
高精度与粗糙度圆锥内孔车削加工工艺.pdf

岚风****55


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高精度与粗糙度圆锥内孔车削加工工艺.pdf
一种高精度与粗糙度圆锥内孔车削加工工艺,其特征是采用以车代磨的加工方式,用现有的数控卧式车床,通过数控程序补偿,采用内径千分尺多点测量直径尺寸,根据长度计算出内锥角度与口部直径尺寸单边留量进行抛光从而达到工件粗糙度要求。本发明在现有设备的情况下完成高精度内圆锥面的加工,此方法操作简单、方便易行,加工效率高且产品质量稳定性好。

高精度内孔加工粗糙度问题分析及改善.pptx
,目录PartOnePartTwo粗糙度定义及重要性常见高精度内孔加工粗糙度问题粗糙度问题对产品质量的影响PartThree刀具对粗糙度的影响切削参数对粗糙度的影响工件材料对粗糙度的影响其他因素对粗糙度的影响PartFour优化刀具选择与使用调整切削参数改善冷却润滑条件提高工件材料质量其他有效改善措施PartFive实例一:某机械加工企业高精度内孔加工粗糙度改善案例实例二:某汽车零部件企业高精度内孔加工粗糙度改善案例实例三:某航空航天企业高精度内孔加工粗糙度改善案例PartSix加强刀具管理及维护保养制定
