
外花键轴冷挤压精确成形装置及成形方法.pdf

羽沫****魔王


1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
外花键轴冷挤压精确成形装置及成形方法.pdf
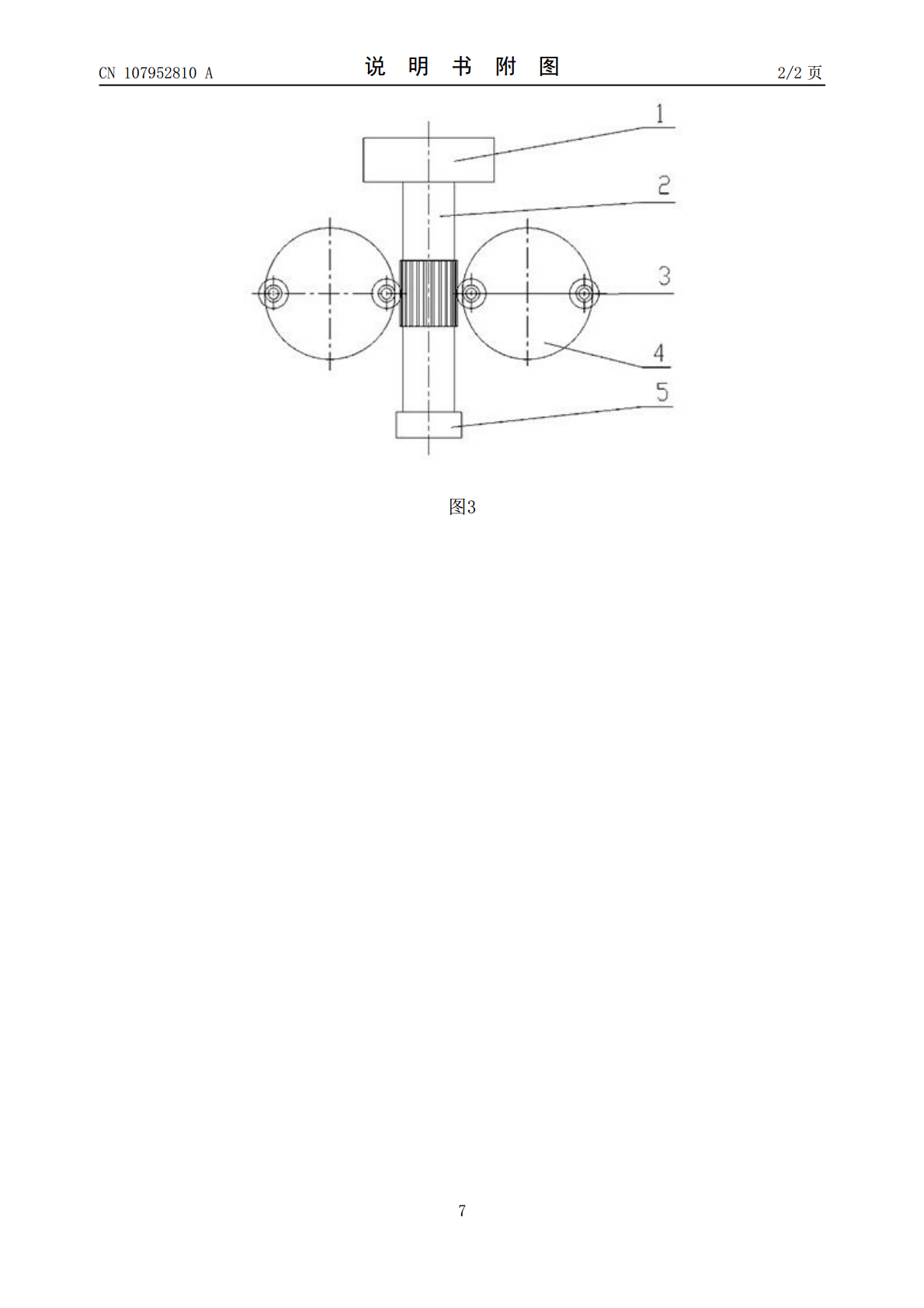
本发明公开了一种外花键轴冷挤压精确成形装置及成形方法,其装置包括水平且同轴设置的主轴、花键轴和顶盘,所述花键轴套在主轴上,与主轴固定连接且能随主轴同步旋转;所述花键轴外壁设有一段用于挤压出外花键形状的加工区域,所述外花键在花键轴圆周方向上均匀分布,且每个外花键沿花键轴长度方向设置;所述加工区域两侧对称设有一飞轮,所述飞轮外壁设有滚轮。本发明解决了花键轴类产品花键冷挤压的高效成形问题。本发明在花键冷挤压成形设备上,通过两个分别沿各自特定轴线做回转运动的滚轮,逐点挤压工件,从而逐步挤压出工件的花键外形,成形效

