
传动轴外花键精铣成形方法.pdf

山梅****ai


1/8
2/8
3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

传动轴外花键精铣成形方法.pdf
本申请涉及传动轴外花键机械加工技术领域,尤其是涉及一种传动轴外花键精铣成形方法。传动轴外花键精铣成形方法包括以下步骤:首先,对传动轴外花键坯料进行精车外圆加工;下一步,在所述传动轴外花键坯料的外圆面上加工出外花键的过渡齿形,并预留后续铣削余量;下一步,进行淬火处理;下一步对所述外花键进行精铣,去除所述铣削余量,完成所述外花键的精铣成形。从而通过预留铣削余量后进行淬火处理提高工件表面硬度,然后通过精铣将铣削余量去除掉,同时也将因淬火而发生变形的部分也被针对性地去除掉,从而得到精度和表面粗糙度均满足要求的外花

花键成形装置及花键成形方法.pdf
本发明公开一种花键成形装置,涉及汽车零配件技术领域。该花键成形装置包括:芯棒,用于花键尺寸的保证及固定支撑毛坯件;滚轮,用于对毛坯件花键成形;增厚滚轮,用于对毛坯件局部区域增厚和花键成形;辅助增厚滚轮,用于对毛坯件局部区域增厚时,确保增厚区域具有均匀稳定的厚度。同时公开一种采用上述花键成形装置的花键成形方法。本发明结构简单,采用增厚滚轮、辅助增厚滚轮和滚轮对毛坯件进行局部区域增厚和花键成形,实现了对花键处所需材料厚度的增加的一次性加工,减少了原材料的毛坯厚度,提高了毛坯利用率,避免了后续加工车削余量大,加
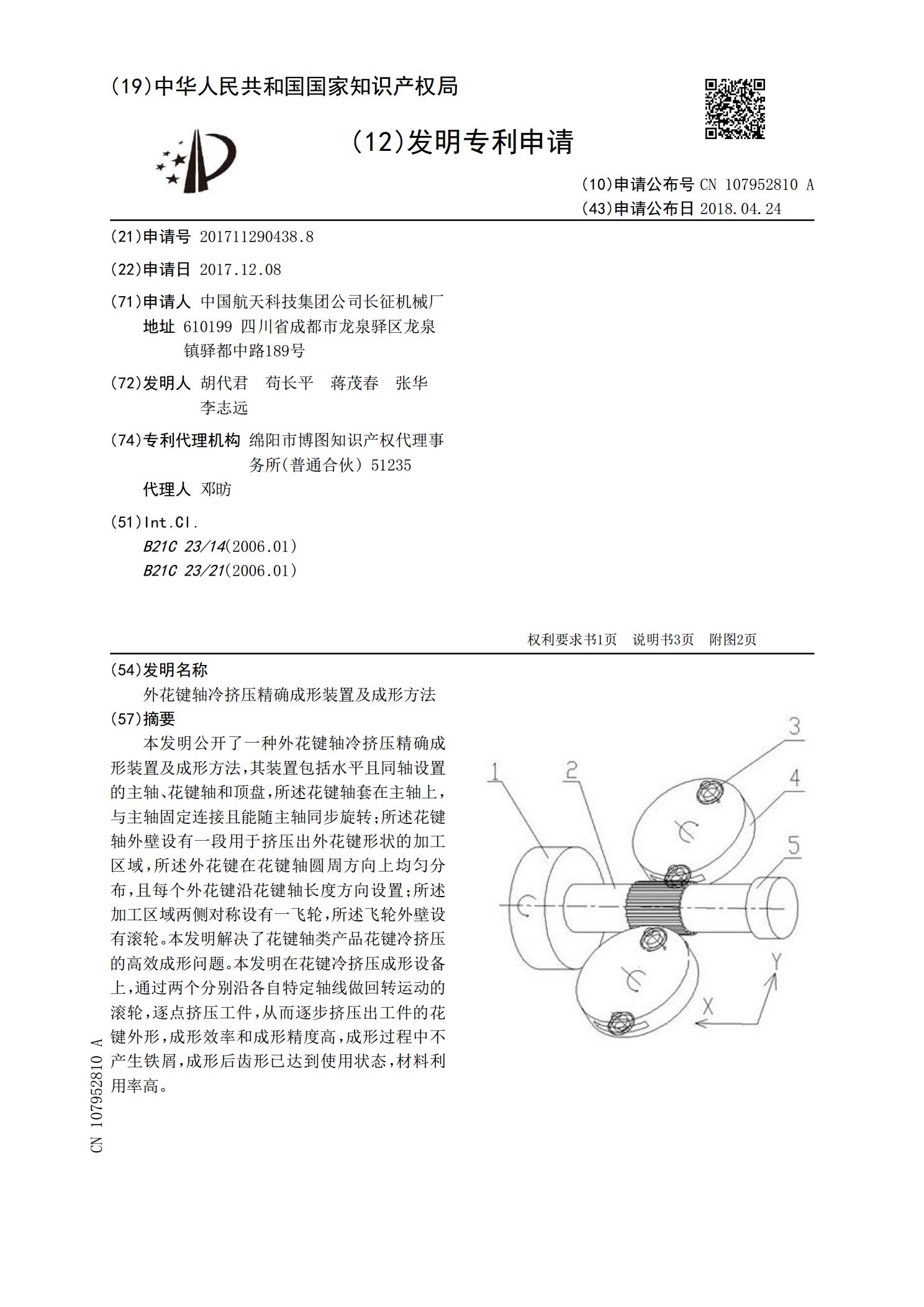
外花键轴冷挤压精确成形装置及成形方法.pdf
本发明公开了一种外花键轴冷挤压精确成形装置及成形方法,其装置包括水平且同轴设置的主轴、花键轴和顶盘,所述花键轴套在主轴上,与主轴固定连接且能随主轴同步旋转;所述花键轴外壁设有一段用于挤压出外花键形状的加工区域,所述外花键在花键轴圆周方向上均匀分布,且每个外花键沿花键轴长度方向设置;所述加工区域两侧对称设有一飞轮,所述飞轮外壁设有滚轮。本发明解决了花键轴类产品花键冷挤压的高效成形问题。本发明在花键冷挤压成形设备上,通过两个分别沿各自特定轴线做回转运动的滚轮,逐点挤压工件,从而逐步挤压出工件的花键外形,成形效

