
聚氨酯叶片的成型方法.pdf

一只****签网


1/10
2/10
3/10

4/10
5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

聚氨酯叶片的成型方法.pdf
本发明公开了一种聚氨酯叶片的成型方法,其包括步骤:S10:对灌注前的树脂进行脱泡处理;S20:对灌注后的树脂进行二次脱泡。灌注前脱泡处理可以除去树脂中大部分的气泡,二次脱泡可以除去灌注前树脂脱泡时残留的气泡以及在灌注过程中新产生的气泡,从而解决气泡进入结构层中导致的增强材料浸润不良的问题,提高了叶片的成型质量。
叶片的成型方法及叶片.pdf
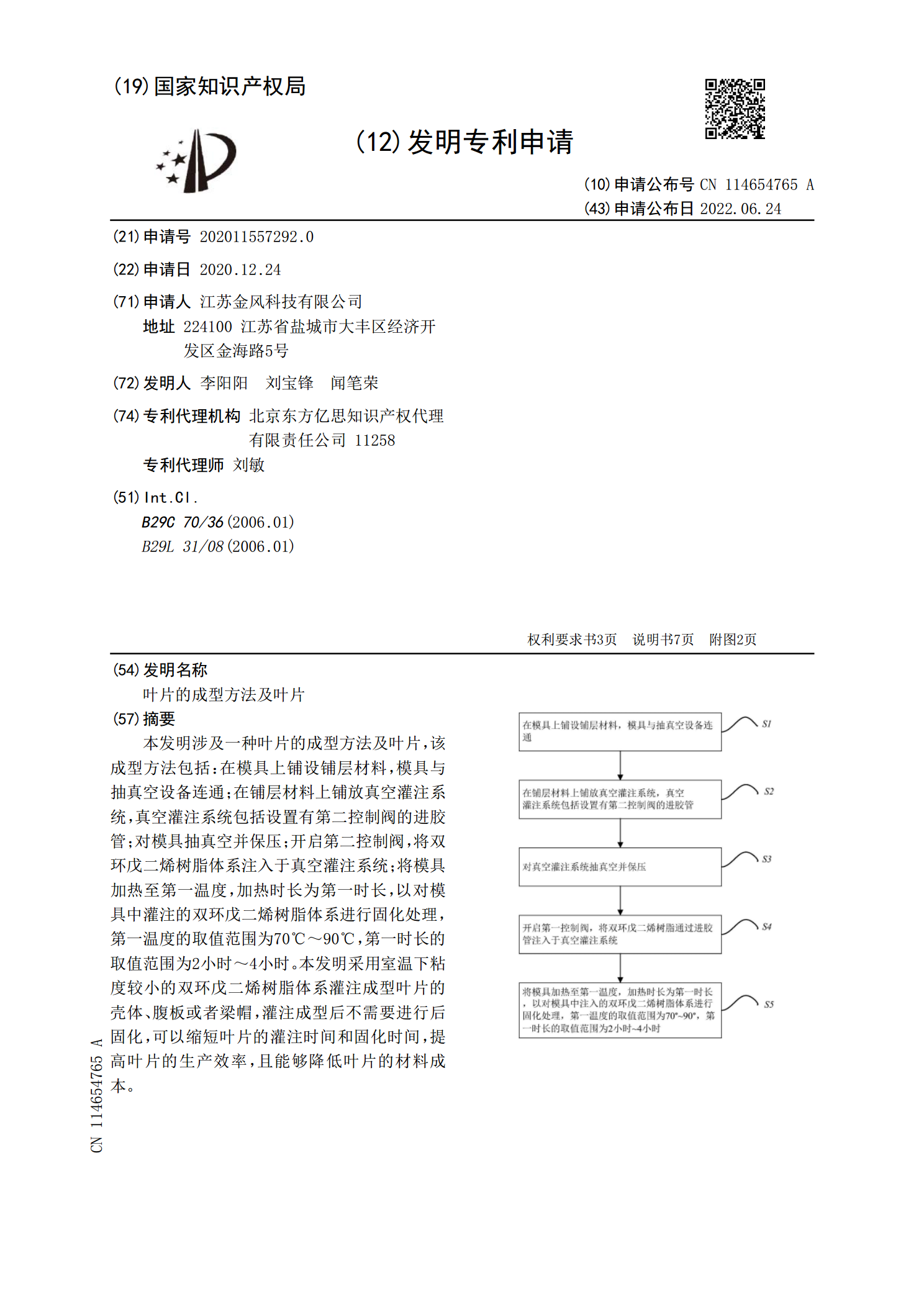
本发明涉及一种叶片的成型方法及叶片,该成型方法包括:在模具上铺设铺层材料,模具与抽真空设备连通;在铺层材料上铺放真空灌注系统,真空灌注系统包括设置有第二控制阀的进胶管;对模具抽真空并保压;开启第二控制阀,将双环戊二烯树脂体系注入于真空灌注系统;将模具加热至第一温度,加热时长为第一时长,以对模具中灌注的双环戊二烯树脂体系进行固化处理,第一温度的取值范围为70℃~90℃,第一时长的取值范围为2小时~4小时。本发明采用室温下粘度较小的双环戊二烯树脂体系灌注成型叶片的壳体、腹板或者梁帽,灌注成型后不需要进行后固化

