
一种金属粉末注射成型用粘接剂及其制备方法.pdf

涵蓄****09

1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种金属粉末注射成型用粘接剂及其制备方法.pdf
本发明涉及金属粉末注射成型技术领域,公开了一种金属粉末注射成型用粘接剂,包括按重量百分比计的如下组分:聚乙二醇50wt%~65wt%,增塑剂30wt%~45wt%,硬脂酸4wt%~6wt%,邻磺酰苯甲酰亚胺钠0.1wt%~0.2wt%。还公开了上述金属粉末注射成型用粘接剂的制备方法,能够提高注射成型零件的力学性能。
一种注射成型配制的金属粉末及其制备方法.pdf
本发明设计一种注射成型配制的金属粉末制备方法,其特征在于由下列组成物及重量份组成:金属粉1000,动物油33—39,植物油4—10,石蜡4.9—5.2,聚乙烯2.4—2.8,EVA树脂11.2—11.4,硬脂酸1.5—1.6。本发明的优点是一次成型达800g-2500g乃至更大,新材料技术工件成型,无需在经过熔脱排脂直接进炉烧结(1400度)完成、自然冷却、工件弯曲强度MPa1530、断裂韧性MPa•m¹̸²23.5、维氏硬度kgf/mm²1050。
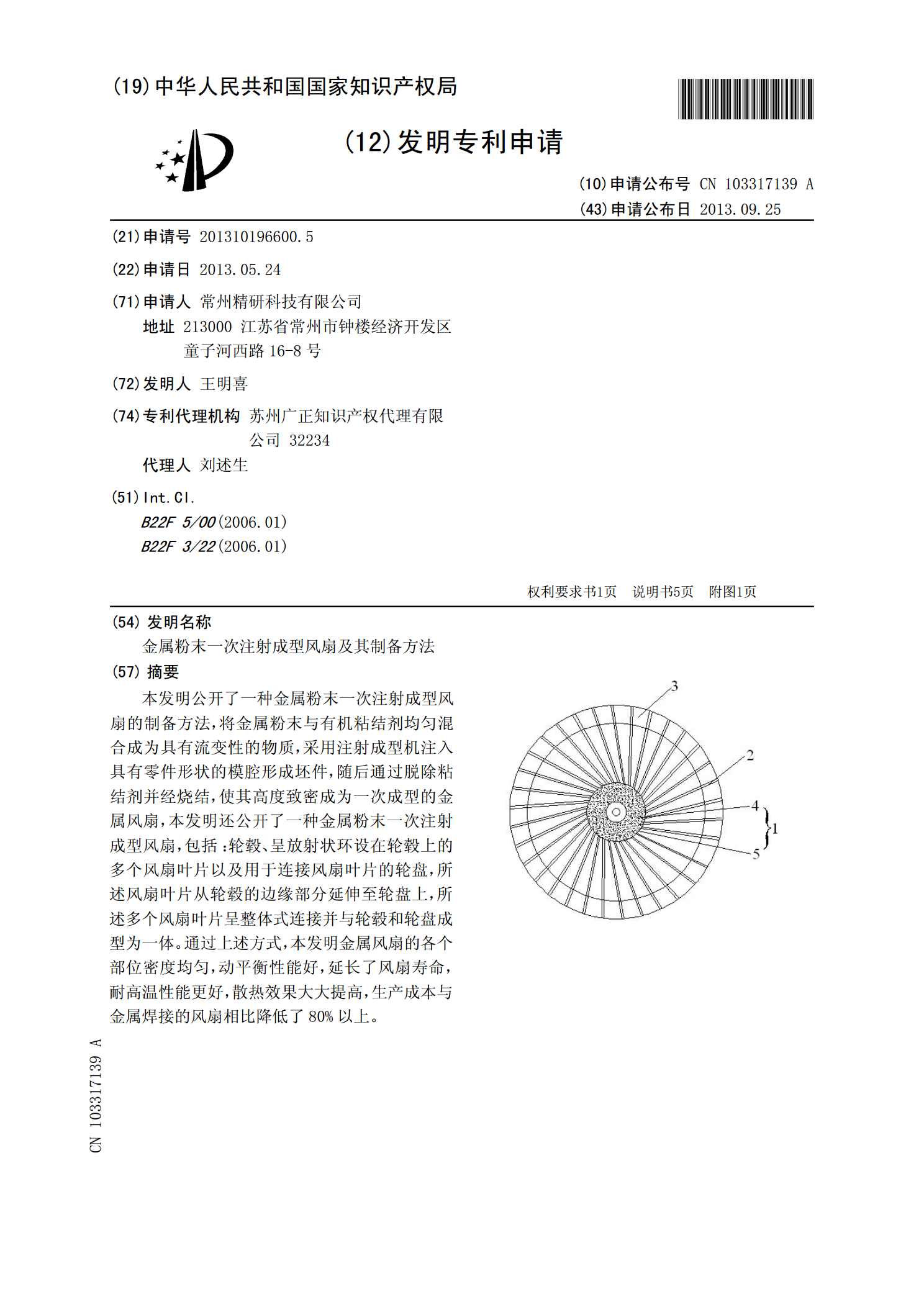
金属粉末一次注射成型风扇及其制备方法.pdf
本发明公开了一种金属粉末一次注射成型风扇的制备方法,将金属粉末与有机粘结剂均匀混合成为具有流变性的物质,采用注射成型机注入具有零件形状的模腔形成坯件,随后通过脱除粘结剂并经烧结,使其高度致密成为一次成型的金属风扇,本发明还公开了一种金属粉末一次注射成型风扇,包括:轮毂、呈放射状环设在轮毂上的多个风扇叶片以及用于连接风扇叶片的轮盘,所述风扇叶片从轮毂的边缘部分延伸至轮盘上,所述多个风扇叶片呈整体式连接并与轮毂和轮盘成型为一体。通过上述方式,本发明金属风扇的各个部位密度均匀,动平衡性能好,延长了风扇寿命,耐高

一种陶瓷型芯注射成型用增塑剂及其制备方法.pdf
本发明的目的在于提供一种新的陶瓷型芯成型用增塑剂,以满足复杂内腔结构单晶涡轮叶片陶瓷型芯制备高的需求,其特征在于:所述增塑剂的成分及成分配比为,质量百分比:松香1-5%、硬脂酸1-5%、乙烯-醋酸乙烯共聚物1-5%、石蜡余量。

一种砂轮网片用粘接剂及其制备方法.pdf
本发明涉及一种砂轮网片用粘接剂及其制备方法,该粘接剂由热塑性酚醛树脂80-110份,固化剂1-6份,热固性酚醛树脂液20-40份,酒精60-140份,增韧剂0.5-2份,偶联剂0.5-2份,增塑剂0.5-2份组成。其制备方式是在搅拌器中加入酒精,边搅拌边加入热塑性酚醛树脂,搅拌3-4小时,待酚醛树脂块全部溶解,加入含偶联剂的热固性酚醛树脂液,增塑剂及含酒精的增韧剂,搅拌3-4小时加入固化剂,继续搅拌4-6小时,得到该粘接剂。本发明制备的粘接剂可即用即配,减少污染和浪费,稳定性好,其主要用于浸渍砂轮网片,改