
高精度深孔螺纹加工工艺.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高精度深孔螺纹加工工艺.docx
高精度深孔螺纹加工工艺高精度深孔螺纹加工工艺摘要:深孔螺纹加工是一种应用广泛的加工工艺,广泛应用于汽车、航空航天、石油、船舶等行业中。本文首先介绍了深孔螺纹加工的基本概念和现状,然后分析了影响深孔螺纹加工精度的因素,最后提出了提高深孔螺纹加工精度的有效方法和措施。关键词:深孔螺纹加工;精度;工艺;因素1.引言深孔螺纹加工是一种相对复杂的加工过程,对于产品的质量和性能有重要影响。随着工业技术的不断发展,对深孔螺纹加工的要求也越来越高。本论文旨在探讨如何提高深孔螺纹加工的精度,提高产品质量和性能。2.深孔螺纹
阀芯高精度深盲孔加工工艺.pdf
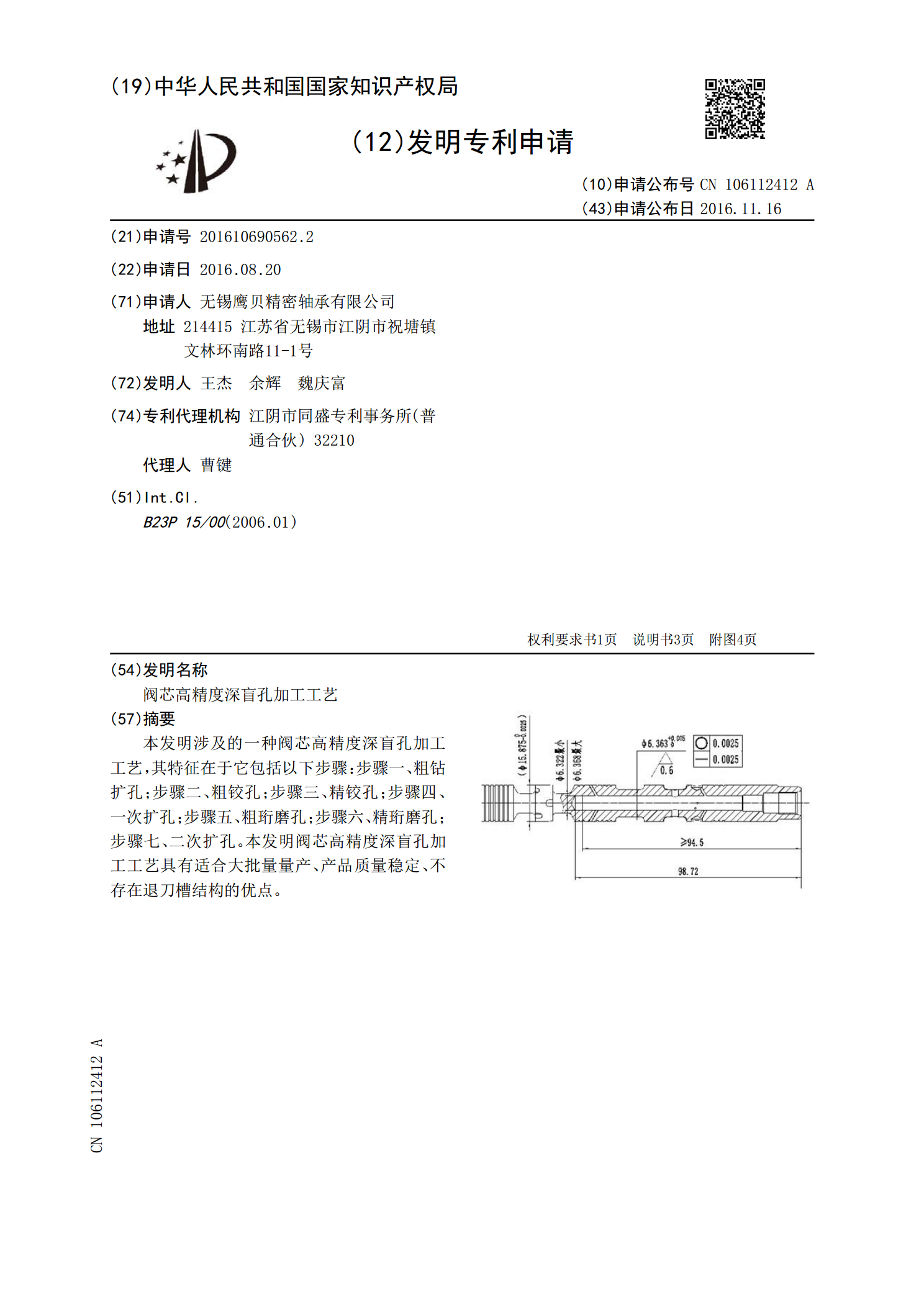
本发明涉及的一种阀芯高精度深盲孔加工工艺,其特征在于它包括以下步骤:步骤一、粗钻扩孔;步骤二、粗铰孔;步骤三、精铰孔;步骤四、一次扩孔;步骤五、粗珩磨孔;步骤六、精珩磨孔;步骤七、二次扩孔。本发明阀芯高精度深盲孔加工工艺具有适合大批量量产、产品质量稳定、不存在退刀槽结构的优点。
