气压缩机,所述压紧装置包括安装块、驱动气缸、连接块和压紧块,所述驱动气缸通过安装块固定在所述工作台上,所述驱动气缸的输出端与所述连接块相连,所述连接块上开设有安装槽,所述压紧块上设有两个压爪,所述压紧块通过销轴铰接在所述连接块的安装槽中,所述压紧块与所述连接块的安装槽底之间留有间隙;所述驱动气缸与所述控制系统电连接,用于控制所述压紧装置动作。本发明的结构简单,提高了定位底板的适用寿命。
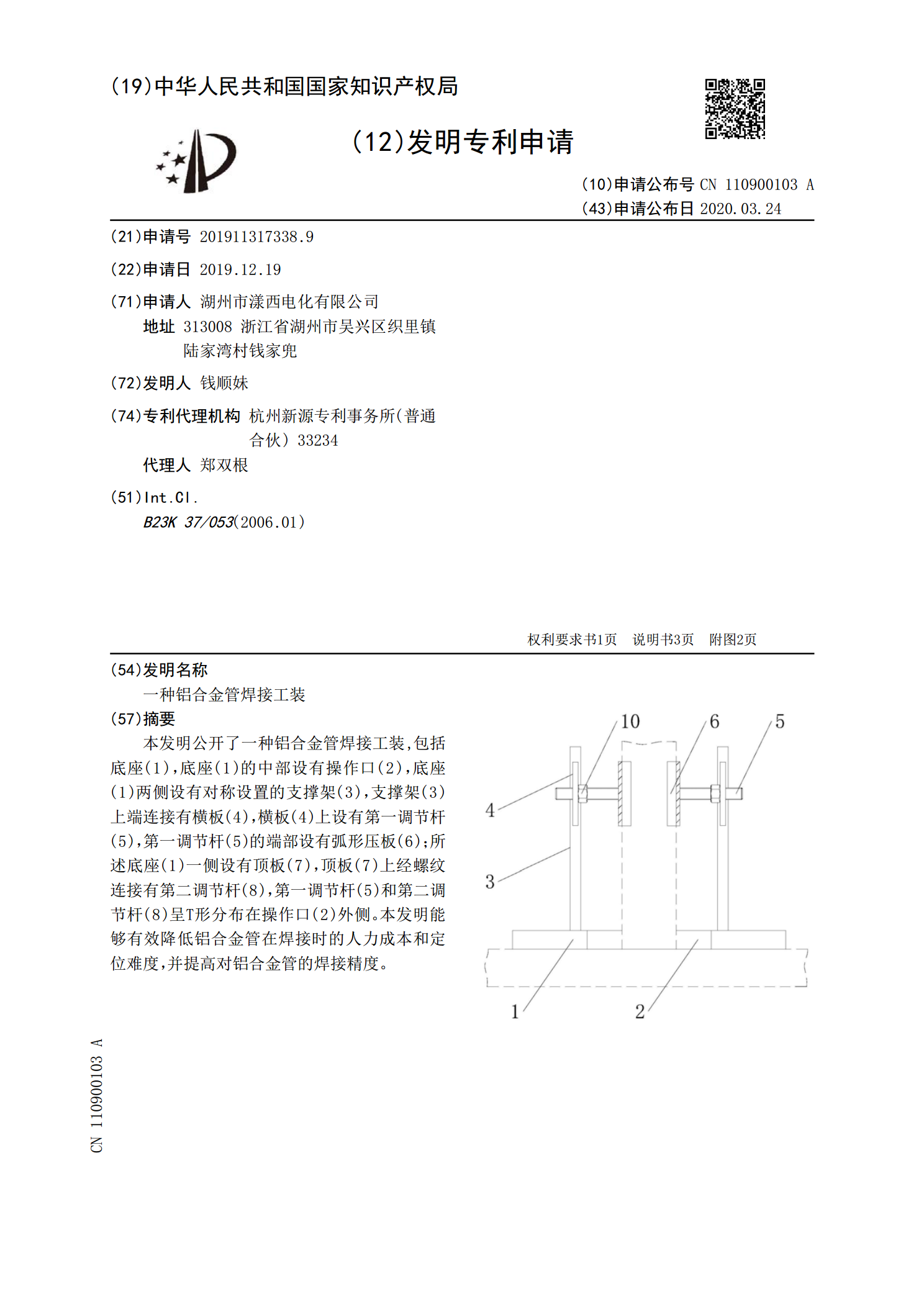
一种铝合金管焊接工装.pdf
本发明公开了一种铝合金管焊接工装,包括底座(1),底座(1)的中部设有操作口(2),底座(1)两侧设有对称设置的支撑架(3),支撑架(3)上端连接有横板(4),横板(4)上设有第一调节杆(5),第一调节杆(5)的