
一种全聚氨酯树脂风电叶片灌注成型工艺.pdf

依波****bc


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种全聚氨酯树脂风电叶片灌注成型工艺.pdf
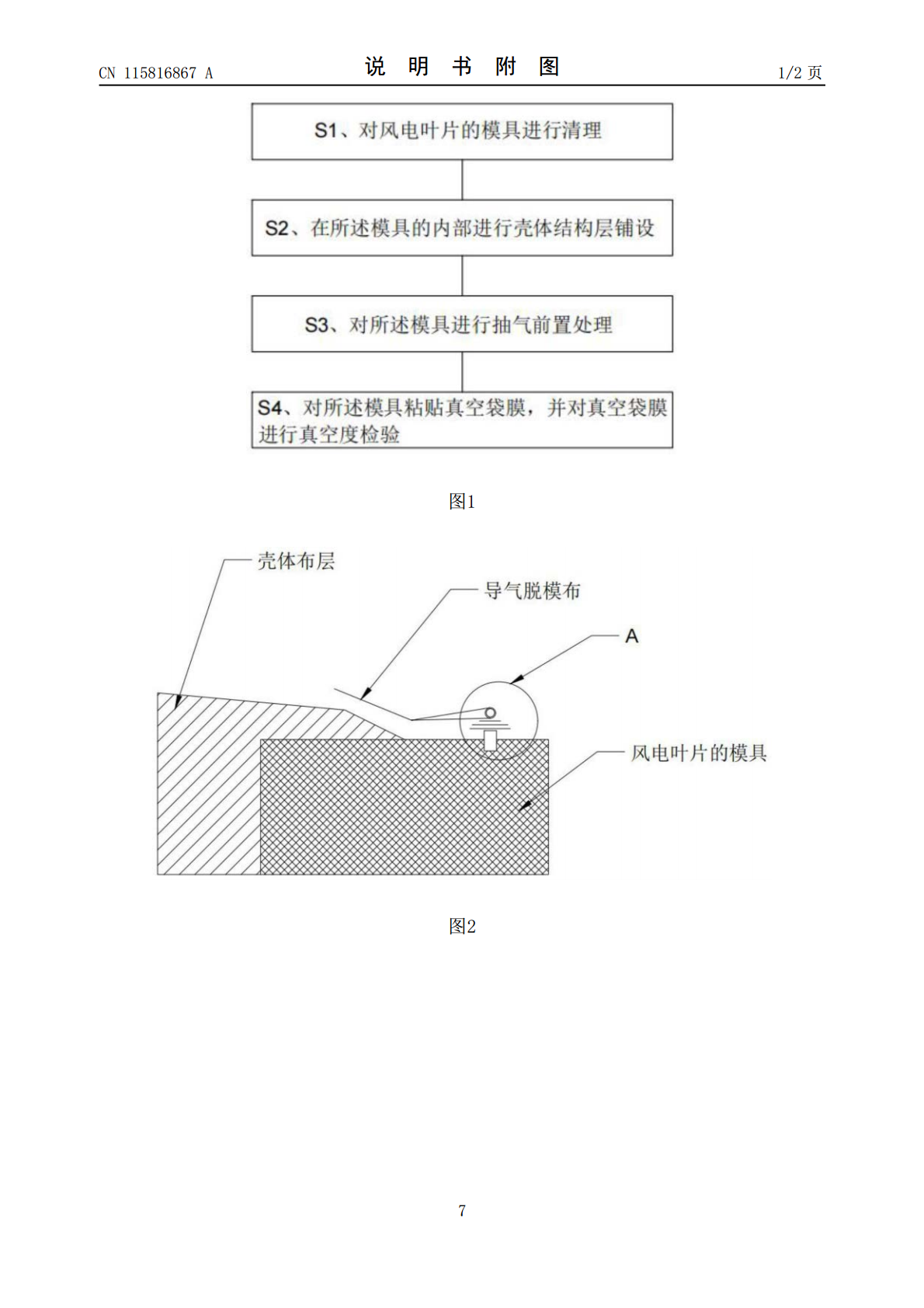
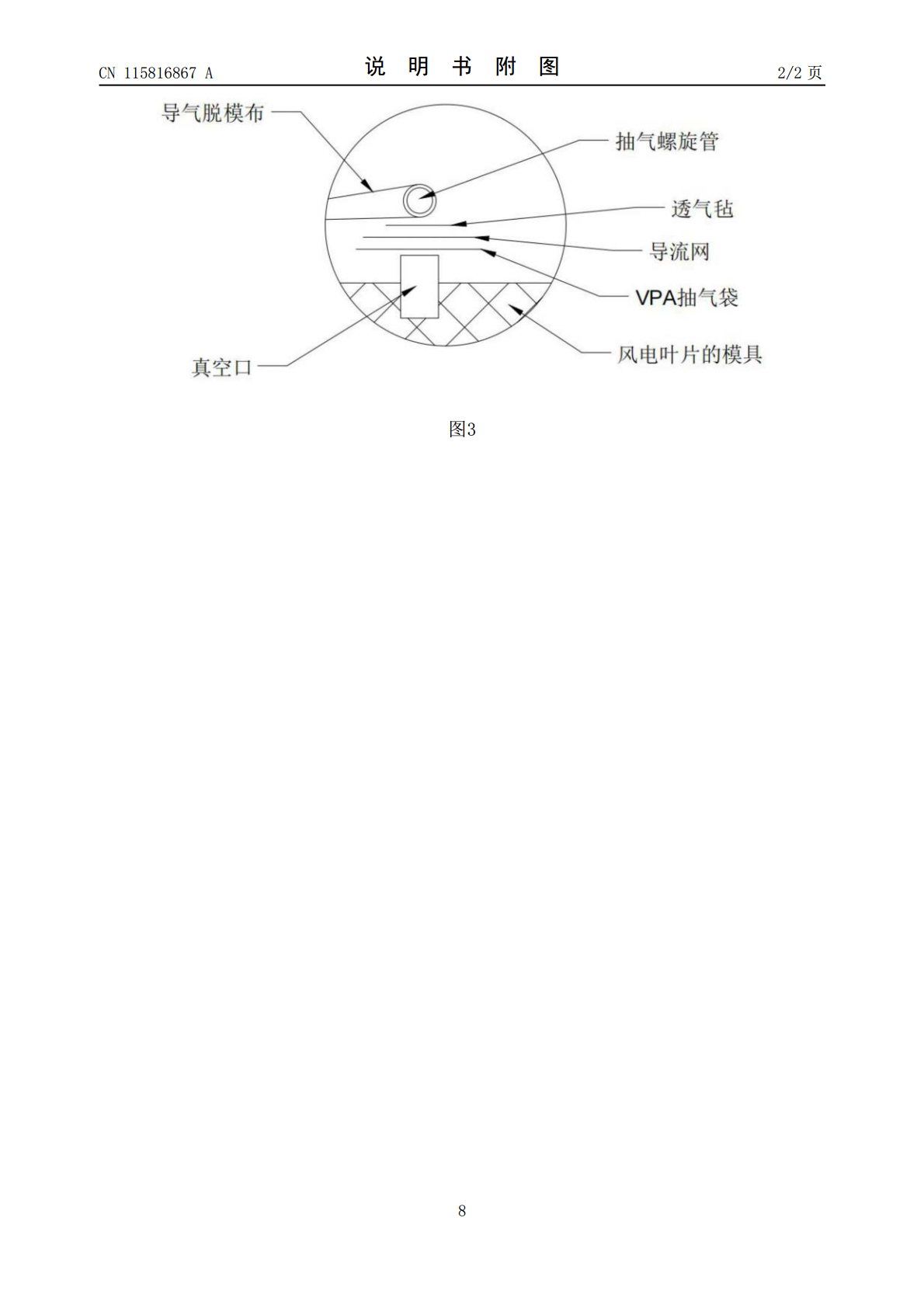
本发明提供了一种全聚氨酯树脂风电叶片灌注成型工艺,包括:S1、对风电叶片的模具进行清理;S2、在所述模具的内部进行壳体结构层铺设;S3、对所述模具进行抽气前置处理;S4、对所述模具粘贴真空袋膜,并对真空袋膜进行真空度检验。