
一种粘接模块及其尺寸设计方法、风电叶片及其粘接方法.pdf

听容****55


1/10

2/10
3/10

4/10

5/10

6/10
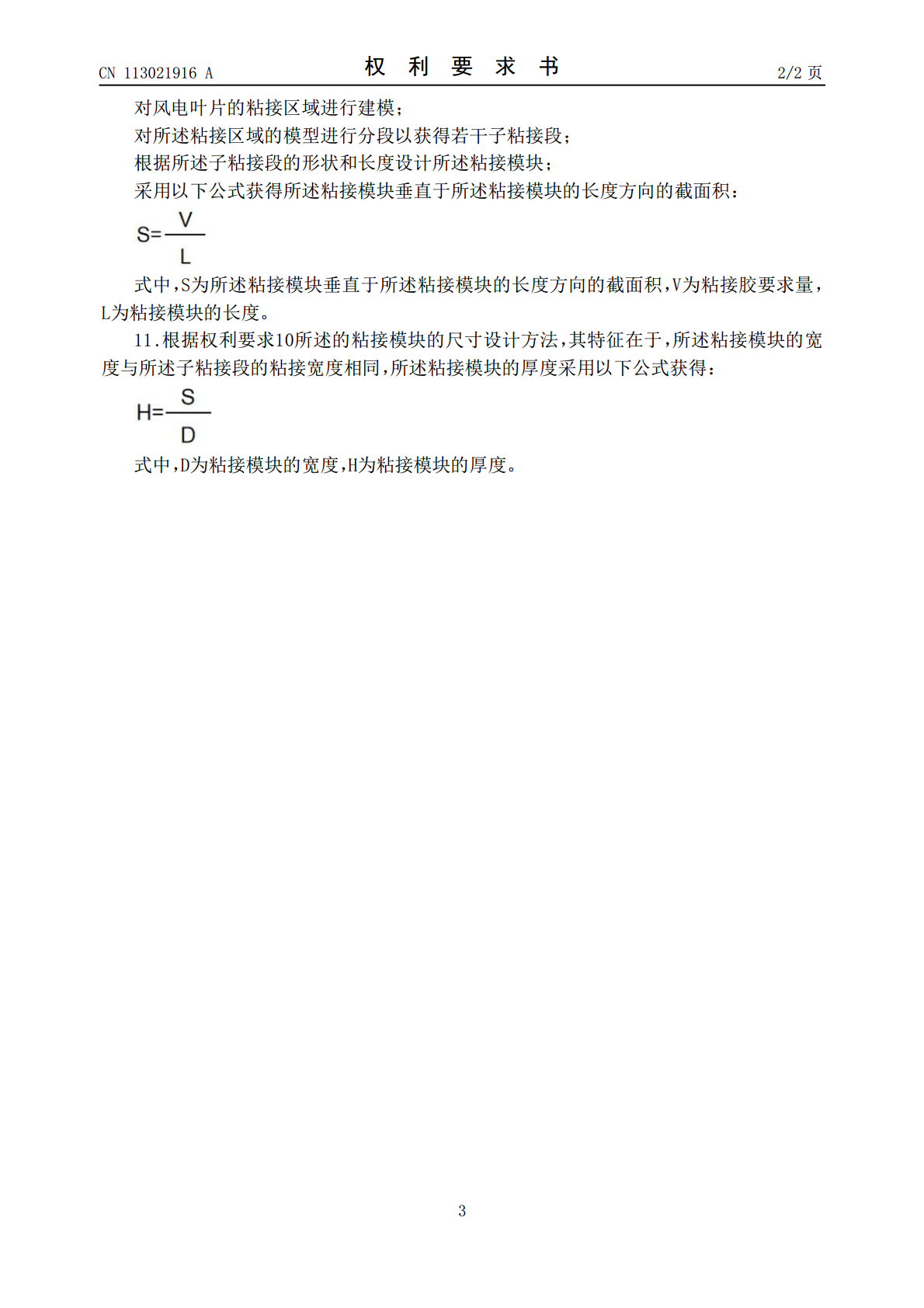
7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种粘接模块及其尺寸设计方法、风电叶片及其粘接方法.pdf
本发明提供一种粘接模块及其尺寸设计方法、风电叶片及其粘接方法,粘接模块适于风电叶片的粘接,风电叶片包括第一粘接部和第二粘接部,粘接模块包括第一材料层,第一材料层包括第一表面和第二表面,第一表面和第二表面设置有第二材料层,其中,第一材料层为热固性材料,第二材料层为热塑性材料,第一表面上的第二材料层适于粘接第一粘接部,第二表面上的第二材料层适于粘接第二粘接部。粘接模块适于拼接式的设置方式,粘接区域无需人工涂覆粘接胶,提高了粘接效率;同时,粘接模块用于风电叶片的粘接时,不易在风电叶片壳体的内腔产生残留胶块,从而