端部设有弧形压板(6);所述底座(1)一侧设有顶板(7),顶板(7)上经螺纹连接有第二调节杆(8),第一调节杆(5)和第二调节杆(8)呈T形分布在操作口(2)外侧。本发明能够有效降低铝合金管在焊接时的人力成本和定位难度,并提高对铝合金管的焊接精度。
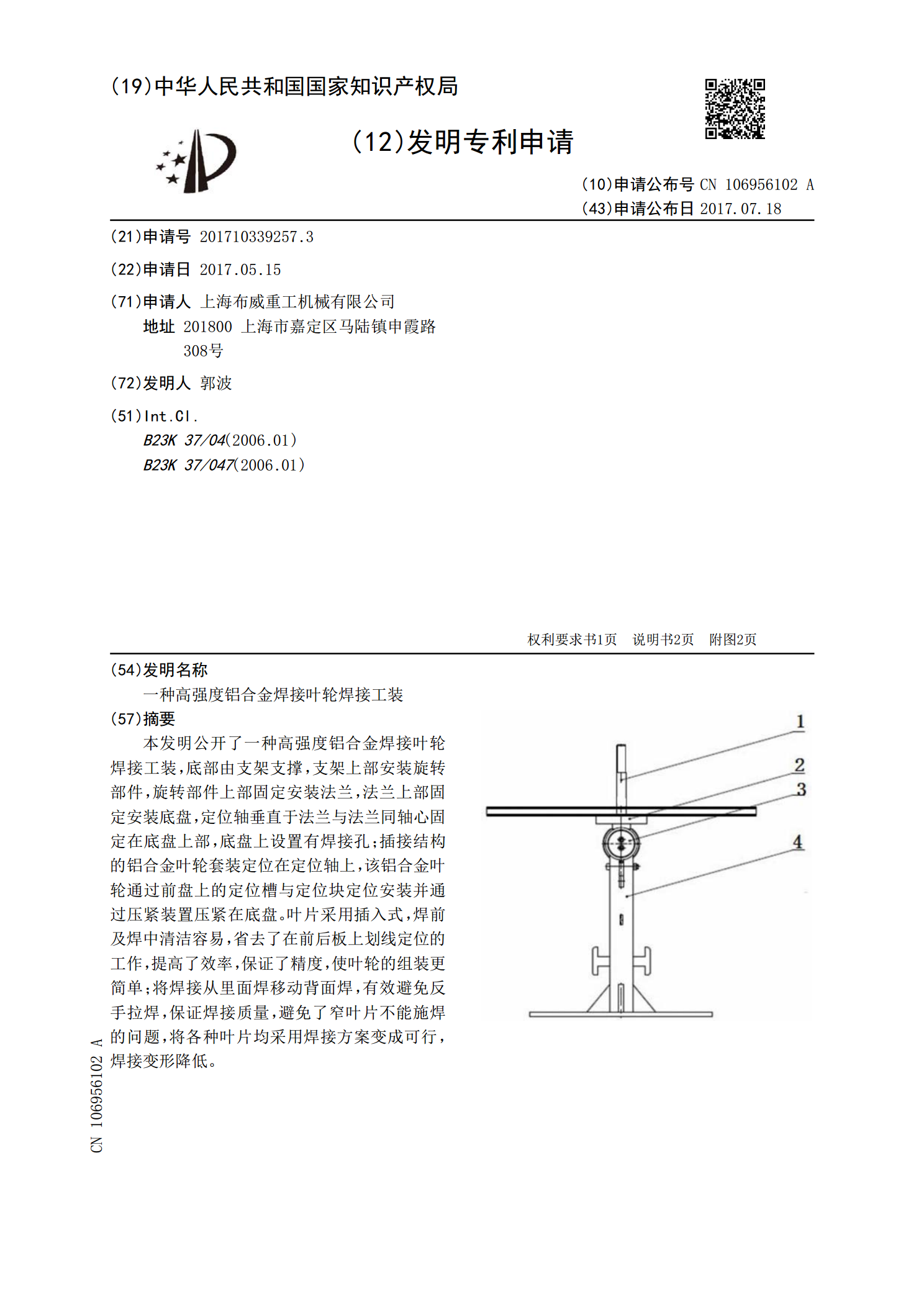
一种高强度铝合金焊接叶轮焊接工装.pdf
本发明公开了一种高强度铝合金焊接叶轮焊接工装,底部由支架支撑,支架上部安装旋转部件,旋转部件上部固定安装法兰,法兰上部固定安装底盘,定位轴垂直于法兰与法兰同轴心固定在底盘上部,底盘上设置有焊接孔;插接结构的铝合金叶轮套装定位在定位轴上,该铝合金叶轮通过前盘上的定位槽与定位块定位安装并通过压紧装置压紧在底盘。