
大直径薄壁筒体成型辅助装置.pdf

宛菡****魔王


1/7
2/7
3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大直径薄壁筒体成型辅助装置.pdf
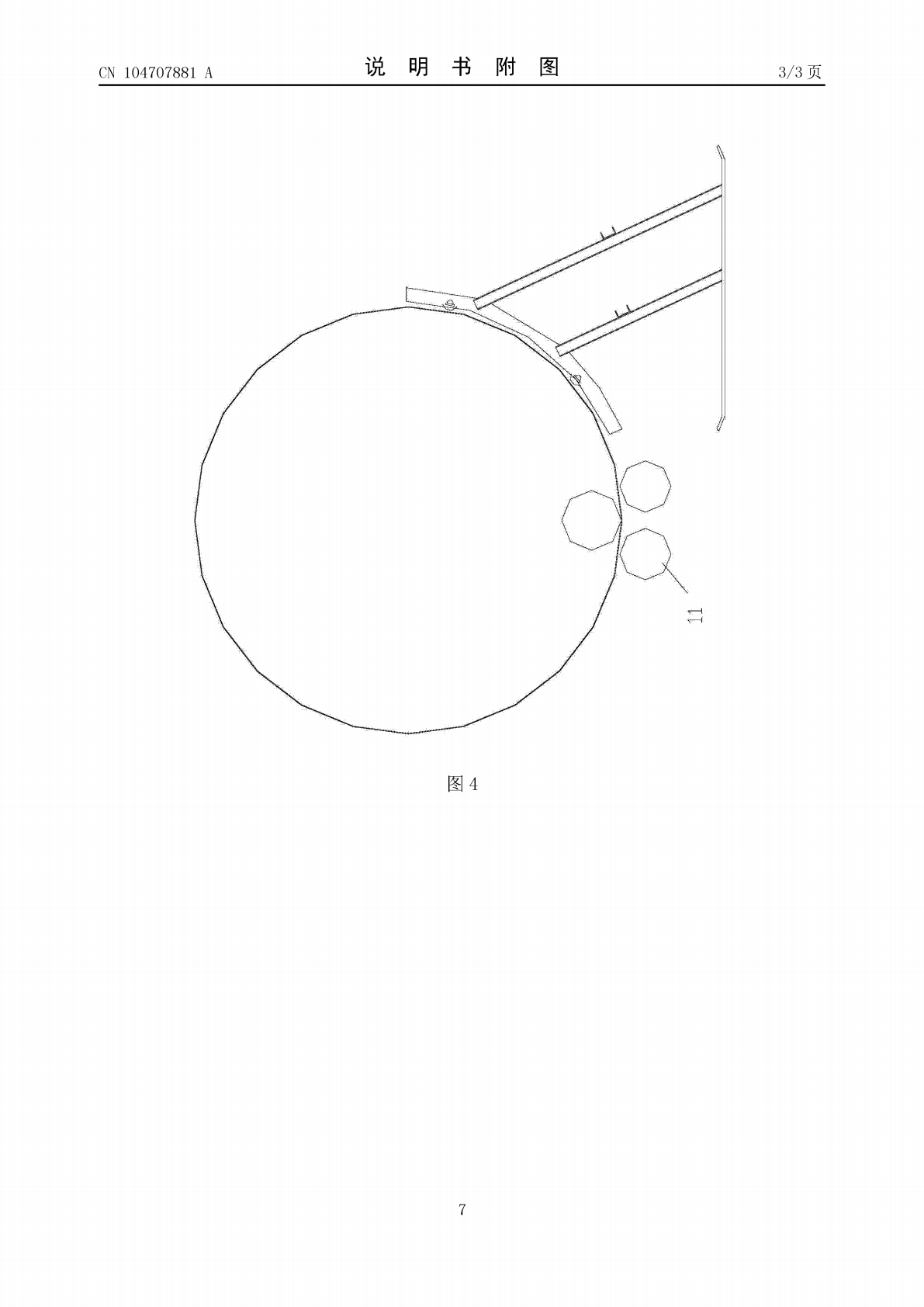
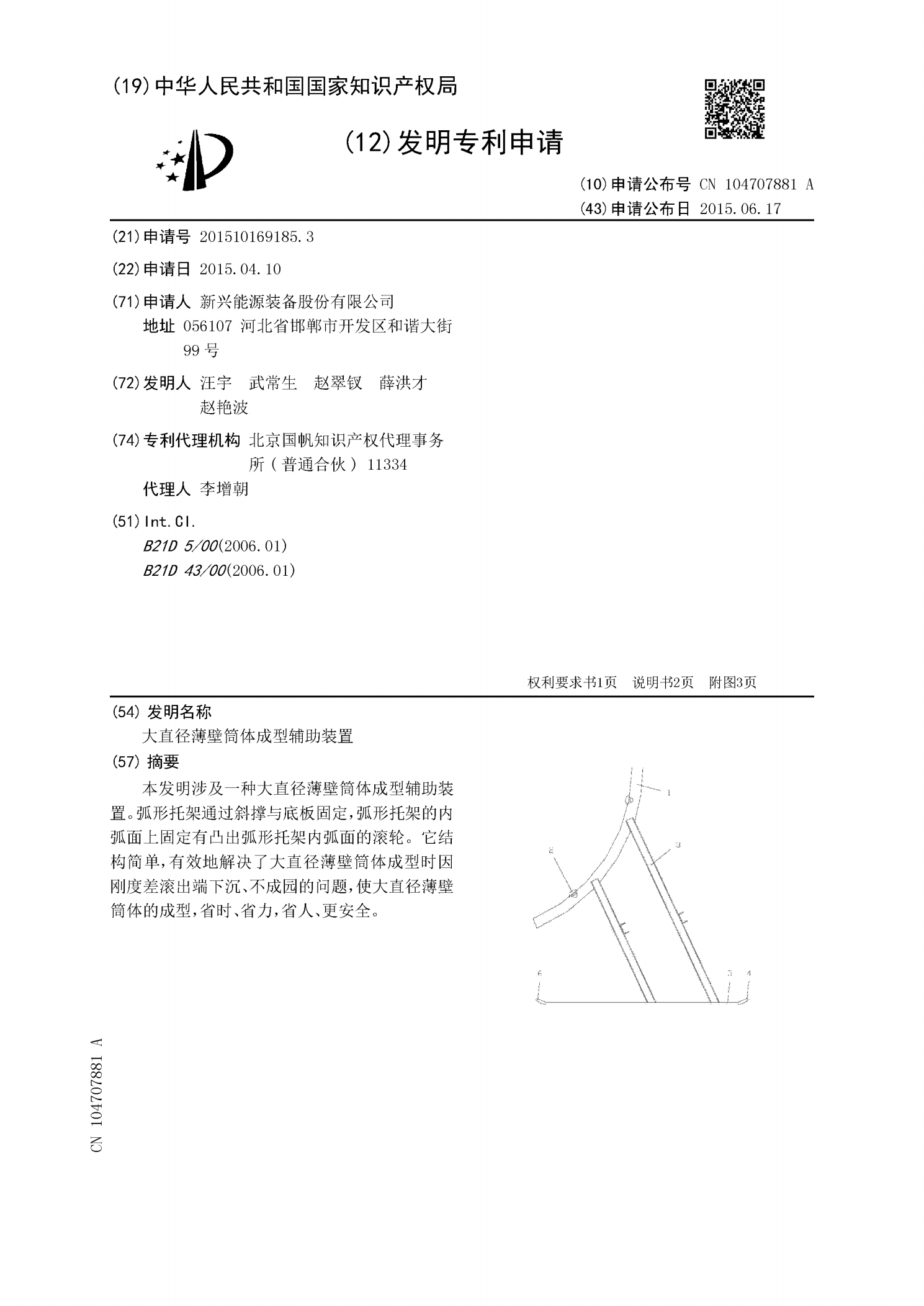
本发明涉及一种大直径薄壁筒体成型辅助装置。弧形托架通过斜撑与底板固定,弧形托架的内弧面上固定有凸出弧形托架内弧面的滚轮。