一种风电叶片第二粘接角模具及其制备方法.pdf
本发明公开了一种风电叶片第二粘接角模具及其制备方法,包括钢架、型板、加热管及面板,所述钢架顶部间隔螺栓连接有若干所述型板,紧贴每块所述型板的上表面间隔开设有加热管槽,所述加热管贯穿每块所述型板的加热管槽;所述面板由若干铁板组成,该若干铁板过渡焊接于所述型板的上表面,并与所述型板上表面焊接,所述面板上表面螺栓连接有两条三角翻边;相邻所述型板形成的间隙与所述面板之间粘贴有铝粉,所述加热管处于所述铝粉内。本发明通过将第二粘接角模具加工为钢制模具,钢制模具加工完成需要20天,而玻璃钢模具加工完成需要50天,相对于
风电叶片腹板快速粘接结构及其快速成型方法.pdf
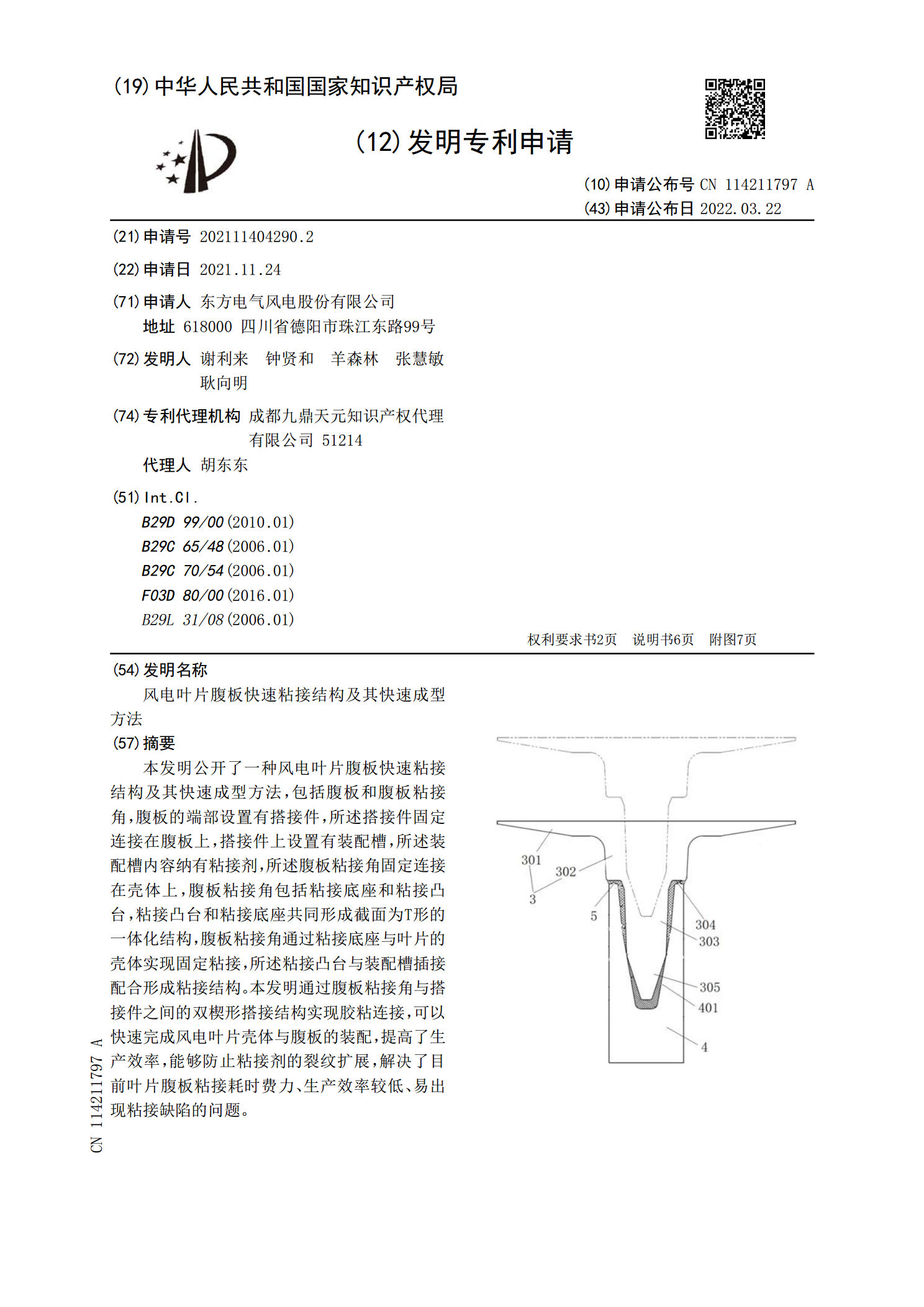
本发明公开了一种风电叶片腹板快速粘接结构及其快速成型方法,包括腹板和腹板粘接角,腹板的端部设置有搭接件,所述搭接件固定连接在腹板上,搭接件上设置有装配槽,所述装配槽内容纳有粘接剂,所述腹板粘接角固定连接在壳体上,腹板粘接角包括粘接底座和粘接凸台,粘接凸台和粘接底座共同形成截面为T形的一体化结构,腹板粘接角通过粘接底座与叶片的壳体实现固定粘接,所述粘接凸台与装配槽插接配合形成粘接结构。本发明通过腹板粘接角与搭接件之间的双楔形搭接结构实现胶粘连接,可以快速完成风电叶片壳体与腹板的装配,提高了生产效率,能够防止

