
螺杆转子成形磨削误差预测方法及补偿方法.pdf

努力****甲寅


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

螺杆转子成形磨削误差预测方法及补偿方法.pdf
本发明提供的一种螺杆转子成形磨削误差预测方法及补偿方法,该方法基于螺杆转子成形磨削机理,综合考虑了刀具安装中心距、安装角以及刀具磨损对螺杆转子螺旋槽型面误差的影响规律,根据误差调整安装中心距、安装角,进行误差补偿,确定新的安装参数,最后用新的安装参数进行仿真加工再次比较新的螺杆转子廓形与理论螺杆转子廓形之间的误差,反复修整安装参数,从而达到最大程度地减少砂轮磨损带来的螺杆廓形误差,延长砂轮的使用时间,降低砂轮修整的频率,提高工作效率,从而为螺杆精磨磨削提供理论支撑。
基于成形磨削的螺杆转子误差控制方法研究.pptx
,目录PartOnePartTwo螺杆转子在工业领域的应用螺杆转子误差产生的原因及影响成形磨削技术的优势与局限性研究目的与意义PartThree成形磨削原理及工艺流程成形磨削的关键技术要素成形磨削在螺杆转子制造中的应用现状相关文献综述PartFour螺杆转子几何误差的形成机理螺杆转子运动误差的形成机理螺杆转子误差的分类与评估方法误差形成机理的相关研究现状PartFive误差控制的目标与原则误差控制策略及实施方案实验设计与数据分析方法控制效果评估与优化方法PartSix实验设备与实验条件实验过程与数据分析实
一种成形磨削齿向修形误差补偿方法.pdf
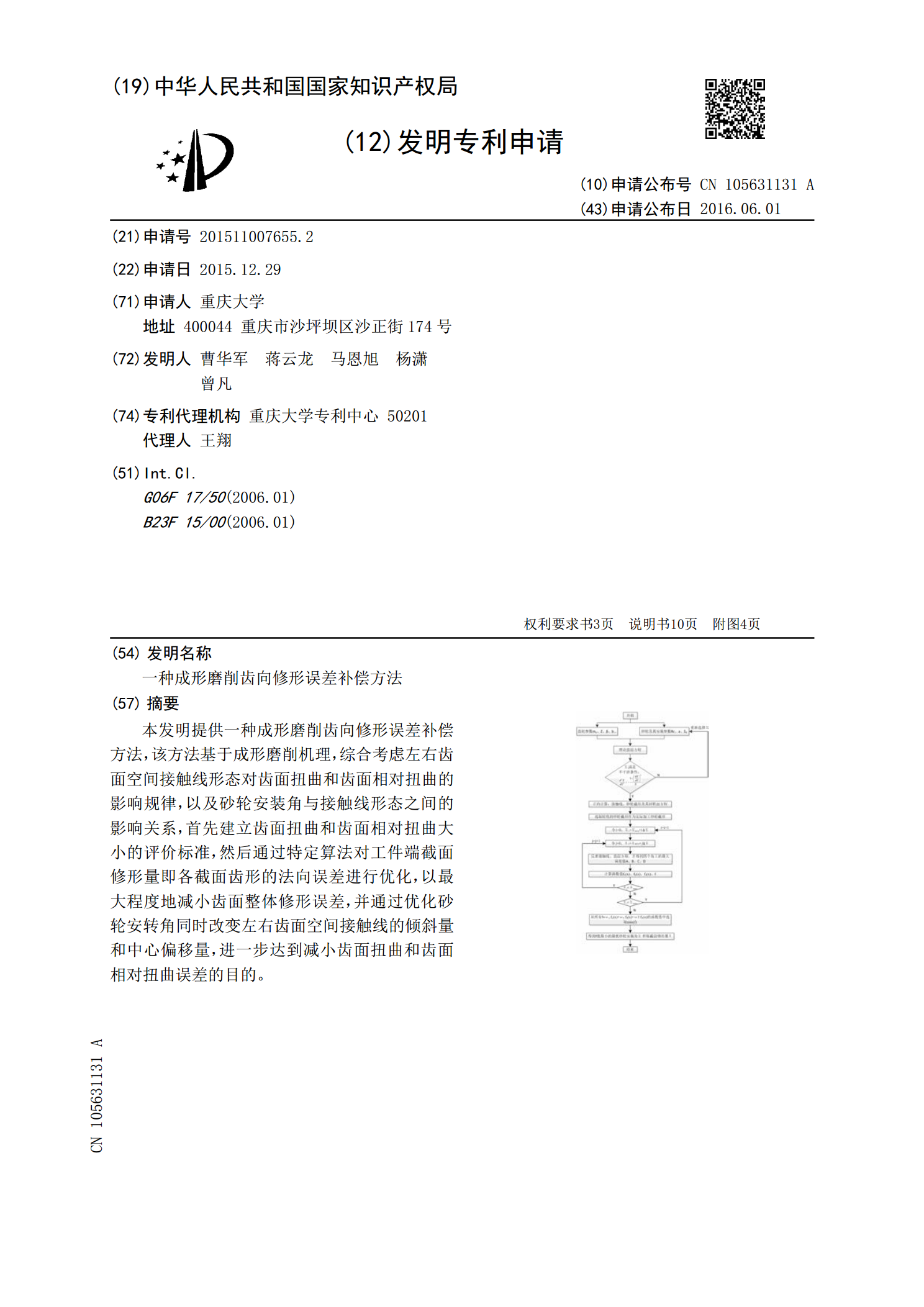
本发明提供一种成形磨削齿向修形误差补偿方法,该方法基于成形磨削机理,综合考虑左右齿面空间接触线形态对齿面扭曲和齿面相对扭曲的影响规律,以及砂轮安装角与接触线形态之间的影响关系,首先建立齿面扭曲和齿面相对扭曲大小的评价标准,然后通过特定算法对工件端截面修形量即各截面齿形的法向误差进行优化,以最大程度地减小齿面整体修形误差,并通过优化砂轮安转角同时改变左右齿面空间接触线的倾斜量和中心偏移量,进一步达到减小齿面扭曲和齿面相对扭曲误差的目的。

