
一种腔室可调式金属粉末注射成型系统及其注射方法.pdf

一只****签网


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种腔室可调式金属粉末注射成型系统及其注射方法.pdf
本发明涉及冶金设备技术领域,且公开了一种腔室可调式金属粉末注射成型系统及其注射方法,包括给料筒,所述料筒的外壁固定安装有连接架,连接架的外壁固定安装有第一电机,第一电机的输出轴顶部固定连接有连接轴,连接轴的末端固定安装有输送绞龙,输送绞龙活动设置在给料筒的内部。筛筒旋转时,一方面通过其内壁的导向叶使金属粉末持续向右移动,另一方面通过精滤口过滤较细的金属粉末,较细的金属粉末经由精滤口下落,进入给料筒中,无法被精滤口滤下的较粗的金属粉末则被导向叶所引导持续向右运动,最终从筛筒右端的粗滤口排出,落到料仓中,由此
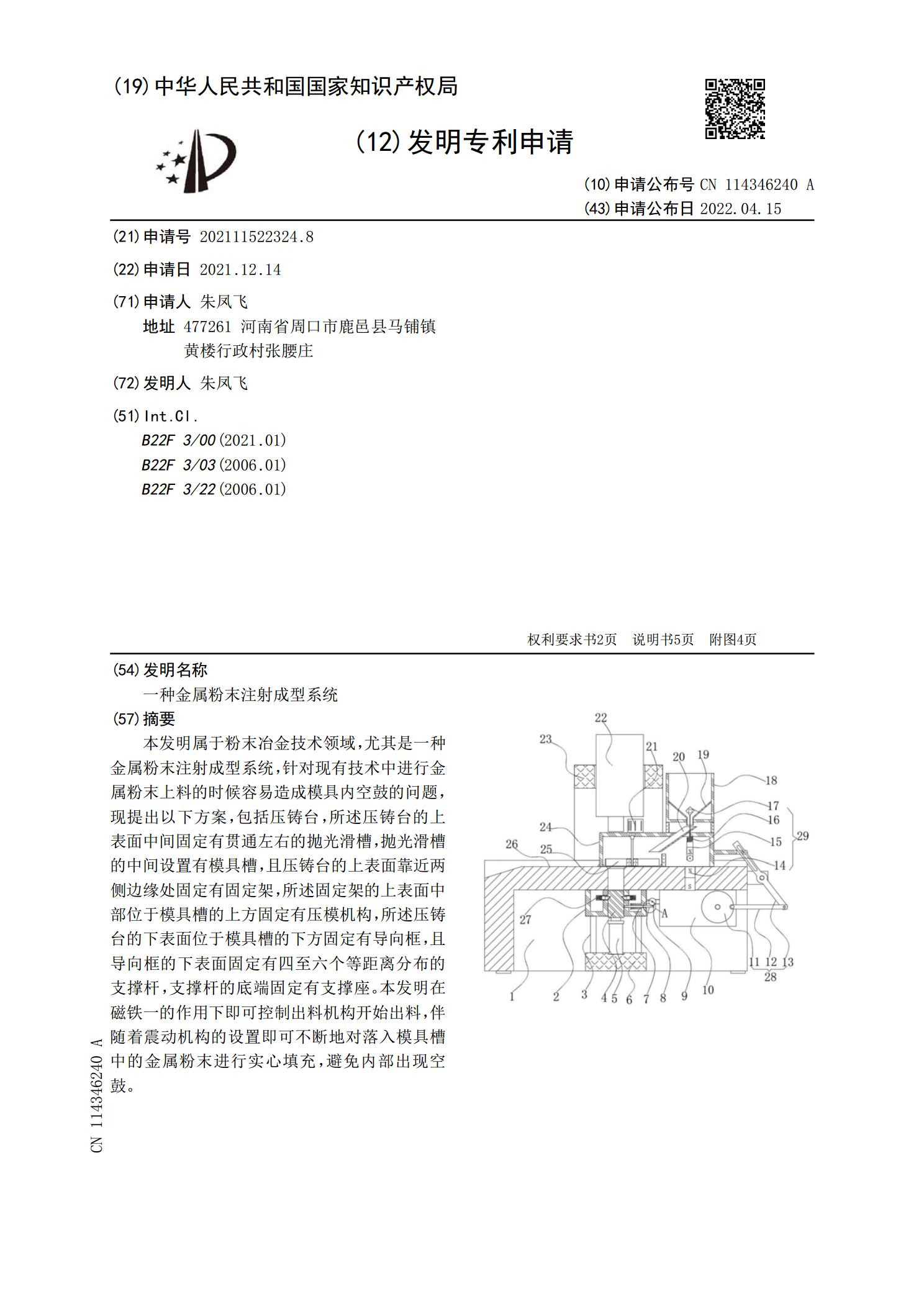
一种金属粉末注射成型系统.pdf
本发明属于粉末冶金技术领域,尤其是一种金属粉末注射成型系统,针对现有技术中进行金属粉末上料的时候容易造成模具内空鼓的问题,现提出以下方案,包括压铸台,所述压铸台的上表面中间固定有贯通左右的抛光滑槽,抛光滑槽的中间设置有模具槽,且压铸台的上表面靠近两侧边缘处固定有固定架,所述固定架的上表面中部位于模具槽的上方固定有压模机构,所述压铸台的下表面位于模具槽的下方固定有导向框,且导向框的下表面固定有四至六个等距离分布的支撑杆,支撑杆的底端固定有支撑座。本发明在磁铁一的作用下即可控制出料机构开始出料,伴随着震动机构
一种注射成型配制的金属粉末及其制备方法.pdf
本发明设计一种注射成型配制的金属粉末制备方法,其特征在于由下列组成物及重量份组成:金属粉1000,动物油33—39,植物油4—10,石蜡4.9—5.2,聚乙烯2.4—2.8,EVA树脂11.2—11.4,硬脂酸1.5—1.6。本发明的优点是一次成型达800g-2500g乃至更大,新材料技术工件成型,无需在经过熔脱排脂直接进炉烧结(1400度)完成、自然冷却、工件弯曲强度MPa1530、断裂韧性MPa•m¹̸²23.5、维氏硬度kgf/mm²1050。

一种用于注射成型的金属粉末原料处理系统及其处理方法.pdf
本发明公开了一种用于注射成型的金属粉末原料处理系统及其处理方法,包括加料箱体,所述加料箱体内设置有原料粉碎腔与原料进料腔,所述原料粉碎腔与所述原料进料腔之间设置有落料缓冲腔,所述加料箱体内还设置有空气运输腔、动力输出腔与第一传动腔,所述原料粉碎腔通过所述空气运输腔与外界连通;本装置系统利用金属颗粒来制备金属粉末注射成型的所需的金属粉末再与粘结剂混合,相比与购买金属粉末,价格低廉,系统内设置的废料处理装置保证系统持续畅快的运行,系统内设置有对金属颗粒筛分的初筛装置以及对金属粉末二次筛分的二次筛分装置,保证与

一种金属粉末注射成型用粘接剂及其制备方法.pdf
本发明涉及金属粉末注射成型技术领域,公开了一种金属粉末注射成型用粘接剂,包括按重量百分比计的如下组分:聚乙二醇50wt%~65wt%,增塑剂30wt%~45wt%,硬脂酸4wt%~6wt%,邻磺酰苯甲酰亚胺钠0.1wt%~0.2wt%。还公开了上述金属粉末注射成型用粘接剂的制备方法,能够提高注射成型零件的力学性能。