一种全聚氨酯树脂风电叶片灌注成型工艺.pdf
本发明提供了一种全聚氨酯树脂风电叶片灌注成型工艺,包括:S1、对风电叶片的模具进行清理;S2、在所述模具的内部进行壳体结构层铺设;S3、对所述模具进行抽气前置处理;S4、对所述模具粘贴真空袋膜,并对真空袋膜进行真空度检验。通过对用于灌注风电叶片的模具进行壳体结构层铺设,并对其进行抽气前置处理,提升了所述模具整体的密封性,继而对模具粘贴真空袋膜,对真空袋膜进行真空度检验,确保了所述模具灌注过程中全聚氨酯树脂不会接触到水汽产生反应,提高了固化速度,缩减加热时间,从而大幅降低能源成本,进一步降低整支叶片成本,提

螺旋叶片啮合成型方法及成型设备.pdf
本发明涉及一种螺旋叶片成型方法及专用成型设备。属于压力加工技术领域。本发明利用螺旋叶片啮合成型零件回转运动和原材料钢带纵向进给运动形成螺旋复合运动,在螺旋复合运动作用下实现原材料钢带和成型零件啮合,将原材料钢带一次成型为一定形状尺寸的螺旋叶片。实践证明:该设备采用螺旋叶片的啮合成型方法以钢带为原材料可以一次成型得到螺旋叶片成品,材料利用率100%,叶片厚度均匀,误差≤0.10mm,螺旋叶片的螺距误差≤0.5%,生产效率高,质量稳定,劳动强度轻,适用于中小批量专业生产。
用于叶轮叶片快速成型装置及成型方法.pdf
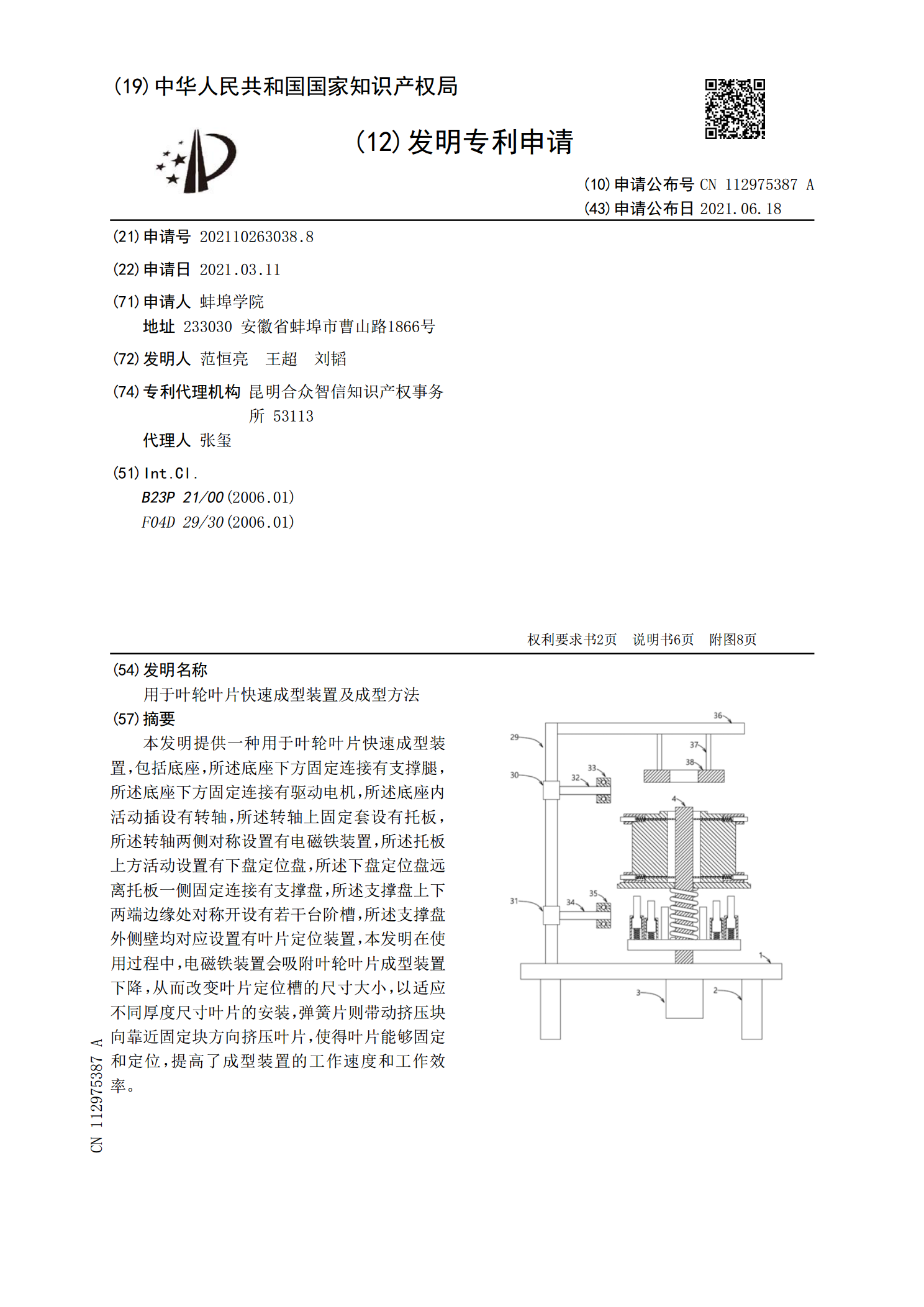
本发明提供一种用于叶轮叶片快速成型装置,包括底座,所述底座下方固定连接有支撑腿,所述底座下方固定连接有驱动电机,所述底座内活动插设有转轴,所述转轴上固定套设有托板,所述转轴两侧对称设置有电磁铁装置,所述托板上方活动设置有下盘定位盘,所述下盘定位盘远离托板一侧固定连接有支撑盘,所述支撑盘上下两端边缘处对称开设有若干台阶槽,所述支撑盘外侧壁均对应设置有叶片定位装置,本发明在使用过程中,电磁铁装置会吸附叶轮叶片成型装置下降,从而改变叶片定位槽的尺寸大小,以适应不同厚度尺寸叶片的安装,弹簧片则带动挤压块向靠近固定