提高外花键加工效率的铣滚复合加工方法.pdf
本发明公开一种提高外花键加工效率的铣滚复合加工方法,包括铣刀盘铣削粗加工,在同一数控机床工作台上不离机一次性完成铣刀盘铣削粗加工和滚刀滚削精加工,具体如下:根据外花键的技术参数,选择铣刀盘和滚刀,铣刀盘中刀片采用硬质合金材料;根据L≥max(L1,L2)确定铣刀盘和滚刀安装距离L,再将铣刀盘和滚刀同时安装在数控机床的移动头架上,其中,L1为铣削时滚刀安装距离,L2为滚削时铣刀安装间距;将被加工工件通过卡爪固定在数控机床的工作台上;将齿轮参数、刀具参数、加工参数输入数控机床,启动后,数控机床先通过铣刀盘中的

铣长花键轴的方法.docx
铣长花键轴的方法铣长花键轴是一种常见的机械加工方法,其在许多行业中都有广泛应用。本论文将从定义、工艺流程、设备及工具、加工参数等方面详细介绍铣长花键轴的方法和步骤,并对其特点和应用进行分析。一、定义铣长花键轴是一种用来连接两个不同轴的方法,通过在轴上加工出一组花键和对应的槽来实现这种连接。花键是一组重复的平面切削形状,通常为直线或曲线,而槽则是与花键相适配的空间。二、工艺流程铣长花键轴的加工工艺流程通常包括以下几个步骤:1.设计图纸:根据具体的使用要求和连接需求,绘制出长花键轴的设计图纸,包括轴的几何形状