
一种铲齿散热器及其制造工艺.pdf

St****36


1/8

2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铲齿散热器及其制造工艺.pdf
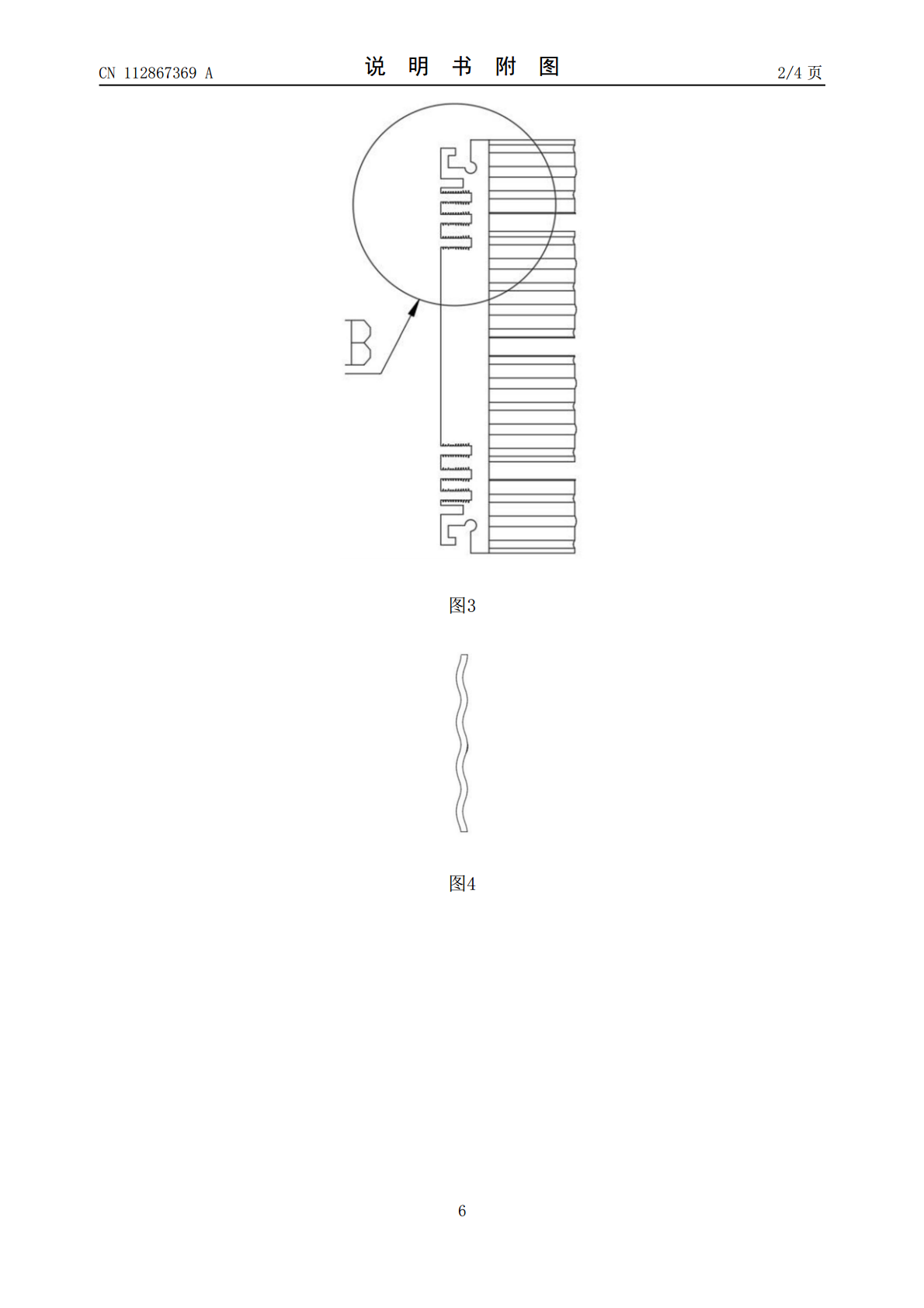
本发明公开了一种铲齿散热器及其制造工艺,包括安装部和散热部,所述的散热部位于安装部的上表面,散热部包括若干阵列设置的波纹铲齿,所述的波纹铲齿与安装部之间呈一定角度,波纹铲齿的表面呈波浪状;安装部的两侧均设有卡槽,安装部的下表面设有若干组安装槽。本发明中的铲齿散热器结构简单便于加工,产品基材仅需通过型材模具挤压成型即可批量低成本生产,而散热部的波纹铲齿仅需通过不同角度的波纹铲齿刀即可生产出不同角度不同高度的波纹铲齿以满足各种体积和散热需求的家电。呈倾斜状角度设置的波纹铲齿以及波纹铲齿表面的波浪纹路均可以大幅
