
花键轴磨削成形方法.pdf

一吃****书竹


1/9

2/9

3/9

4/9

5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

花键轴磨削成形方法.pdf
本申请涉及传动轴花键加工技术领域,尤其是涉及一种花键轴磨削成形方法。花键轴磨削成形方法,包括以下步骤:首先,精车用于加工花键轴的工件的外圆面;下一步,在精车后的工件的外圆面上加工出外花键的中间齿形,并预留预定的加工余量;下一步,对工件进行淬火热处理;下一步,对外花键进行磨削加工,以去除掉预留的加工余量,完成外花键的磨削成形。本申请将淬火热处理作为前置步骤,再通过磨削加工将预留的加工余量和由于淬火热处理产生的不规则、不定向的变形去除掉,从而得到精度满足要求的外花键,使外花键具有较高的表面质量和齿形精度,可达
外花键轴冷挤压精确成形装置及成形方法.pdf
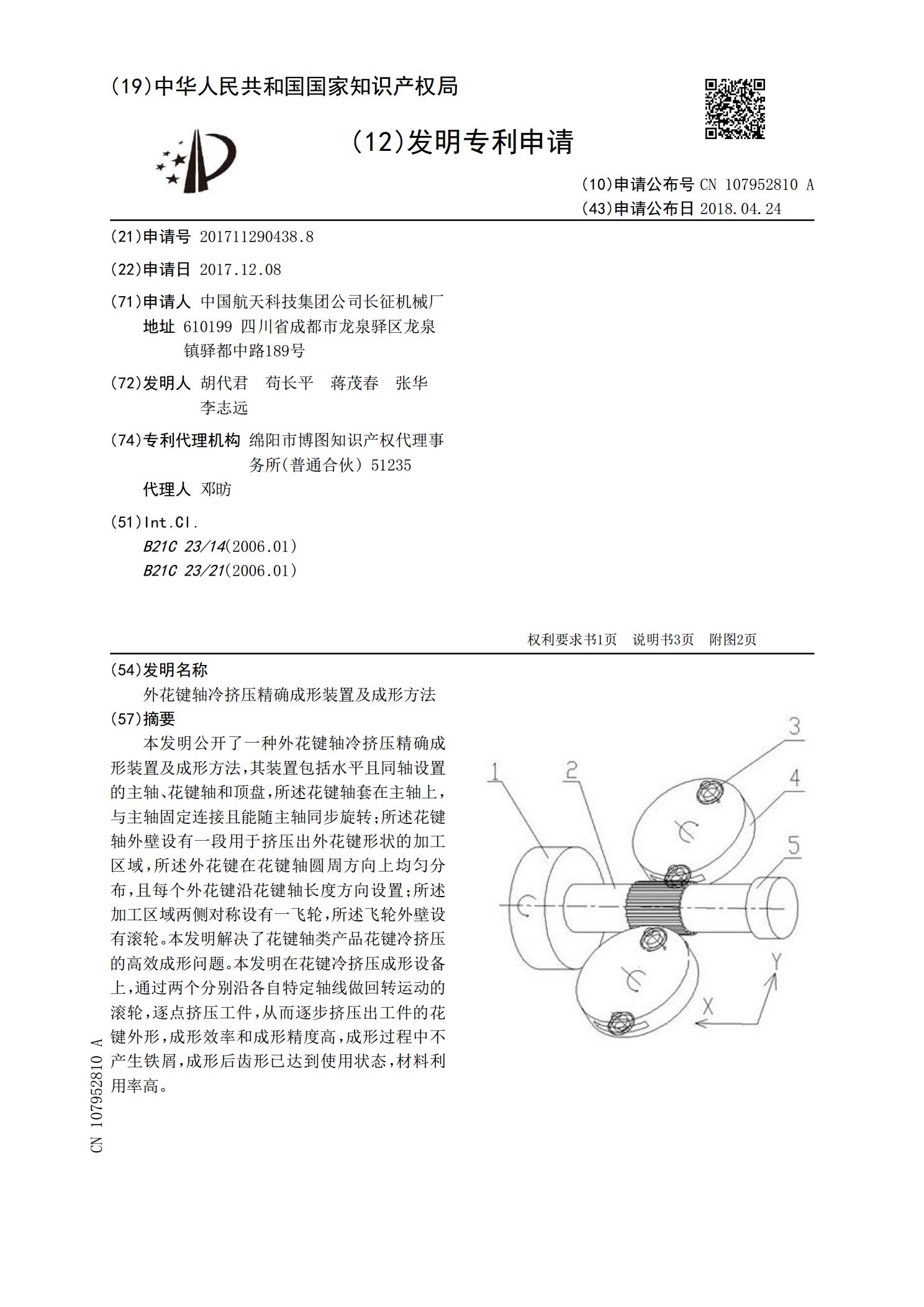
本发明公开了一种外花键轴冷挤压精确成形装置及成形方法,其装置包括水平且同轴设置的主轴、花键轴和顶盘,所述花键轴套在主轴上,与主轴固定连接且能随主轴同步旋转;所述花键轴外壁设有一段用于挤压出外花键形状的加工区域,所述外花键在花键轴圆周方向上均匀分布,且每个外花键沿花键轴长度方向设置;所述加工区域两侧对称设有一飞轮,所述飞轮外壁设有滚轮。本发明解决了花键轴类产品花键冷挤压的高效成形问题。本发明在花键冷挤压成形设备上,通过两个分别沿各自特定轴线做回转运动的滚轮,逐点挤压工件,从而逐步挤压出工件的花键外形,成形效

