
一种超耐磨树脂镜片及其制造工艺.pdf

纪阳****公主


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种超耐磨树脂镜片及其制造工艺.pdf
本发明公开了一种超耐磨树脂镜片,其包括树脂基底层,树脂基底层具有光学凸面和光学凹面;钢化玻璃层,钢化玻璃层通过UV胶紫外固化于光学凸面;其中,光学凸面弯度与钢化玻璃层弯度相同,且光学凸面涂覆加硬层、防蓝光层。本发明通过树脂基底层和钢化玻璃层制成镜片,凸面硬度可达到6H,镜片透光率等其它光学性能不受影响;而且保留树脂镜片轻、不易碎的特性,同时兼具玻璃超级耐磨性能,使用寿命加长,用户体验更好。
一种超硬镀膜树脂镜片及其制备工艺.pdf
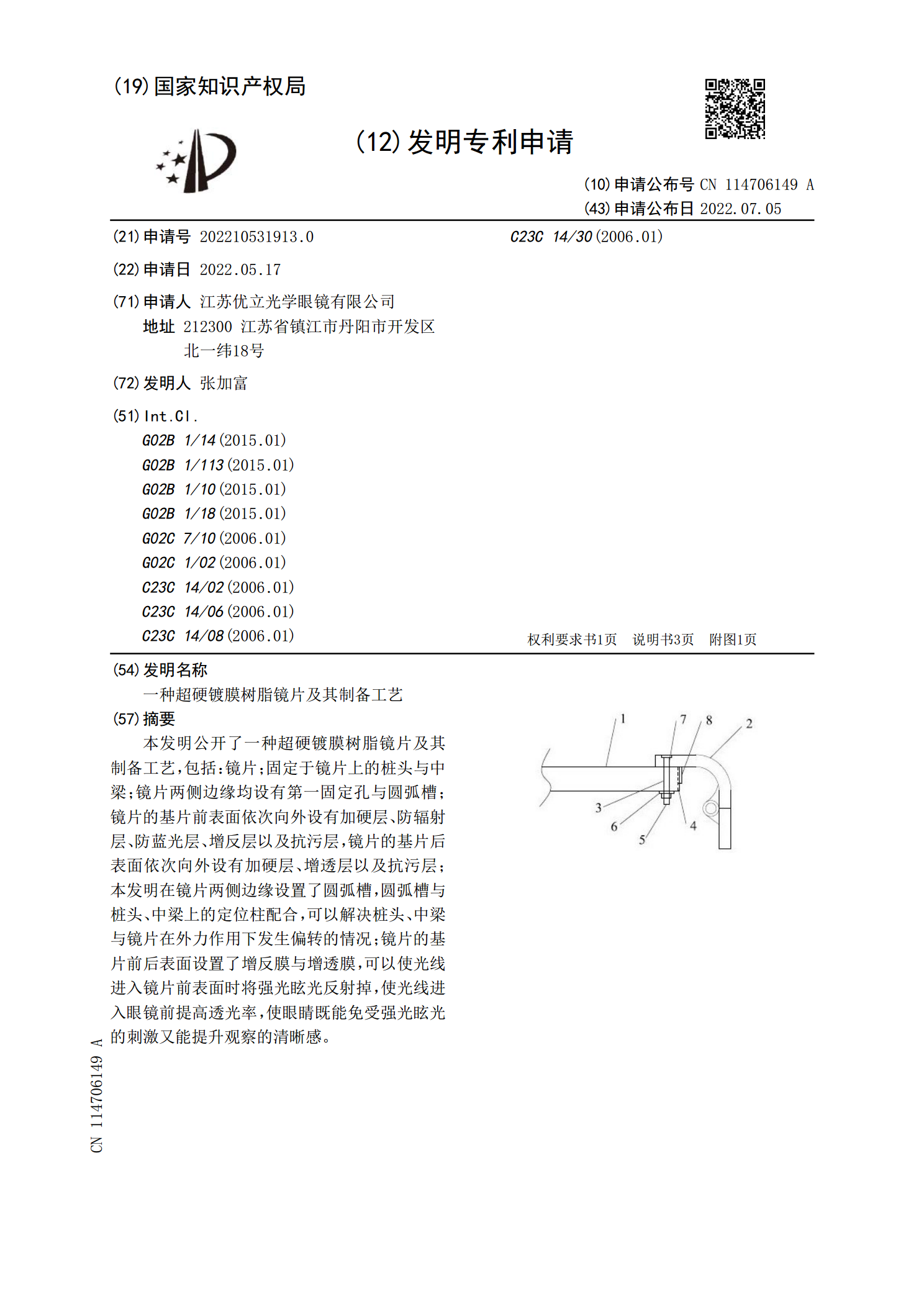
本发明公开了一种超硬镀膜树脂镜片及其制备工艺,包括:镜片;固定于镜片上的桩头与中梁;镜片两侧边缘均设有第一固定孔与圆弧槽;镜片的基片前表面依次向外设有加硬层、防辐射层、防蓝光层、增反层以及抗污层,镜片的基片后表面依次向外设有加硬层、增透层以及抗污层;本发明在镜片两侧边缘设置了圆弧槽,圆弧槽与桩头、中梁上的定位柱配合,可以解决桩头、中梁与镜片在外力作用下发生偏转的情况;镜片的基片前后表面设置了增反膜与增透膜,可以使光线进入镜片前表面时将强光眩光反射掉,使光线进入眼镜前提高透光率,使眼睛既能免受强光眩光的刺激
一种超薄变色偏光树脂镜片的制造工艺.pdf
本发明涉及树脂镜片技术领域,尤其涉及一种超薄变色偏光树脂镜片的制造工艺,包括以下步骤:S1、将光致变色液加入树脂单体中,再加入引发剂一起搅拌均匀,树脂单体:光致变色液:引发剂按质量比为100:(0.03‑0.06):(2‑3);S2、偏光膜经过软化处理、定型处理、化学处理后,用塑料胶圈把偏光膜固定在玻璃模具中;S3、通过浇料器把S1步骤中混合均匀的料经过滤纸过滤后注入到有偏光膜的玻璃模具中;S4、将玻璃模具放入固化炉第一次固化成型,该制造工艺实施过程简单,制备的变色偏光树脂镜片属于超薄型,且坚固耐用,符合