薄壁管件内孔外圆同心度高精度加工工艺.pdf
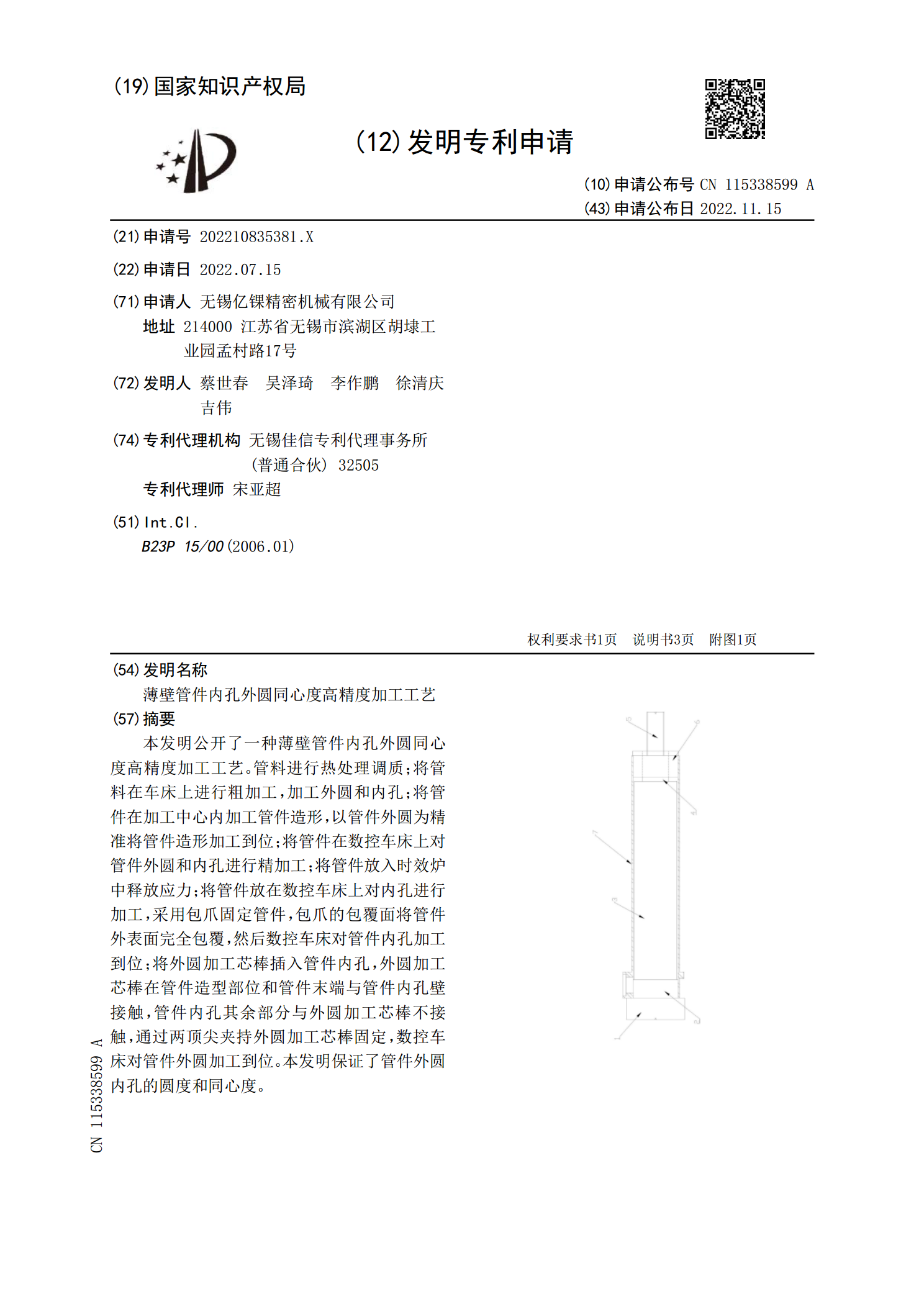
本发明公开了一种薄壁管件内孔外圆同心度高精度加工工艺。管料进行热处理调质;将管料在车床上进行粗加工,加工外圆和内孔;将管件在加工中心内加工管件造形,以管件外圆为精准将管件造形加工到位;将管件在数控车床上对管件外圆和内孔进行精加工;将管件放入时效炉中释放应力;将管件放在数控车床上对内孔进行加工,采用包爪固定管件,包爪的包覆面将管件外表面完全包覆,然后数控车床对管件内孔加工到位;将外圆加工芯棒插入管件内孔,外圆加工芯棒在管件造型部位和管件末端与管件内孔壁接触,管件内孔其余部分与外圆加工芯棒不接触,通过两顶尖夹
用于高精度内孔加工的砂轮杆及加工方法.pdf
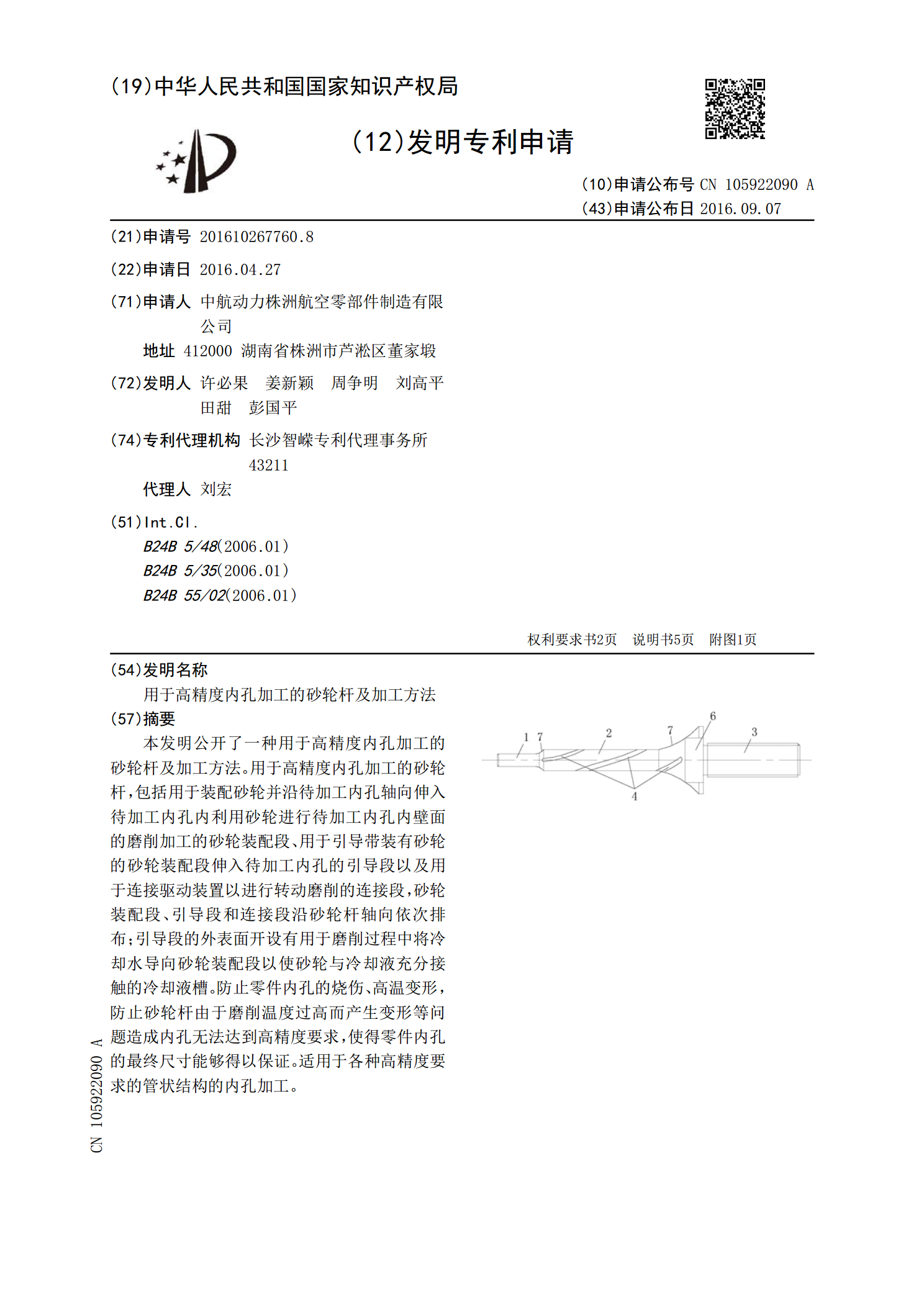