深孔内螺纹加工镗杆及采用镗杆加工深孔螺纹的方法.pdf
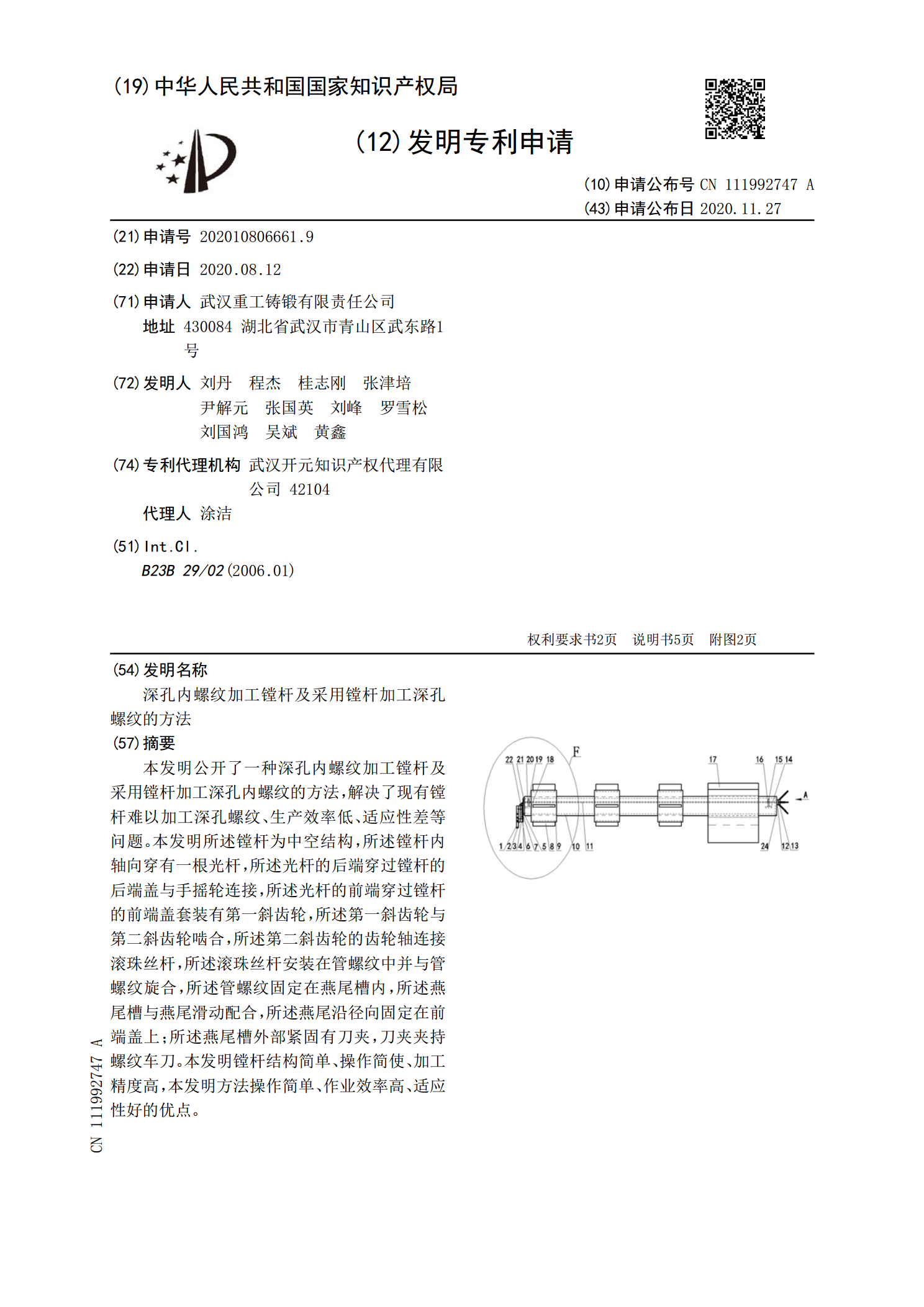
本发明公开了一种深孔内螺纹加工镗杆及采用镗杆加工深孔内螺纹的方法,解决了现有镗杆难以加工深孔螺纹、生产效率低、适应性差等问题。本发明所述镗杆为中空结构,所述镗杆内轴向穿有一根光杆,所述光杆的后端穿过镗杆的后端盖与手摇轮连接,所述光杆的前端穿过镗杆的前端盖套装有第一斜齿轮,所述第一斜齿轮与第二斜齿轮啮合,所述第二斜齿轮的齿轮轴连接滚珠丝杆,所述滚珠丝杆安装在管螺纹中并与管螺纹旋合,所述管螺纹固定在燕尾槽内,所述燕尾槽与燕尾滑动配合,所述燕尾沿径向固定在前端盖上;所述燕尾槽外部紧固有刀夹,刀夹夹持螺纹车刀。本

铝合金高精度深孔镗削加工工艺.docx
