
一种铲齿散热器用铝型材及其挤压生产方法.pdf

猫巷****提格

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铲齿散热器用铝型材及其挤压生产方法.pdf
本发明提供了一种铲齿散热器用铝型材及其挤压生产方法,铝型材由以下质量百分比的成分组成:Si0.1‑0.25%,Mg0.1‑0.35%,Ti0.01‑0.02%,Fe0.1‑0.3%,其余为Al和不可避免的杂质元素。挤压生产方法依次包括配料、熔化铝合金液、炉内喷吹精炼、在线晶粒细化处理、在线除气过滤、半连续铸造、铝棒加热、挤压和拉伸矫直。本发明消除了铝型材表层的粗晶层,提高了铝型材内部组织和硬度的分布均匀,铝型材用于铲齿散热器,散热器的齿片平直,齿间距均匀,齿高一致,具有优异的散热效果。
一种用于铲齿散热器的铝型材及其挤压方法.pdf
一种用于铲齿散热器的铝型材及其挤压方法,铝型材由以下质量百分比的成分组成:Si0.1‑0.2%,Fe0.1‑0.2%,Ti0.01‑0.02%,B0.002‑0.004%,RE0.05‑0.1%,其余为Al和不可避免的杂质元素。挤压方法依次包括配料、熔化铝合金液、炉内喷吹精炼、在线晶粒细化处理、在线除气过滤、半连续铸造、铝棒加热、挤压和拉伸矫直。本发明消除了铝型材表层的粗晶层,提高了铝型材横截面上组织硬度的分布均匀性,布氏硬度为39.5‑40.5,硬度波动范围≤1,用于加工铲齿散热器,散热器的齿

一种铲齿散热器及其制造工艺.pdf
本发明公开了一种铲齿散热器及其制造工艺,包括安装部和散热部,所述的散热部位于安装部的上表面,散热部包括若干阵列设置的波纹铲齿,所述的波纹铲齿与安装部之间呈一定角度,波纹铲齿的表面呈波浪状;安装部的两侧均设有卡槽,安装部的下表面设有若干组安装槽。本发明中的铲齿散热器结构简单便于加工,产品基材仅需通过型材模具挤压成型即可批量低成本生产,而散热部的波纹铲齿仅需通过不同角度的波纹铲齿刀即可生产出不同角度不同高度的波纹铲齿以满足各种体积和散热需求的家电。呈倾斜状角度设置的波纹铲齿以及波纹铲齿表面的波浪纹路均可以大幅
一种铝型材挤压模具及其挤压工艺.pdf
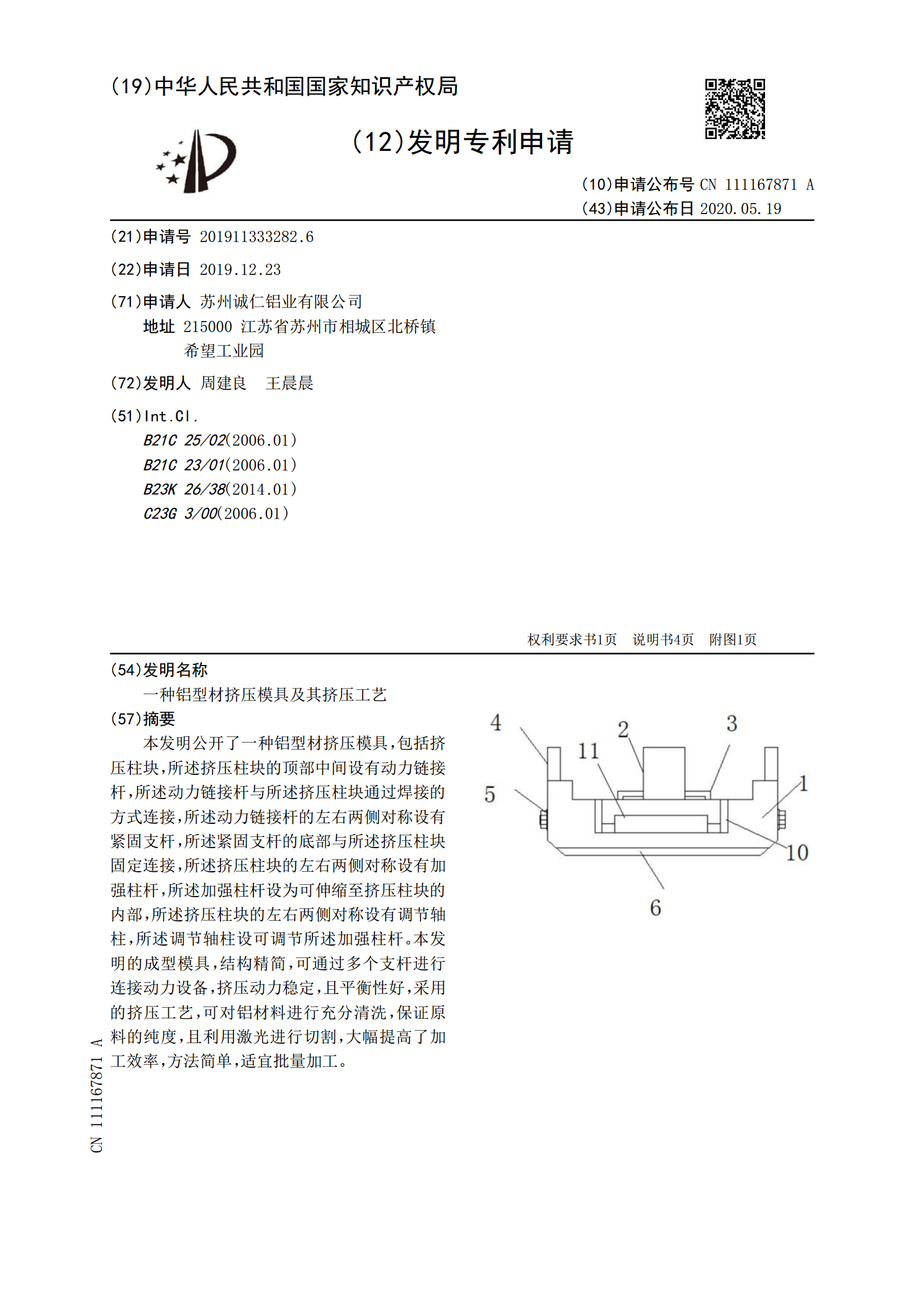