本发明公开了一种用于高精度内孔加工的砂轮杆及加工方法。用于高精度内孔加工的砂轮杆,包括用于装配砂轮并沿待加工内孔轴向伸入待加工内孔内利用砂轮进行待加工内孔内壁面的磨削加工的砂轮装配段、用于引导带装有砂轮的砂轮装配段伸入待加工内孔的引导段以及用于连接驱动装置以进行转动磨削的连接段,砂轮装配段、引导段和连接段沿砂轮杆轴向依次排布;引导段的外表面开设有用于磨削过程中将冷却水导向砂轮装配段以使砂轮与冷却液充分接触的冷却液槽。防止零件内孔的烧伤、高温变形,防止砂轮杆由于磨削温度过高而产生变形等问题造成内孔无法达到高

高精度深孔螺纹加工工艺.docx
高精度深孔螺纹加工工艺高精度深孔螺纹加工工艺摘要:深孔螺纹加工是一种应用广泛的加工工艺,广泛应用于汽车、航空航天、石油、船舶等行业中。本文首先介绍了深孔螺纹加工的基本概念和现状,然后分析了影响深孔螺纹加工精度的因素,最后提出了提高深孔螺纹加工精度的有效方法和措施。关键词:深孔螺纹加工;精度;工艺;因素1.引言深孔螺纹加工是一种相对复杂的加工过程,对于产品的质量和性能有重要影响。随着工业技术的不断发展,对深孔螺纹加工的要求也越来越高。本论文旨在探讨如何提高深孔螺纹加工的精度,提高产品质量和性能。2.深孔螺纹