铝合金高精度深孔镗削加工工艺铝合金高精度深孔镗削加工工艺摘要:随着工业技术的不断发展,对于铝合金高精度深孔镗削加工的需求也日益增加。本论文围绕铝合金高精度深孔镗削加工工艺展开研究,分析各个环节的关键技术,探讨如何提高加工精度和效率。通过对实验结果的分析和对比,总结出适合铝合金高精度深孔镗削加工的最佳工艺,为相关领域的工程师和研究人员提供参考。第一章引言1.1研究背景铝合金作为一种重要的结构材料,具有优异的物理和化学性能,被广泛应用于航空、汽车、船舶等领域。然而,由于铝合金具有较低的硬度和热导性,加工过程中

偏心孔深孔加工工艺.docx
偏心孔深孔加工工艺偏心孔深孔加工工艺摘要:偏心孔深孔加工是一种常用的加工方法,广泛应用于汽车、航空、航天等领域。本文通过对偏心孔深孔加工的工艺进行研究,探讨了该加工方法的原理、工艺流程以及在不同应用领域中的特点和优势,并提出了未来的发展方向和挑战。关键词:偏心孔深孔加工、工艺流程、应用领域、发展方向一、引言偏心孔深孔加工是一种在工程领域中广泛应用的加工方法,它通常用于加工复杂的内部结构或多孔板的加工。随着技术的发展和工艺的改进,偏心孔深孔加工在汽车、航空、航天等领域的应用越来越广泛。本文将对偏心孔深孔加工