它结构简单,有效地解决了大直径薄壁筒体成型时因刚度差滚出端下沉、不成园的问题,使大直径薄壁筒体的成型,省时、省力,省人、更安全。
一种大直径薄壁不锈钢筒体的成型方法.pdf
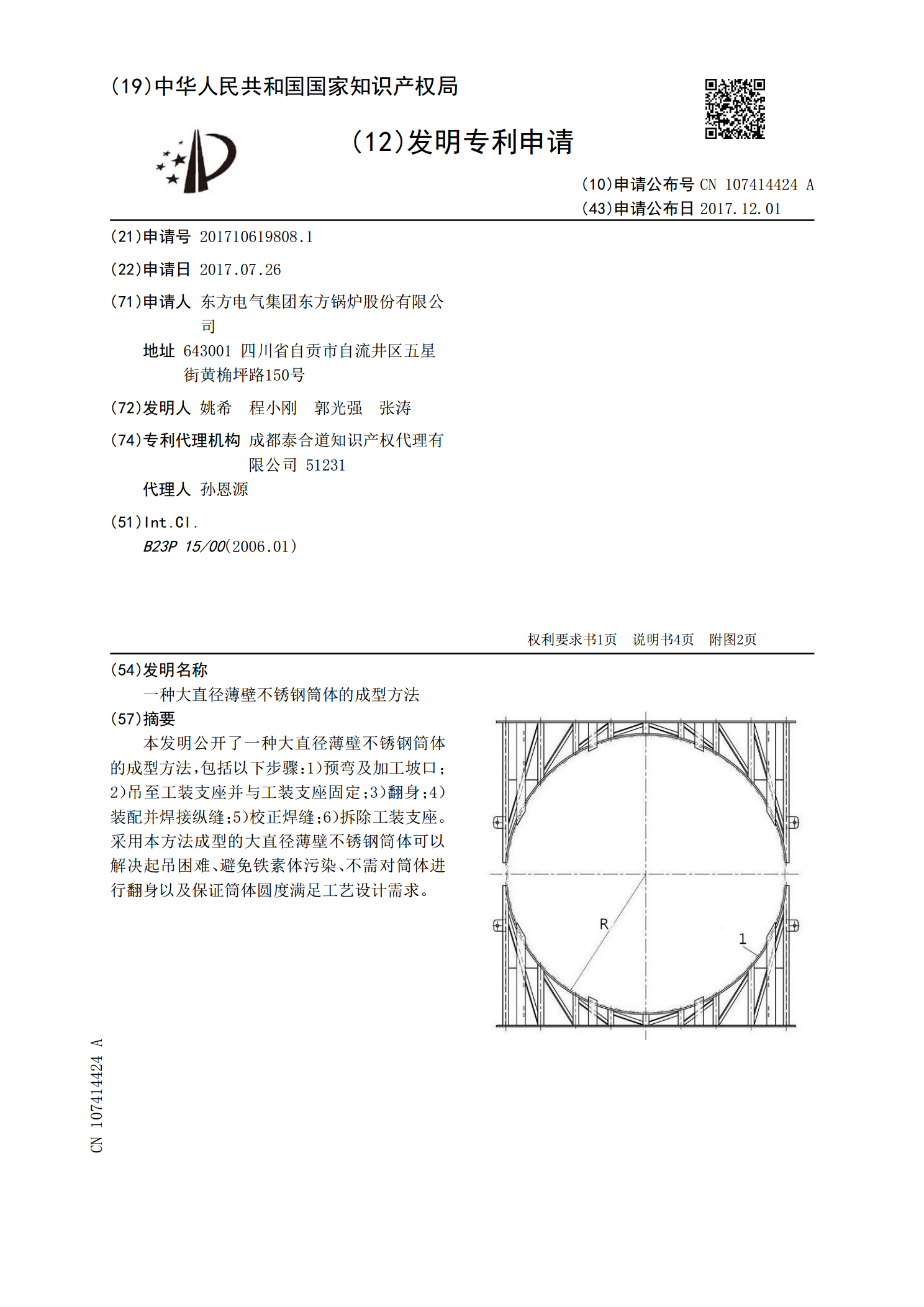
本发明公开了一种大直径薄壁不锈钢筒体的成型方法,包括以下步骤:1)预弯及加工坡口;2)吊至工装支座并与工装支座固定;3)翻身;4)装配并焊接纵缝;5)校正焊缝;6)拆除工装支座。采用本方法成型的大直径薄壁不锈钢筒体可以解决起吊困难、避免铁素体污染、不需对筒体进行翻身以及保证筒体圆度满足工艺设计需求。

