
粉末状材料单向压制成型的装置及压制成型的方法.pdf

书生****ma


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

粉末状材料单向压制成型的装置及压制成型的方法.pdf
本发明属于粉末状材料压制成型技术领域,具体涉及一种粉末状材料单向压制成型的装置及压制成型的方法。该粉末状材料单向压制成型的装置包括底座、模套、上冲和抽真空装置;其中,模套设有中心通道,中心通道垂直于底座的顶面,模套与底座密封连接;上冲插入中心通道的上部并于中心通道内上下移动,且与中心通道保持密封;抽真空装置连接于上冲;底座的顶面和上冲的底面于中心通道内形成粉末状材料的成型腔。本发明能够充分去除粉末状材料间隙中残留的空气分子,有效提升压制成型后的材料的密度和产品质量。
一种粉末状材料双向压制成型的装置及压制成型的方法.pdf
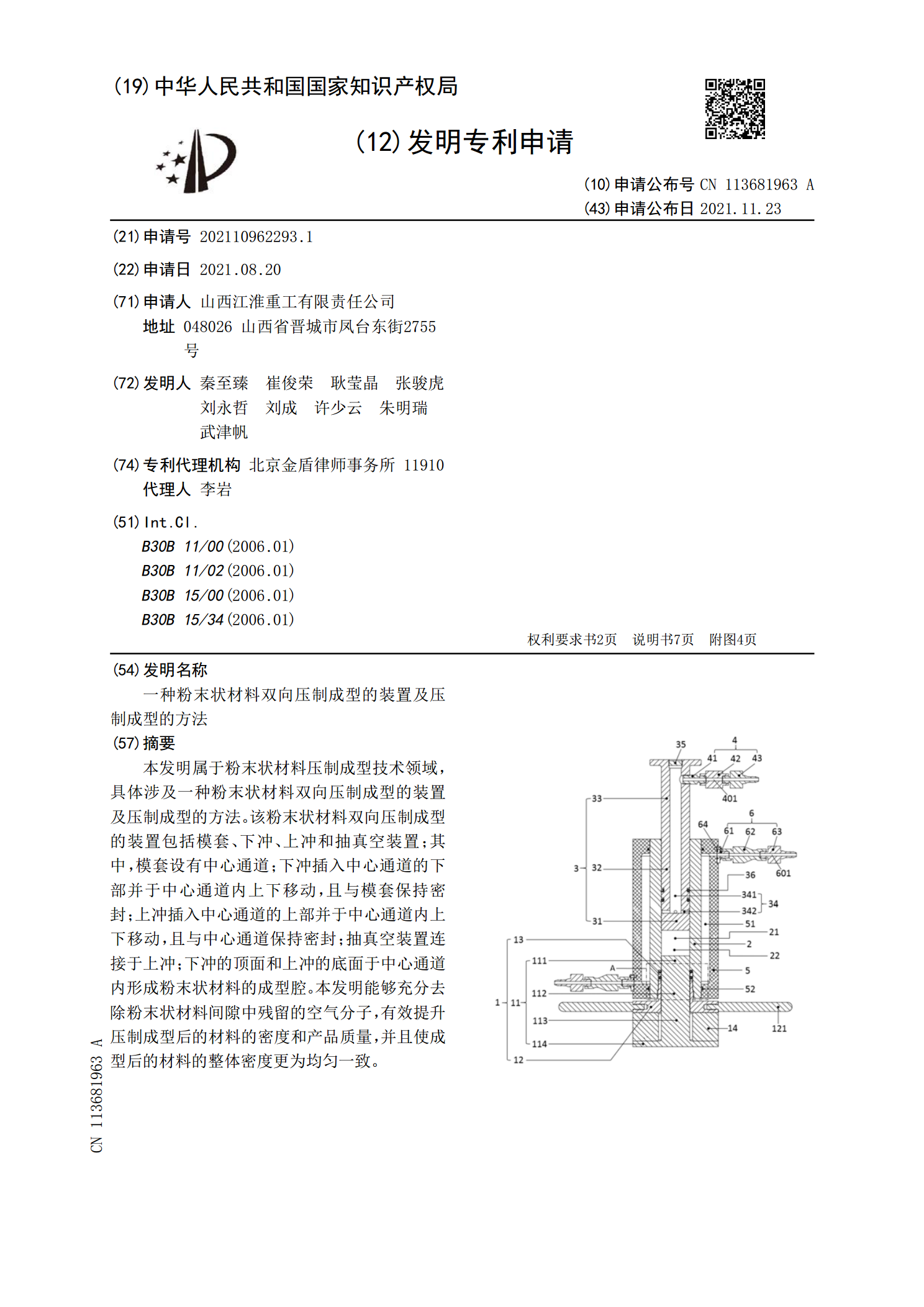
本发明属于粉末状材料压制成型技术领域,具体涉及一种粉末状材料双向压制成型的装置及压制成型的方法。该粉末状材料双向压制成型的装置包括模套、下冲、上冲和抽真空装置;其中,模套设有中心通道;下冲插入中心通道的下部并于中心通道内上下移动,且与模套保持密封;上冲插入中心通道的上部并于中心通道内上下移动,且与中心通道保持密封;抽真空装置连接于上冲;下冲的顶面和上冲的底面于中心通道内形成粉末状材料的成型腔。本发明能够充分去除粉末状材料间隙中残留的空气分子,有效提升压制成型后的材料的密度和产品质量,并且使成型后的材料的整
一种平板状制品的压制成型装置及压制成型方法.pdf
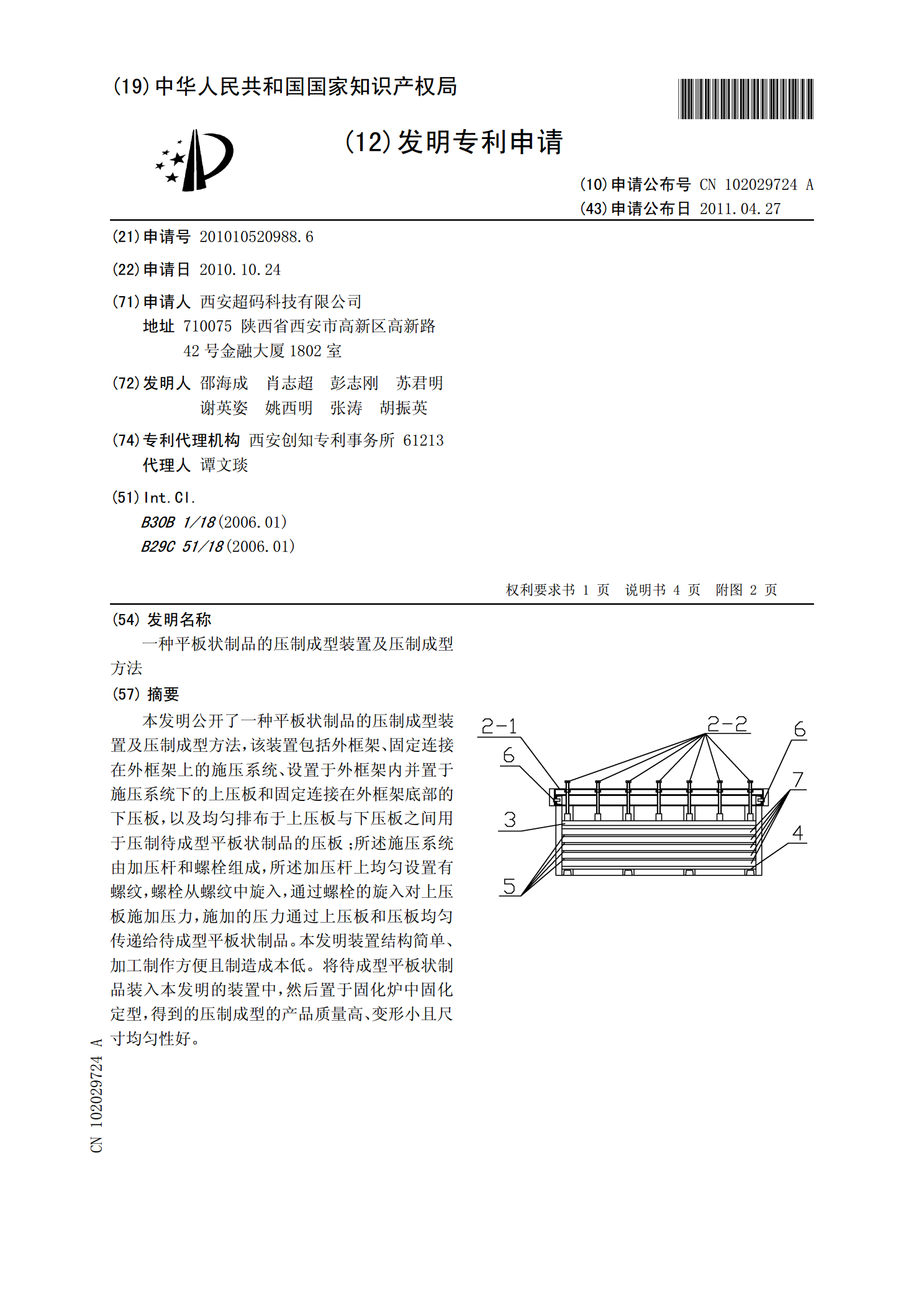