通过对用于灌注风电叶片的模具进行壳体结构层铺设,并对其进行抽气前置处理,提升了所述模具整体的密封性,继而对模具粘贴真空袋膜,对真空袋膜进行真空度检验,确保了所述模具灌注过程中全聚氨酯树脂不会接触到水汽产生反应,提高了固化速度,缩减加热时间,从而大幅降低能源成本,进一步降低整支叶片成本,提
一种风电叶片拉挤梁灌注结构及成型方法.pdf
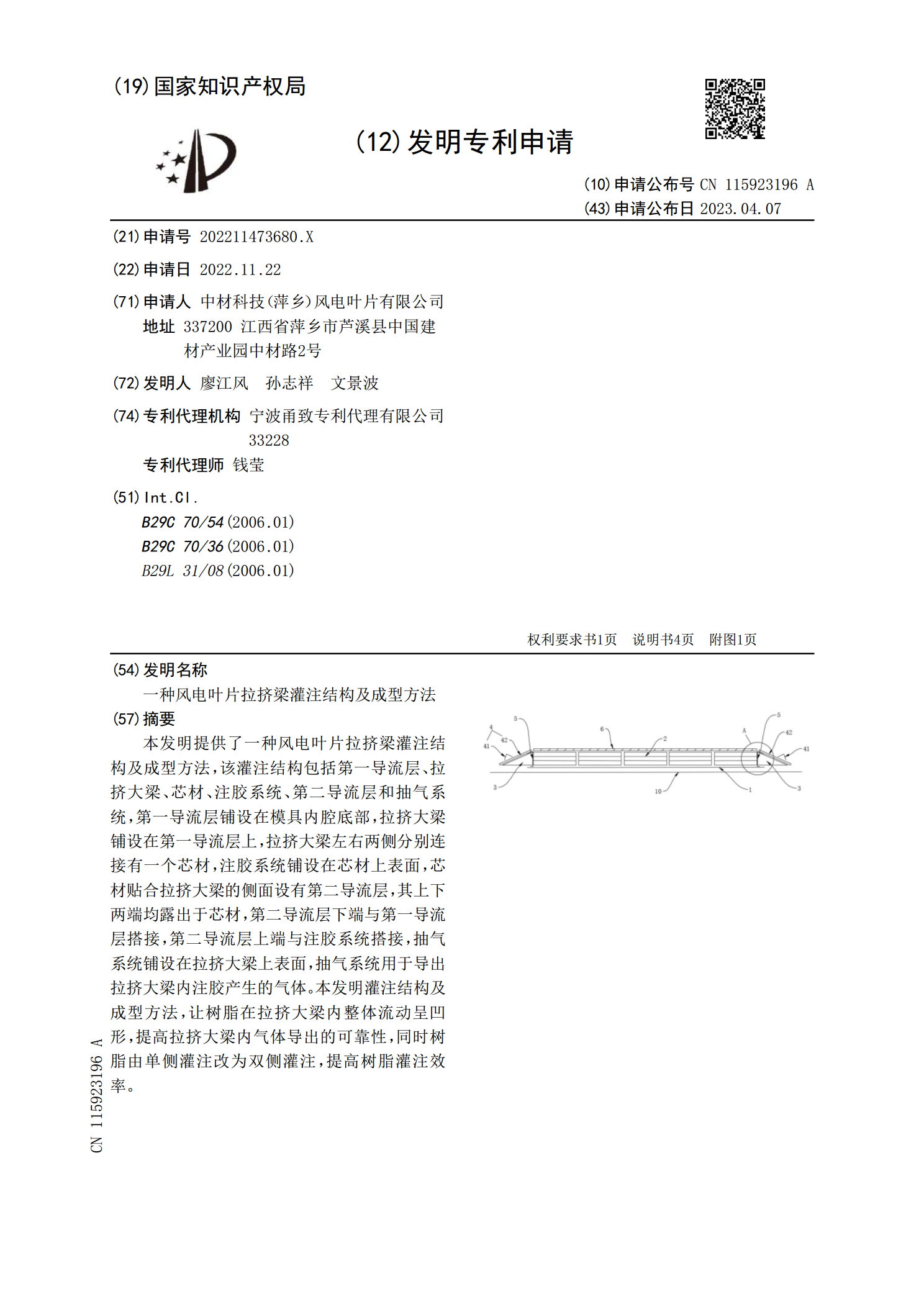