薄壁筒体紧固装置.pdf
一种薄壁筒体紧固装置,涉及车床加工薄壁筒形工件的工装,设有芯轴,芯轴中央设有隔套,隔套左侧的芯轴上依次设有左挡板、左锥套、左压块、挡环,隔套右侧的芯轴上依次设有右挡板、右锥套、右压块,隔套、左挡板、左锥套、左压块、右挡板、右锥套、右压块都可以在芯轴上滑动,左挡板和左锥套、右挡板和右锥套之间分别设有轴向间隙,挡环固定设置在芯轴上,右压块右侧的芯轴上设有紧固螺母,左锥套和右锥套的外周锥形面上分别与其配合的设有内孔为锥形、由多个半环组成的环形哈夫块。先将薄壁筒体紧固在薄壁筒体紧固装置上,车床固定住芯轴就可以将薄

金属薄壁筒件的成型装置.pdf
本实用新型公开了一种金属薄壁筒件的成型装置,包括挤口冲和挤口模,在挤口模下方设置有刮模,所述刮模包括模壳和模芯,所述模壳内设置有上小下大的锥状模腔,所述模芯置于模腔内,且模芯的外壁与模腔贴合,所述模芯上开设有刮料通道,刮料通道贯穿模芯的上下两面,模芯的底端对应刮料通道处形成刮料尖口,所述模芯沿圆周分为若干瓣,所述模芯与模壳之间设置有复位弹簧,复位弹簧使模芯向上顶,本实用新型薄壁筒件挤口加工完成后,能够穿过刮模,由模芯底部的刮料尖口将整个加工完成后的薄壁筒件完全的剥离挤口冲,加工完成的薄壁筒件由刮模下方落下

薄壁大直径筒体组装焊接工艺.docx
薄壁大直径筒体组装焊接工艺薄壁大直径筒体组装焊接工艺摘要:薄壁大直径筒体焊接工艺是一种广泛应用于工业制造领域的重要工艺。本文旨在探讨薄壁大直径筒体组装焊接工艺的原理、方法及其在实际应用中的优势与挑战。首先,介绍了薄壁大直径筒体组装焊接的基本原理和工艺流程。然后,详细分析了该工艺的优势,如高效率、高质量和可重复性等。同时,也讨论了该工艺面临的挑战,如焊接变形、裂纹和残余应力等。最后,总结了当前对薄壁大直径筒体组装焊接工艺的研究进展,并对未来的发展趋势进行了展望。关键词:薄壁大直径筒体;组装焊接;工艺流程;优