一种铲齿散热器用铝型材及其挤压生产方法.pdf
本发明提供了一种铲齿散热器用铝型材及其挤压生产方法,铝型材由以下质量百分比的成分组成:Si0.1‑0.25%,Mg0.1‑0.35%,Ti0.01‑0.02%,Fe0.1‑0.3%,其余为Al和不可避免的杂质元素。挤压生产方法依次包括配料、熔化铝合金液、炉内喷吹精炼、在线晶粒细化处理、在线除气过滤、半连续铸造、铝棒加热、挤压和拉伸矫直。本发明消除了铝型材表层的粗晶层,提高了铝型材内部组织和硬度的分布均匀,铝型材用于铲齿散热器,散热器的齿片平直,齿间距均匀,齿高一致,具有优异的散热效果。
一种用于铲齿散热器的铝型材及其挤压方法.pdf
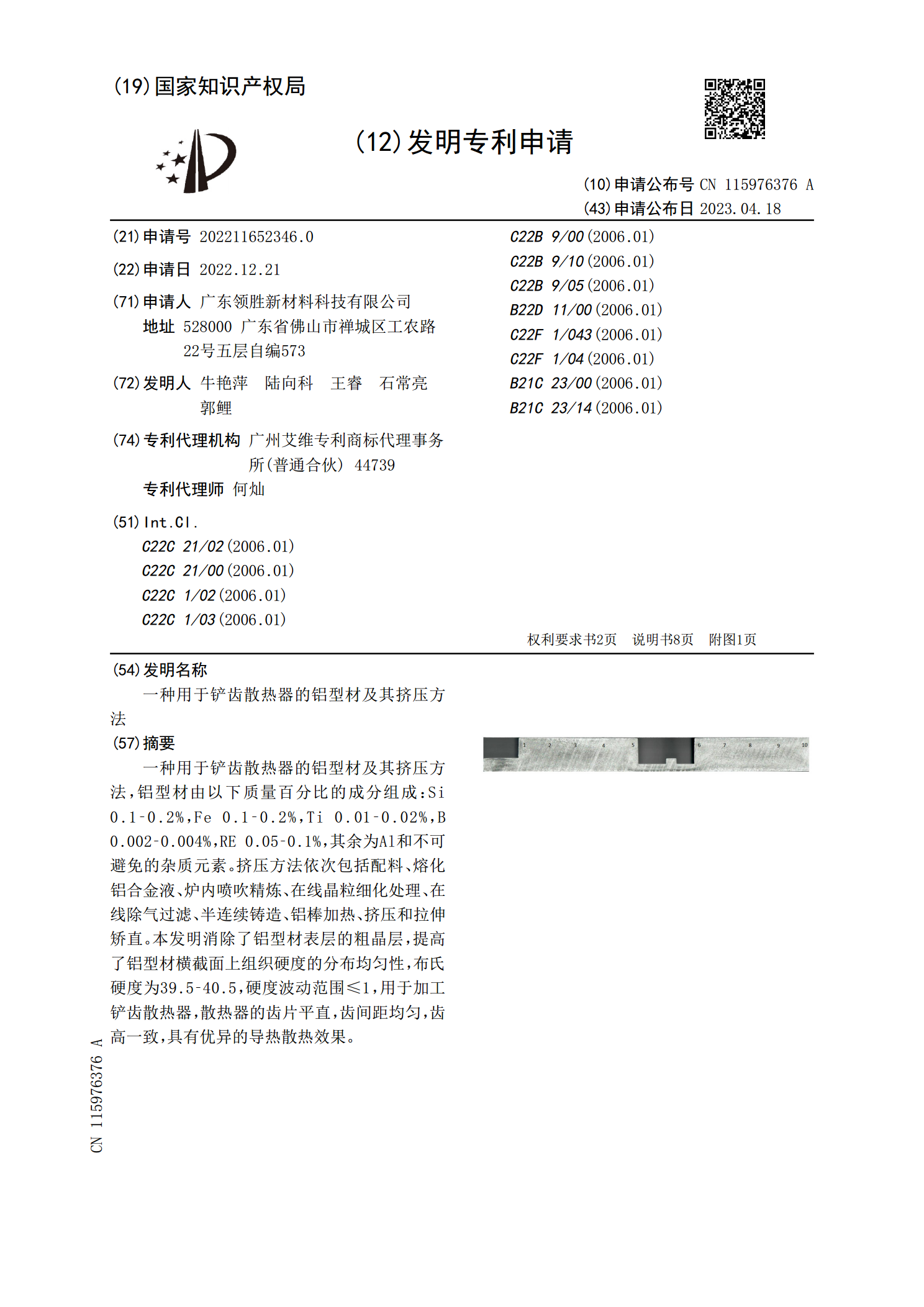