叶片采用插入式,焊前及焊中清洁容易,省去了在前后板上划线定位的工作,提高了效率,保证了精度,使叶轮的组装更简单;将焊接从里面焊移动背面焊,有效避免反手拉焊,保证焊接质量,避免了窄叶片不能施焊的问题,将各
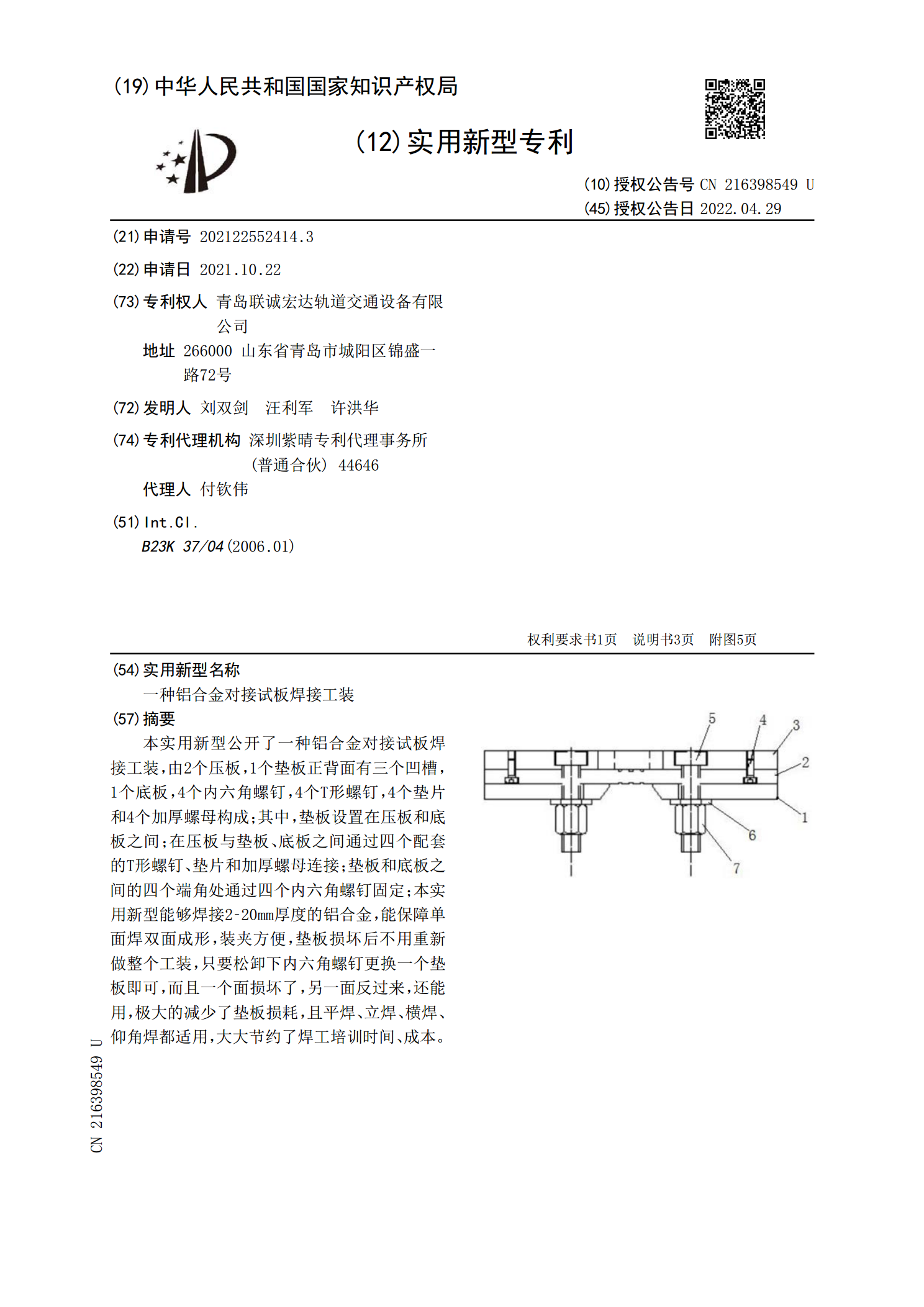
一种铝合金对接试板焊接工装.pdf
本实用新型公开了一种铝合金对接试板焊接工装,由2个压板,1个垫板正背面有三个凹槽,1个底板,4个内六角螺钉,4个T形螺钉,4个垫片和4个加厚螺母构成;其中,垫板设置在压板和底板之间;在压板与垫板、底板之间通过四个配套的T形螺钉、垫片和加厚螺母连接;垫板和底板之间的四个端角处通过四个内六角螺钉固定;本实用新型能够焊接2?20mm厚度的铝合金,能保障单面焊双面成形,装夹方便,垫板损坏后不用重新做整个工装,只要松卸下内六角螺钉更换一个垫板即可,而且一个面损坏了,另一面反过来,还能用,极大的减少了垫板损耗,且平焊