浅析一种细长花键轴外圆磨削方法.docx
浅析一种细长花键轴外圆磨削方法细长花键轴是一种广泛应用于工程领域的零件,常见于汽车、机械、航空等行业。其具有细长且复杂的结构,磨削加工难度较大。本文将对一种细长花键轴的外圆磨削方法进行浅析,并探讨其工艺步骤和工艺优势。一、磨削方法概述细长花键轴外圆磨削是指将其表面上的杂质、毛刺等进行加工去除,使其外观光滑,达到要求的精度和尺寸。该方法常采用的磨削工艺包括外圆普通磨削、外圆超精磨削和外圆数控磨削等。二、磨削方法步骤1.原料准备:选用高强度合金钢作为原料,根据需要切削成合适长度的工件。2.外圆粗磨:采用普通磨

螺杆转子成形磨削误差预测方法及补偿方法.pdf
本发明提供的一种螺杆转子成形磨削误差预测方法及补偿方法,该方法基于螺杆转子成形磨削机理,综合考虑了刀具安装中心距、安装角以及刀具磨损对螺杆转子螺旋槽型面误差的影响规律,根据误差调整安装中心距、安装角,进行误差补偿,确定新的安装参数,最后用新的安装参数进行仿真加工再次比较新的螺杆转子廓形与理论螺杆转子廓形之间的误差,反复修整安装参数,从而达到最大程度地减少砂轮磨损带来的螺杆廓形误差,延长砂轮的使用时间,降低砂轮修整的频率,提高工作效率,从而为螺杆精磨磨削提供理论支撑。

一种高效精密成形无心磨削加工线以及磨削方法.pdf
本发明公开了一种高效精密成形无心磨削加工线,包括一以控制阀芯的大端定位,采用第一成形砂轮对控制阀芯的小端面进行磨削,并对控制阀芯的各级外圆、锥面以及圆弧进行粗磨的第一高精度无心磨床;一以进行磨削完成的小端定位,采用第二成形砂轮对控制阀芯的大端面进行磨削,并对控制阀芯的各级外圆进行粗磨的第二高精度无心磨床,在第二高精度无心磨床与第一高精度无心磨床之间设有第一自动送料机构;一采用第三成形砂轮配磨控制阀芯的各级外圆,并对控制阀芯的锥面以及圆弧进行精磨的第三高精度无心磨床,在第三高精度无心磨床与第二高精度无心磨床