一种模块化叶片粘接加热装置及其使用方法.pdf
(19)国家知识产权局(12)发明专利申请(10)申请公布号CN116021775A(43)申请公布日2023.04.28(21)申请号202310321403.5(22)申请日2023.03.29(71)申请人新创碳谷集团有限公司地址213127江苏省常州市新北区黄海路329号(72)发明人谈源刘林明徐峰(74)专利代理机构北京锦信诚泰知识产权代理有限公司11813专利代理师倪青华(51)Int.Cl.B29C65/14(2006.01)B29C65/78(2006.01)B29L31/08(2006.
一种模块化叶片快速粘接工装及粘接工艺.pdf
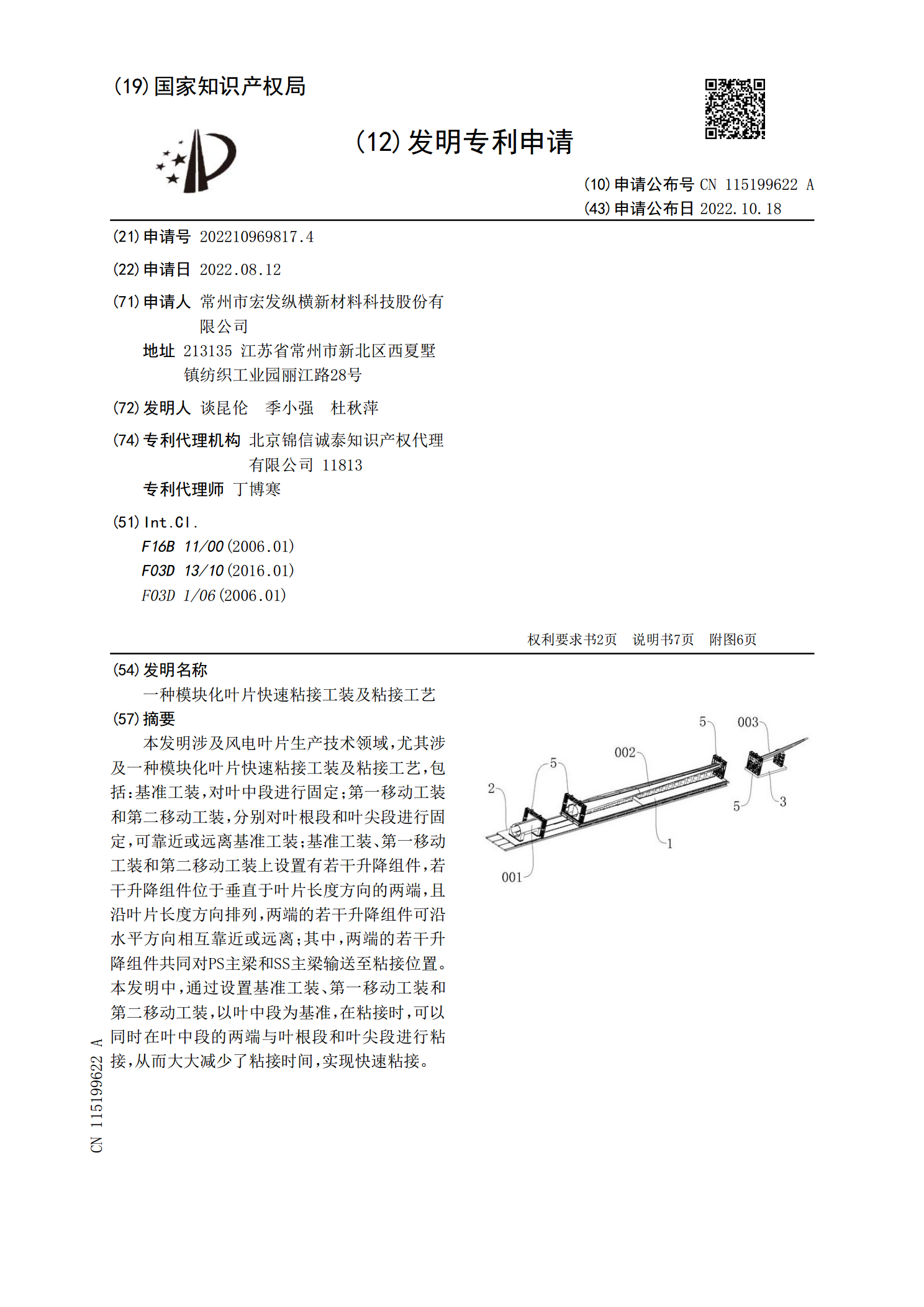
本发明涉及风电叶片生产技术领域,尤其涉及一种模块化叶片快速粘接工装及粘接工艺,包括:基准工装,对叶中段进行固定;第一移动工装和第二移动工装,分别对叶根段和叶尖段进行固定,可靠近或远离基准工装;基准工装、第一移动工装和第二移动工装上设置有若干升降组件,若干升降组件位于垂直于叶片长度方向的两端,且沿叶片长度方向排列,两端的若干升降组件可沿水平方向相互靠近或远离;其中,两端的若干升降组件共同对PS主梁和SS主梁输送至粘接位置。本发明中,通过设置基准工装、第一移动工装和第二移动工装,以叶中段为基准,在粘接时,可以