一种耐磨防刺轮胎及其制造工艺.pdf
本发明公开了一种耐磨防刺轮胎及其制造工艺,所述耐磨防刺轮胎包括的组分及其重量百分比为:橡胶:14.39%-94.48%;氧化锌:0-2.51%;硬酸脂:0.35%-14.39%;软化剂:0-1.44%;白蜡油:0.59%-1.38%;炭黑:0-5.87%;促进剂:1.30%-45.93%;硫磺:0.8%-16.6%;树脂C5:???0-0.36%。本耐磨防刺轮胎通过改变现有的配方比例,改良现有的工艺步骤和工艺条件,使得制得的耐磨防刺轮胎增强了胎身强力、气门嘴拔力和接头拉力,同时增强了胎身伸长力及胎体耐磨强
树脂镜片的生产工艺.pdf
本发明提供一种树脂镜片的生产工艺,包括以下步骤:配备原料;先将间苯二甲酸二甲酯、聚碳酸酯、甲基苯乙烯依次加入到反应器中,在氮气保护下进行110±2摄氏度恒温搅拌1‑1.5小时,然后将磷酸二丁酯、紫外线吸收剂、催化剂、硬化剂依次加入到反应器中,继续在氮气保护下进行120±2摄氏度恒温搅拌0.5‑1.2小时进行充分混合形成混合物;搅拌混合均匀的混合料使用氮气加压过滤后浇注入用胶带密封的成型模具中,气压≤0.10MPa;将浇注好的成型模具放入固化炉中固化,固化的温度控制在50摄氏度以下,固化时间为1‑2小时;