本发明公开了一种平板状制品的压制成型装置及压制成型方法,该装置包括外框架、固定连接在外框架上的施压系统、设置于外框架内并置于施压系统下的上压板和固定连接在外框架底部的下压板,以及均匀排布于上压板与下压板之间用于压制待成型平板状制品的压板;所述施压系统由加压杆和螺栓组成,所述加压杆上均匀设置有螺纹,螺栓从螺纹中旋入,通过螺栓的旋入对上压板施加压力,施加的压力通过上压板和压板均匀传递给待成型平板状制品。本发明装置结构简单、加工制作方便且制造成本低。将待成型平板状制品装入本发明的装置中,然后置于固化炉中固化定型

压制成型方法和压制成型机.pdf
本发明压制成型方法和压制成型机属于成型装置领域,压制成型机包括压制机上模樑、压制机导柱、压制机活动块、模头、压制下平台组成,压制机上模樑安装在压制机导柱上,模头安装在压制机活动块上,在机架上设置压制下平台,模具底板设置在模架的底部,在模架上设置有滑轮,在模架上设置定位孔,在机架上设置模具定位机构,模具定位机构包括定位动力体、定位销、活动回送连杆组成,液压泵的输出轴端连接定位座,在定位座上安装定位销,在定位座上安装活动回送连杆,在机架上设置浮动轮总成,浮动轮总成包括浮动轮支撑板、弹簧、浮动轮组成,在机架上设
砂轮压制成型模具及压制成型方法.pdf
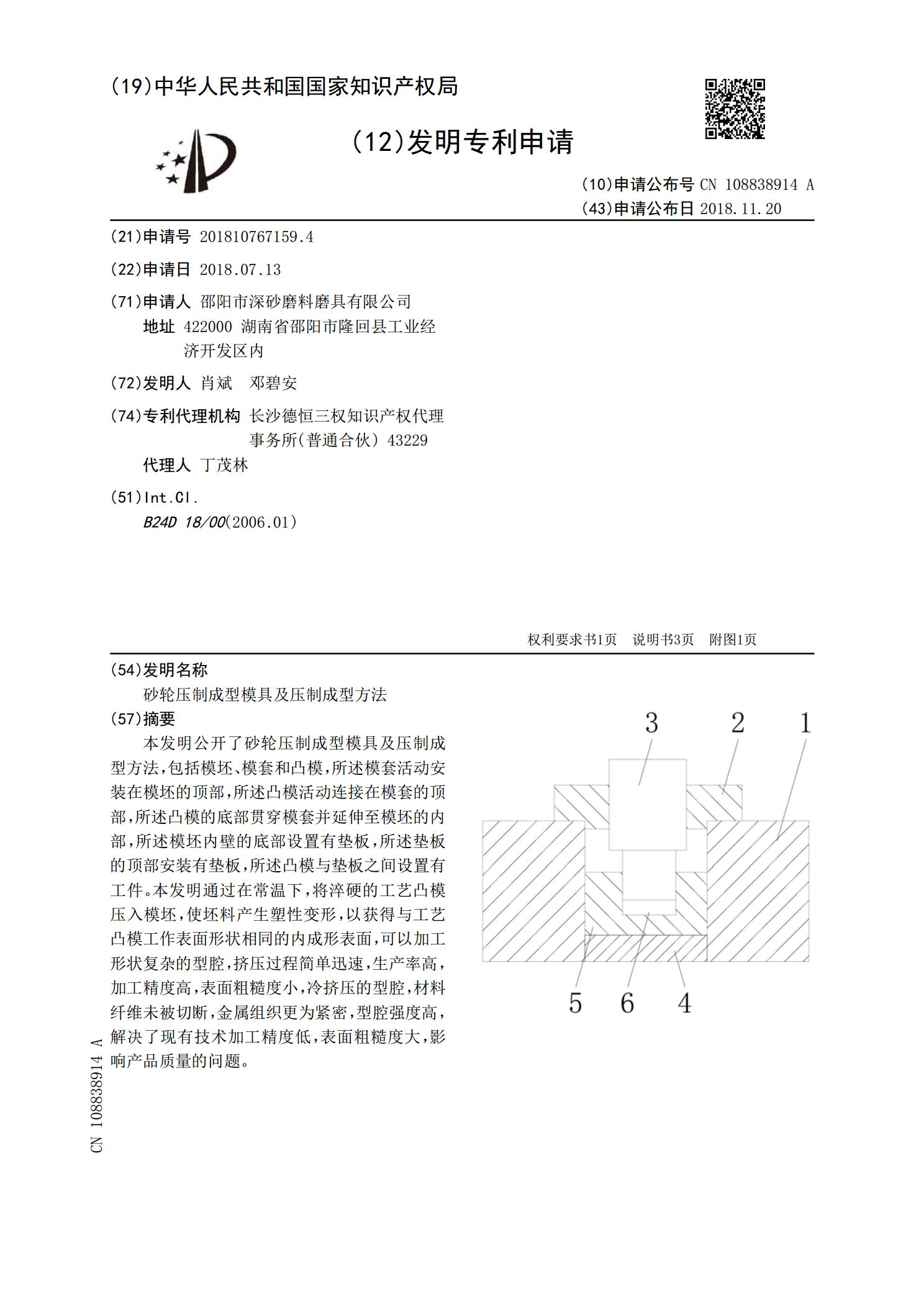
本发明公开了砂轮压制成型模具及压制成型方法,包括模坯、模套和凸模,所述模套活动安装在模坯的顶部,所述凸模活动连接在模套的顶部,所述凸模的底部贯穿模套并延伸至模坯的内部,所述模坯内壁的底部设置有垫板,所述垫板的顶部安装有垫板,所述凸模与垫板之间设置有工件。本发明通过在常温下,将淬硬的工艺凸模压入模坯,使坯料产生塑性变形,以获得与工艺凸模工作表面形状相同的内成形表面,可以加工形状复杂的型腔,挤压过程简单迅速,生产率高,加工精度高,表面粗糙度小,冷挤压的型腔,材料纤维未被切断,金属组织更为紧密,型腔强度高,解决