
提高外花键加工效率的铣滚复合加工方法.pdf

宁馨****找我


1/8
2/8
3/8

4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

提高外花键加工效率的铣滚复合加工方法.pdf
本发明公开一种提高外花键加工效率的铣滚复合加工方法,包括铣刀盘铣削粗加工,在同一数控机床工作台上不离机一次性完成铣刀盘铣削粗加工和滚刀滚削精加工,具体如下:根据外花键的技术参数,选择铣刀盘和滚刀,铣刀盘中刀片采用硬质合金材料;根据L≥max(L1,L2)确定铣刀盘和滚刀安装距离L,再将铣刀盘和滚刀同时安装在数控机床的移动头架上,其中,L1为铣削时滚刀安装距离,L2为滚削时铣刀安装间距;将被加工工件通过卡爪固定在数控机床的工作台上;将齿轮参数、刀具参数、加工参数输入数控机床,启动后,数控机床先通过铣刀盘中的
平铣倒角复合加工花键轴的装置.pdf
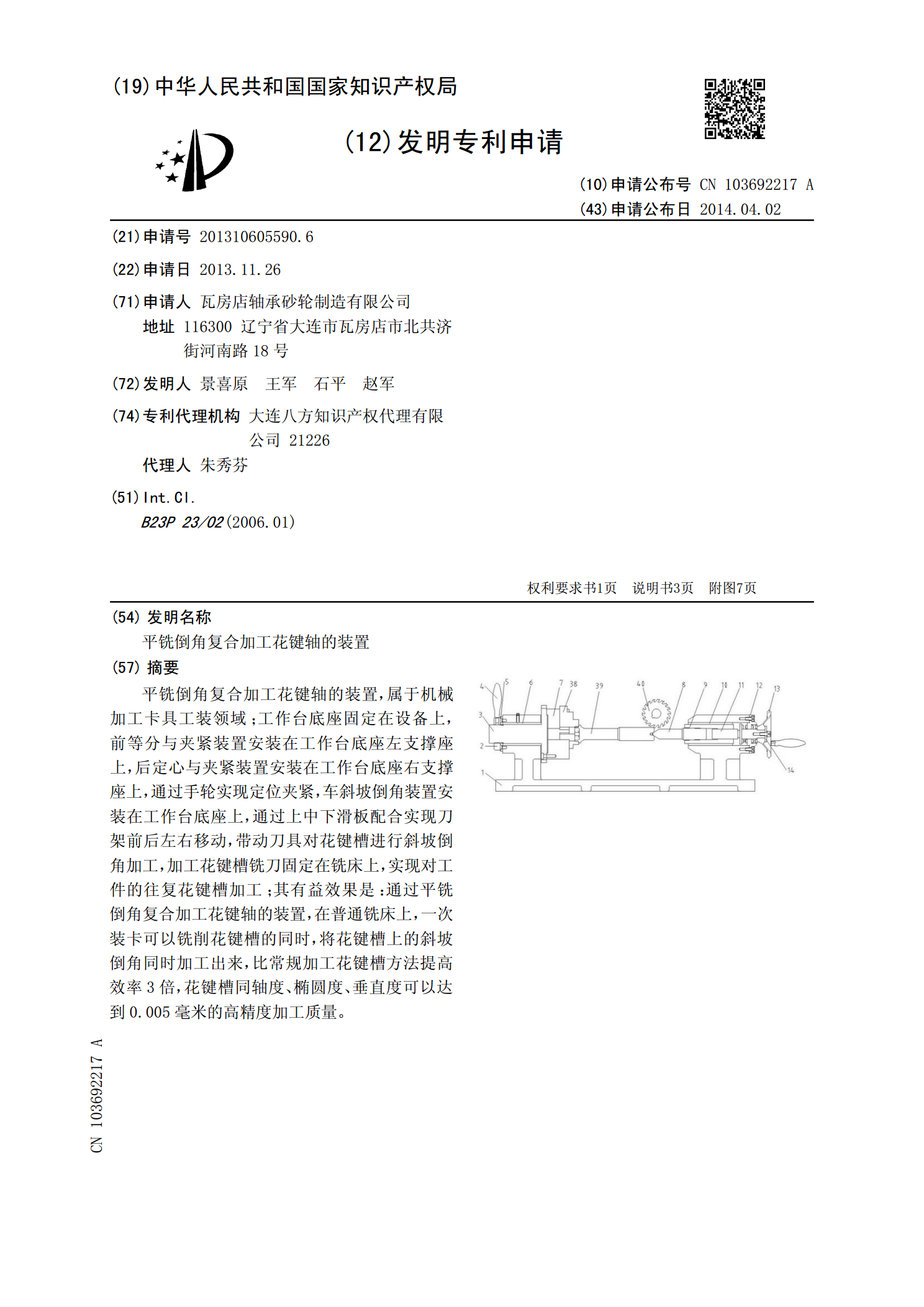
平铣倒角复合加工花键轴的装置,属于机械加工卡具工装领域;工作台底座固定在设备上,前等分与夹紧装置安装在工作台底座左支撑座上,后定心与夹紧装置安装在工作台底座右支撑座上,通过手轮实现定位夹紧,车斜坡倒角装置安装在工作台底座上,通过上中下滑板配合实现刀架前后左右移动,带动刀具对花键槽进行斜坡倒角加工,加工花键槽铣刀固定在铣床上,实现对工件的往复花键槽加工;其有益效果是:通过平铣倒角复合加工花键轴的装置,在普通铣床上,一次装卡可以铣削花键槽的同时,将花键槽上的斜坡倒角同时加工出来,比常规加工花键槽方法提高效率3