一种磨削干式螺杆转子的磨削方法.pdf
本发明公开了一种磨削干式螺杆转子的磨削方法,螺杆转子可绕自身轴线回转形成C轴方向的回转运动,砂轮主轴可绕自身轴线回转形成D轴方向的回转运动,先保持D轴与C轴相互平行,然后控制砂轮主轴在竖直平面内摆动一倾斜角度,再控制砂轮主轴在水平面内摆动一切入角度,移动砂轮主轴向螺杆转子靠近使砂轮主轴上的砂轮磨削螺杆转子上的螺旋槽,通过先控制砂轮主轴与螺杆转子的回转轴线保持平行,然后驱动砂轮主轴在竖直平面摆动一个倾斜角度,再驱动砂轮主轴在水平面上摆动一个切入角度,使得砂轮可以伸入进螺旋槽中凹面部分对其进行磨削,且不会对螺

螺杆磨削加工磨削力预测方法.pdf
本发明公开了一种螺杆磨削加工磨削力预测方法,包括以下步骤:计算磨削过程中,砂轮与螺杆接触弧长的计算:通过对接触点坐标的计算,获得实际接触线模型;确定其他磨削参数,根据实际加工情况,确定其他影响切削力的参数值,包括:砂轮速度、螺杆速度、背吃刀量、磨削轴向进给量等;综合求得砂轮磨削区域的磨削力,本发明的螺杆磨削加工过程中磨削力的计算方法通过对磨削过程中实际接触线长度的求解,可实现对砂轮磨削区域磨削力的精确计算,该方法可以为螺杆磨床设计、磨削功率的预测等提供所需的理论依据。