本发明公开了一种铝型材挤压模具,包括挤压柱块,所述挤压柱块的顶部中间设有动力链接杆,所述动力链接杆与所述挤压柱块通过焊接的方式连接,所述动力链接杆的左右两侧对称设有紧固支杆,所述紧固支杆的底部与所述挤压柱块固定连接,所述挤压柱块的左右两侧对称设有加强柱杆,所述加强柱杆设为可伸缩至挤压柱块的内部,所述挤压柱块的左右两侧对称设有调节轴柱,所述调节轴柱设可调节所述加强柱杆。本发明的成型模具,结构精简,可通过多个支杆进行连接动力设备,挤压动力稳定,且平衡性好,采用的挤压工艺,可对铝材料进行充分清洗,保证原料的纯度
一种具有散热功能的铝型材挤压模具.pdf
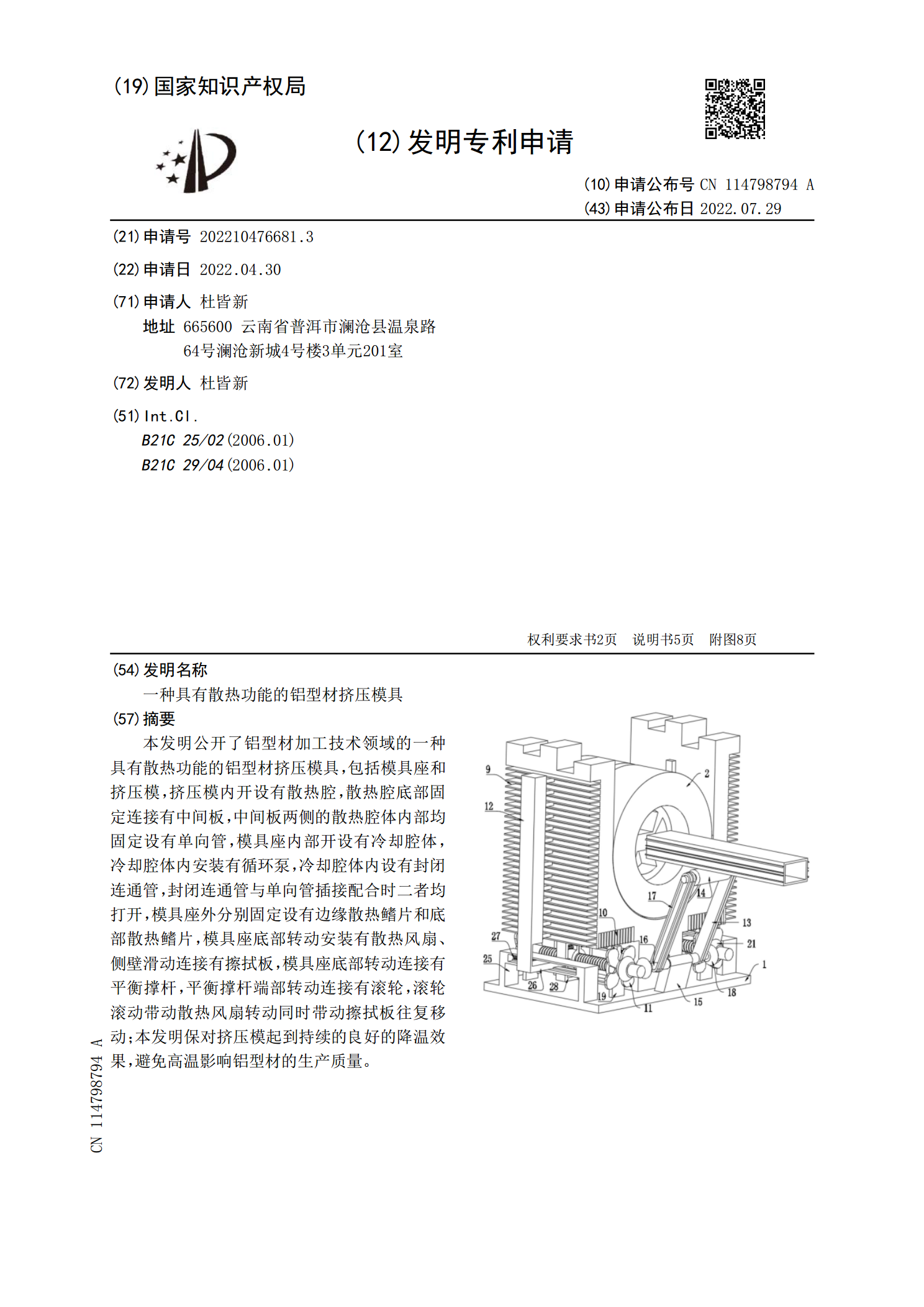
本发明公开了铝型材加工技术领域的一种具有散热功能的铝型材挤压模具,包括模具座和挤压模,挤压模内开设有散热腔,散热腔底部固定连接有中间板,中间板两侧的散热腔体内部均固定设有单向管,模具座内部开设有冷却腔体,冷却腔体内安装有循环泵,冷却腔体内设有封闭连通管,封闭连通管与单向管插接配合时二者均打开,模具座外分别固定设有边缘散热鳍片和底部散热鳍片,模具座底部转动安装有散热风扇、侧壁滑动连接有擦拭板,模具座底部转动连接有平衡撑杆,平衡撑杆端部转动连接有滚轮,滚轮滚动带动散热风扇转动同时带动擦拭板往复移动;本发明保对