花键轴加工工艺及花键滚刀设计.ppt
花键轴加工工艺及花键滚刀设计Theprocessingmethodofsplineshaftandthesplinehobdesign花键轴零件图分析1)长度与直径之比L/D≈4所以该工件属于钢性主轴;2)主要加工表面有圆柱面、花键、、螺纹、齿轮采用一般的加工即可;3)表面精度要求较高需进行磨削方可满足要求;4)加工中心孔时采用专用夹具定位和加紧螺纹加工安排在半精加工后。花键尺寸要求:齿轮分析:主要表面加工方法:定位基准的选择:机床选择:1)夹具选择:车床专用夹具(三爪卡

花键轴的高效率加工方法.docx
花键轴的高效率加工方法花键轴是一种常见的机械零件,在工程设计中被广泛应用于传动系统中。高效率的花键轴加工方法对于提高产品质量和生产效率具有重要意义。本文将讨论花键轴的高效率加工方法,包括数控加工技术、热处理工艺和表面处理等方面,并分析其优缺点和应用前景。一、数控加工技术数控加工技术是一种通过计算机控制机床进行加工的方法,相较于传统的人工操作,具有高精度、高效率和高稳定性的优势。在花键轴的加工过程中,数控加工技术可以实现自动化操作和高精度的加工,提高生产效率和产品质量。1.1零件设计与CAD/CAM软件在花

超长工件铣花键工装及其使用加工方法.pdf
本发明属于机械加工的技术领域;提供一种超长工件铣花键工装及其使用加工方法,解决了超长轴的铣削花键难题,使其可在普通铣削车床完成,使用方便,改造成本低,加工质量稳定有保证;采用的技术方案为:铣床平台首端安装有三爪卡盘机构,夹装辅助件为圆柱体结构,夹装辅助件的一个端面上设有圆槽,夹装辅助件的另一个端面上设有多个沉头孔且沉头孔与圆槽之间通过螺纹孔联通,待加工超长轴的加工端加工时预留了轴预留段,夹装辅助件通过多个沉头螺栓套装固定在待加工超长轴的轴预留段上,夹装辅助件夹装固定在三抓卡盘机构上,待加工超长轴的轴体通过