一种用于铲齿散热器的铝型材及其挤压方法,铝型材由以下质量百分比的成分组成:Si0.1‑0.2%,Fe0.1‑0.2%,Ti0.01‑0.02%,B0.002‑0.004%,RE0.05‑0.1%,其余为Al和不可避免的杂质元素。挤压方法依次包括配料、熔化铝合金液、炉内喷吹精炼、在线晶粒细化处理、在线除气过滤、半连续铸造、铝棒加热、挤压和拉伸矫直。本发明消除了铝型材表层的粗晶层,提高了铝型材横截面上组织硬度的分布均匀性,布氏硬度为39.5‑40.5,硬度波动范围≤1,用于加工铲齿散热器,散热器的齿

一种汽车散热器及其制造工艺.pdf
本发明公开了一种汽车散热器,包括有进水液板、散热芯体结构、排水液板、链接板块及功能复合板,所述进水液板、散热芯体结构、排水液板、链接板块及功能复合板整体通过可拆卸方式形成长方体的散热器,进水液板的内卡板和外卡板,所述内卡板的外壁等距设置有若干个卡框,若干个卡框的中间设置有条形槽,且外卡板贯穿若干个卡框的条形槽,所述卡框的外壁上等距设置有若干个导流管,若干个导流管终端与内卡板相连通,位于所述内卡板的内壁上设置有若干个排液槽孔,若干个排液槽孔的的两侧均设置有插槽框,所述插槽框呈长方体且内部开设有长方体的插槽,
一种齿圈加工制造工艺及其制造装置.pdf
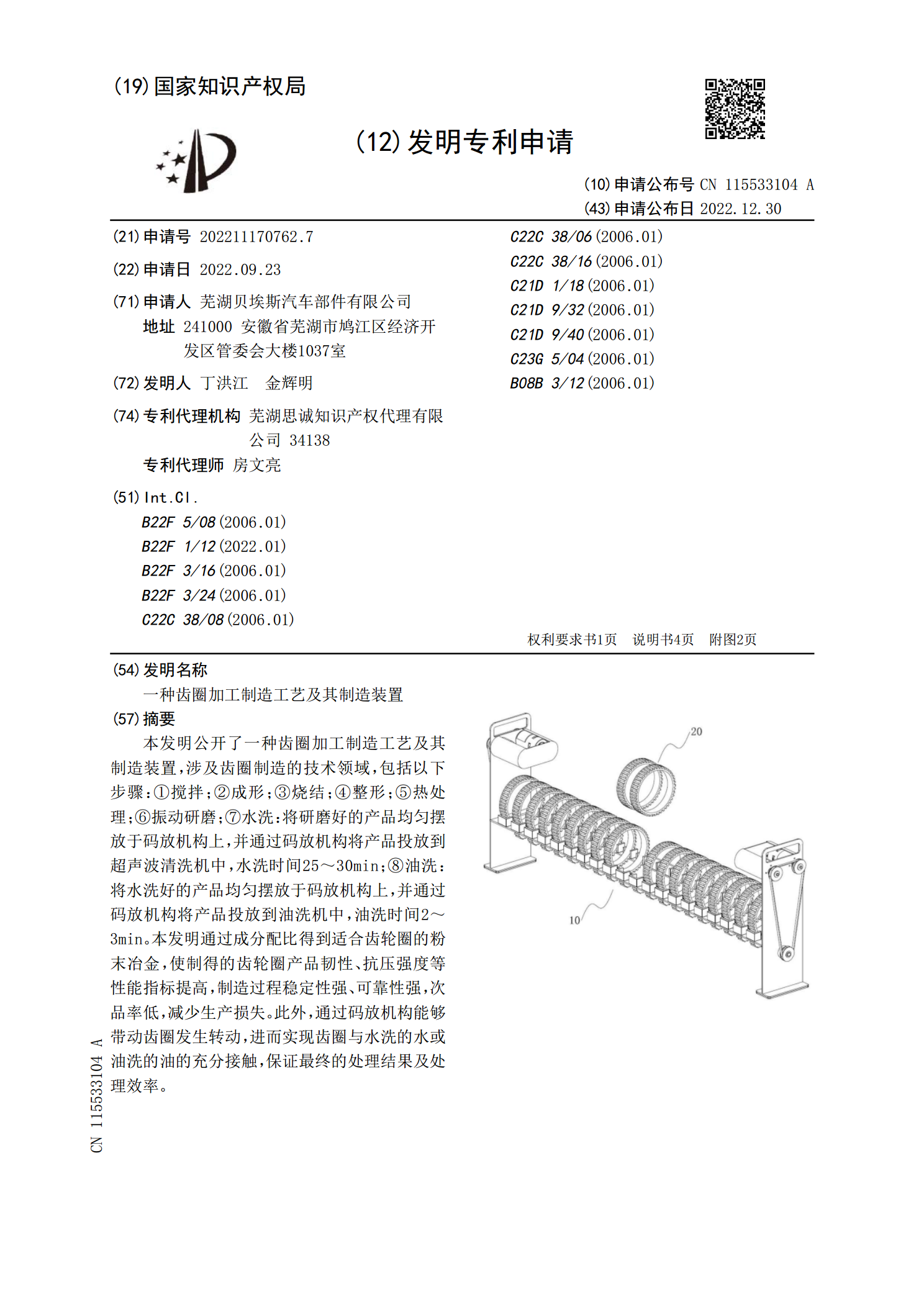
本发明公开了一种齿圈加工制造工艺及其制造装置,涉及齿圈制造的技术领域,包括以下步骤:①搅拌;②成形;③烧结;④整形;⑤热处理;⑥振动研磨;⑦水洗:将研磨好的产品均匀摆放于码放机构上,并通过码放机构将产品投放到超声波清洗机中,水洗时间25~30min;⑧油洗:将水洗好的产品均匀摆放于码放机构上,并通过码放机构将产品投放到油洗机中,油洗时间2~3min。本发明通过成分配比得到适合齿轮圈的粉末冶金,使制得的齿轮圈产品韧性、抗压强度等性能指标提高,制造过程稳定性强、可靠性强,次品率低,减少生产损失。此外,通过码放