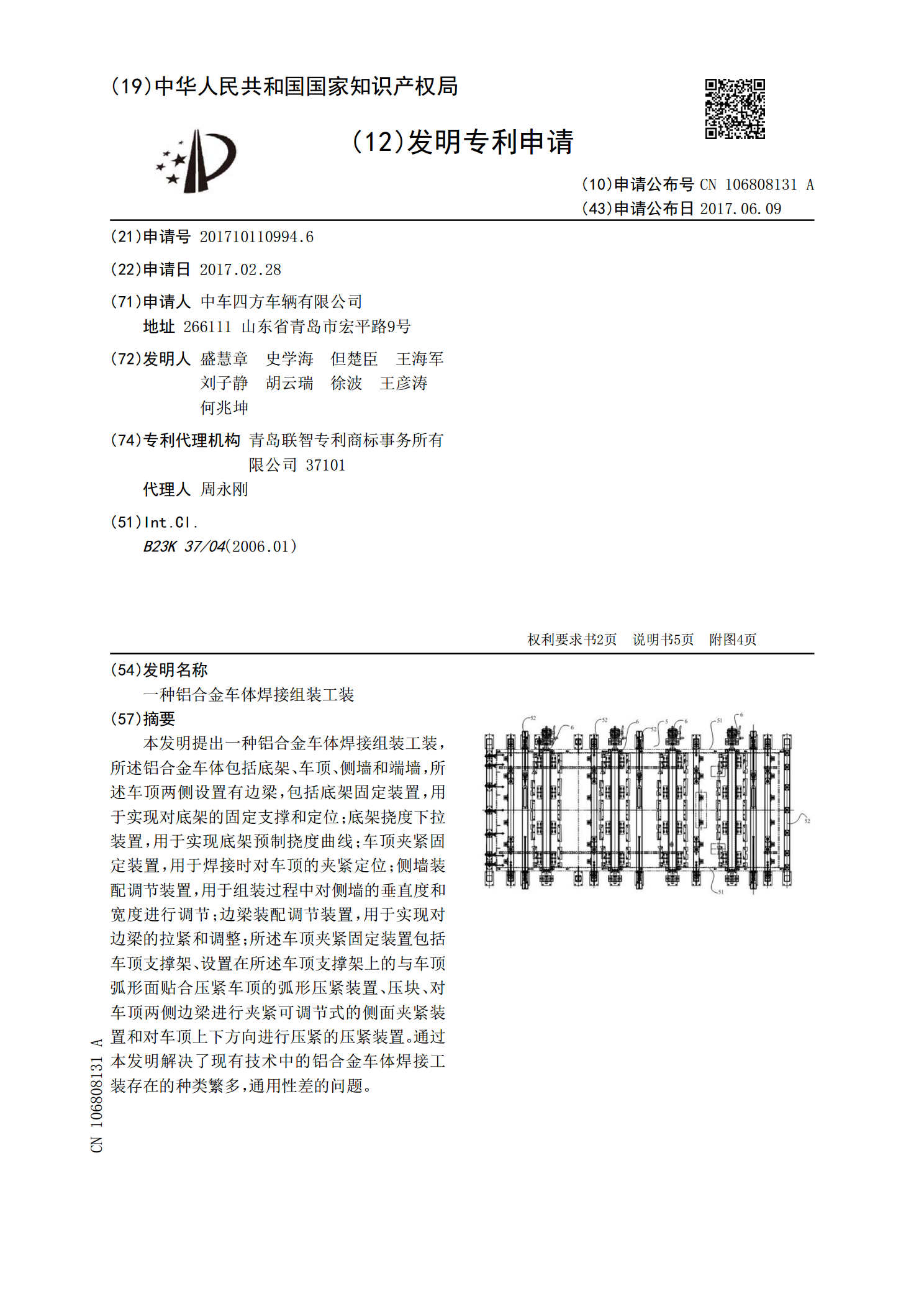
一种铝合金车体焊接组装工装.pdf
本发明提出一种铝合金车体焊接组装工装,所述铝合金车体包括底架、车顶、侧墙和端墙,所述车顶两侧设置有边梁,包括底架固定装置,用于实现对底架的固定支撑和定位;底架挠度下拉装置,用于实现底架预制挠度曲线;车顶夹紧固定装置,用于焊接时对车顶的夹紧定位;侧墙装配调节装置,用于组装过程中对侧墙的垂直度和宽度进行调节;边梁装配调节装置,用于实现对边梁的拉紧和调整;所述车顶夹紧固定装置包括车顶支撑架、设置在所述车顶支撑架上的与车顶弧形面贴合压紧车顶的弧形压紧装置、压块、对车顶两侧边梁进行夹紧可调节式的侧面夹紧装置和对车顶