车用启动花键轴冷挤压成形工艺研究.docx
车用启动花键轴冷挤压成形工艺研究摘要汽车用启动花键轴是一种高精度的传动零部件,在车辆启动过程中起到了至关重要的作用。本文针对车用启动花键轴的制造工艺进行了研究。通过实验和分析,我们发现冷挤压成形是一种适用于车用启动花键轴制造的高效、精度高、质量稳定的工艺。本研究可以为车用启动花键轴的制造提供重要的理论和实践指导。关键词:车用启动花键轴;冷挤压成形;精度;工艺研究正文一、引言随着汽车工业的快速发展,人们对汽车的性能、安全性、经济性等方面的要求越来越高。作为汽车发动机传动系统的重要部件之一,车用启动花键轴是汽

花键轴磨削成形方法.pdf
本申请涉及传动轴花键加工技术领域,尤其是涉及一种花键轴磨削成形方法。花键轴磨削成形方法,包括以下步骤:首先,精车用于加工花键轴的工件的外圆面;下一步,在精车后的工件的外圆面上加工出外花键的中间齿形,并预留预定的加工余量;下一步,对工件进行淬火热处理;下一步,对外花键进行磨削加工,以去除掉预留的加工余量,完成外花键的磨削成形。本申请将淬火热处理作为前置步骤,再通过磨削加工将预留的加工余量和由于淬火热处理产生的不规则、不定向的变形去除掉,从而得到精度满足要求的外花键,使外花键具有较高的表面质量和齿形精度,可达

成形装置、该成形装置的模板以及成形方法.pdf
本发明公开了一种成形装置和方法,在模制圆管、角管或开口成形材料时,该成形装置和方法能够通过例如轧制成形、压模成形或模板成形等的各种成形方法来形成所需的截面轮廓;能够执行任何这些成形过程中所需要的成形,而不会丧失传统轧制成形的生产效率并且对将被成形的材料造成最小的额外变形;以及能够生产具有高尺寸精度的高质量产品。公开了一种成形装置,该成形装置被构造成通过使用环状模板组系能够基本实现例如使用大的成形轧辊,其中将多个独立的模板连接,以将与虚拟巨大直径圆的所需圆弧部分相同的曲率半径和长度设置到与将被成形的材料相接

冷挤压成形设计.doc
冷挤压课程作业结构分析:冷挤压件图如下图所示:分析可知,挤压零件结构简单,为典型单向多台阶阶梯轴,并且除处有较大直径突变外,其余的直径变化均较小,且为倾斜台阶面过渡。工艺设计:根据零件结构特征,处台阶需要通过镦粗成形,其余台阶面可采用减径挤压方式,所以采用减径挤压和镦粗相结合的方式,具体选取以下两种方案对比分析:镦挤复合,加工出,圆柱面,减径挤压出。工步图如下:镦粗出圆柱面,依次减径挤压出,圆柱面。工步图如下:坯料设计及挤压前处理:坯料设计:坯料形状和尺寸:根据零件结构分析采用棒状坯料如图a所示:,取由冷