
多孔板材孔位高精度加工工艺.pdf

永香****能手


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

多孔板材孔位高精度加工工艺.pdf
本发明属于机械加工技术领域,涉及一种多孔板材孔位高精度加工工艺,步骤包括冲孔,线切割和多道精修,所述冲孔所留的加工余量为0.5~0.6mm,所述线切割所留的加工余量为40μm,所述多道精修的方法为先对板材上的所有孔进行第一道精修,然后再对所有孔进行第二道精修,以此类推直到最后一道精修,精修所留的加工余量依次减少,最后一道精修的余量为0μm。本工艺降低了孔密集情况下后一个孔的精修影响前一个孔的精度问题,有效提升了精修后的整体孔位精度。

高精度深孔螺纹加工工艺.docx
高精度深孔螺纹加工工艺高精度深孔螺纹加工工艺摘要:深孔螺纹加工是一种应用广泛的加工工艺,广泛应用于汽车、航空航天、石油、船舶等行业中。本文首先介绍了深孔螺纹加工的基本概念和现状,然后分析了影响深孔螺纹加工精度的因素,最后提出了提高深孔螺纹加工精度的有效方法和措施。关键词:深孔螺纹加工;精度;工艺;因素1.引言深孔螺纹加工是一种相对复杂的加工过程,对于产品的质量和性能有重要影响。随着工业技术的不断发展,对深孔螺纹加工的要求也越来越高。本论文旨在探讨如何提高深孔螺纹加工的精度,提高产品质量和性能。2.深孔螺纹
阀芯高精度深盲孔加工工艺.pdf
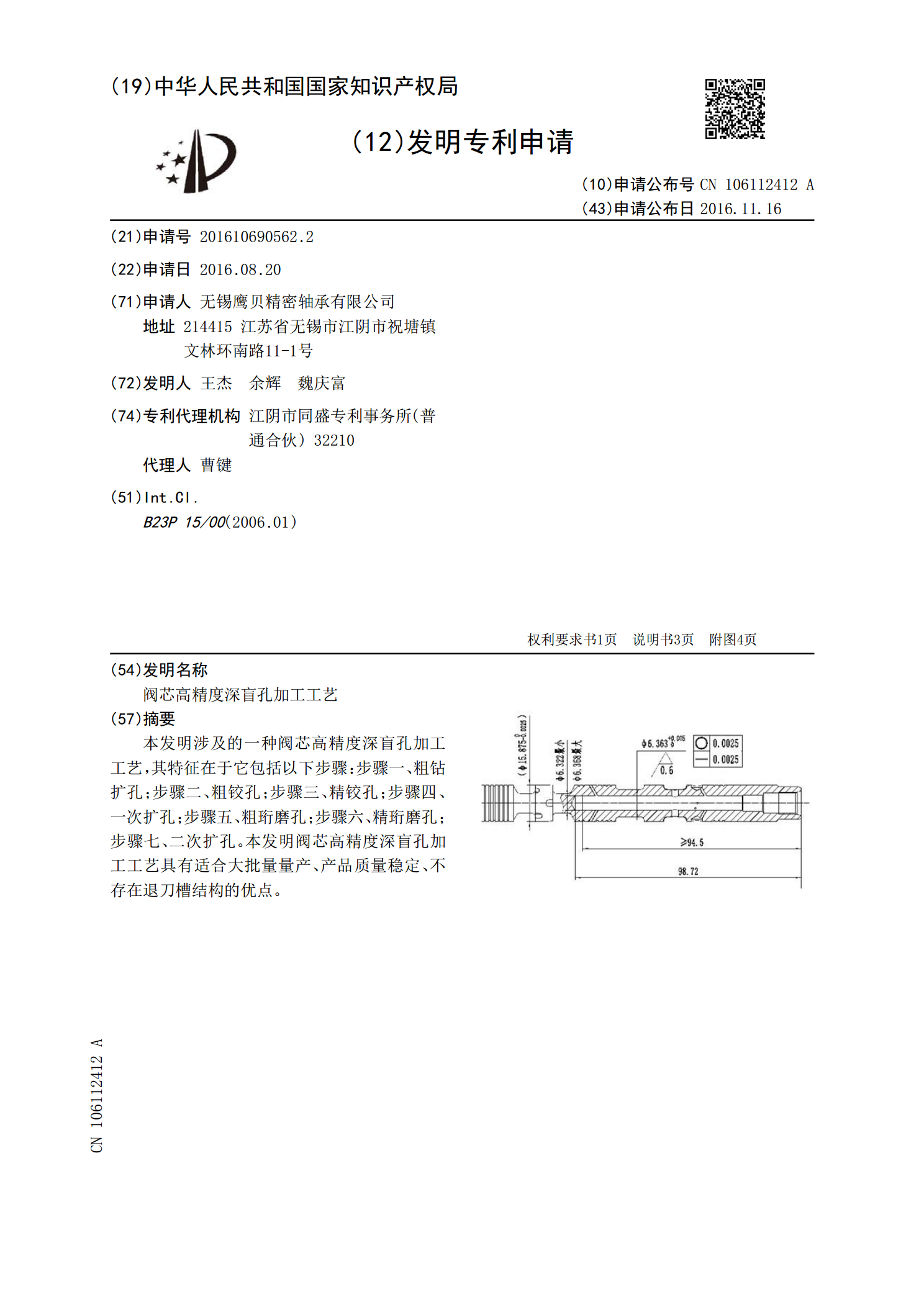
本发明涉及的一种阀芯高精度深盲孔加工工艺,其特征在于它包括以下步骤:步骤一、粗钻扩孔;步骤二、粗铰孔;步骤三、精铰孔;步骤四、一次扩孔;步骤五、粗珩磨孔;步骤六、精珩磨孔;步骤七、二次扩孔。本发明阀芯高精度深盲孔加工工艺具有适合大批量量产、产品质量稳定、不存在退刀槽结构的优点。

一种孔位样板加工工艺.pdf
本发明属于检具制造技术领域,具体的说是一种孔位样板加工工艺,该工艺使用数控冲床,数控冲床包括供料器、底板、驱动模块和冲压模块;供料器设置底板一侧,底板上设有驱动模块,冲压模块设在驱动模块一侧,驱动模块用于控制冲压模块进行冲压;驱动模块包括驱动电机、第一传动轴、第一支撑板、第一凸轮、第一带轮、第二传动轴、第二支撑板、第二凸轮、第二带轮和离合器。本发明使用数控冲床,数控冲床通过冲压模块设置的一号冲压单元和二号冲压单元可以安装不同类型的冲头,用以实现连续化冲压;通过设置刷除单元,刷除单元利用冲压模块联动,将底孔

高精度与粗糙度圆锥内孔车削加工工艺.pdf
一种高精度与粗糙度圆锥内孔车削加工工艺,其特征是采用以车代磨的加工方式,用现有的数控卧式车床,通过数控程序补偿,采用内径千分尺多点测量直径尺寸,根据长度计算出内锥角度与口部直径尺寸单边留量进行抛光从而达到工件粗糙度要求。本发明在现有设备的情况下完成高精度内圆锥面的加工,此方法操作简单、方便易行,加工效率高且产品质量稳定性好。