本发明提供了一种风电叶片拉挤梁灌注结构及成型方法,该灌注结构包括第一导流层、拉挤大梁、芯材、注胶系统、第二导流层和抽气系统,第一导流层铺设在模具内腔底部,拉挤大梁铺设在第一导流层上,拉挤大梁左右两侧分别连接有一个芯材,注胶系统铺设在芯材上表面,芯材贴合拉挤大梁的侧面设有第二导流层,其上下两端均露出于芯材,第二导流层下端与第一导流层搭接,第二导流层上端与注胶系统搭接,抽气系统铺设在拉挤大梁上表面,抽气系统用于导出拉挤大梁内注胶产生的气体。本发明灌注结构及成型方法,让树脂在拉挤大梁内整体流动呈凹形,提高拉挤大
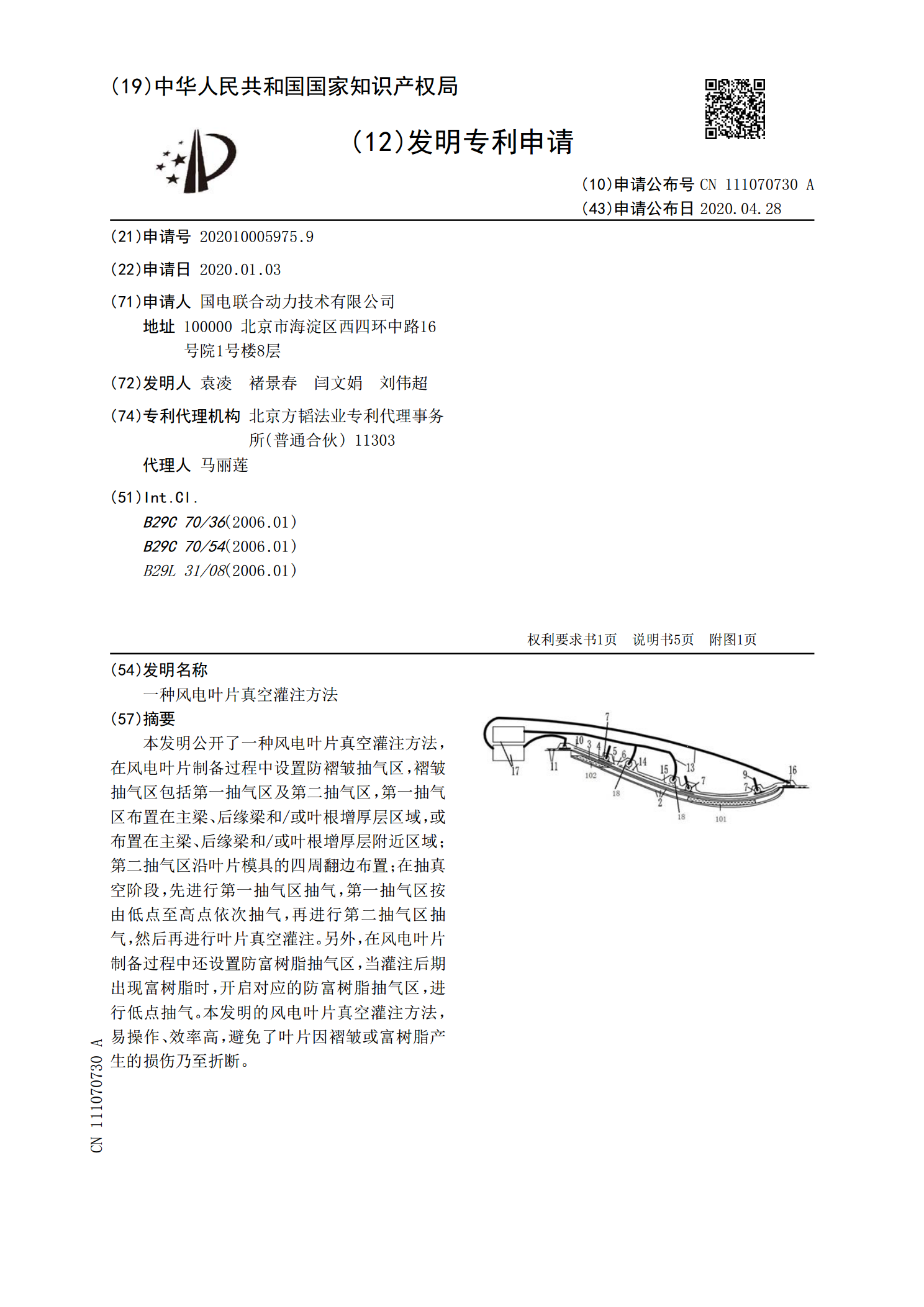
一种风电叶片真空灌注方法.pdf
本发明公开了一种风电叶片真空灌注方法,在风电叶片制备过程中设置防褶皱抽气区,褶皱抽气区包括第一抽气区及第二抽气区,第一抽气区布置在主梁、后缘梁和/或叶根增厚层区域,或布置在主梁、后缘梁和/或叶根增厚层附近区域;第二抽气区沿叶片模具的四周翻边布置;在抽真空阶段,先进行第一抽气区抽气,第一抽气区按由低点至高点依次抽气,再进行第二抽气区抽气,然后再进行叶片真空灌注。另外,在风电叶片制备过程中还设置防富树脂抽气区,当灌注后期出现富树脂时,开启对应的防富树脂抽气区,进行低点抽气。本发明的风电叶片真空灌注方法,易操作
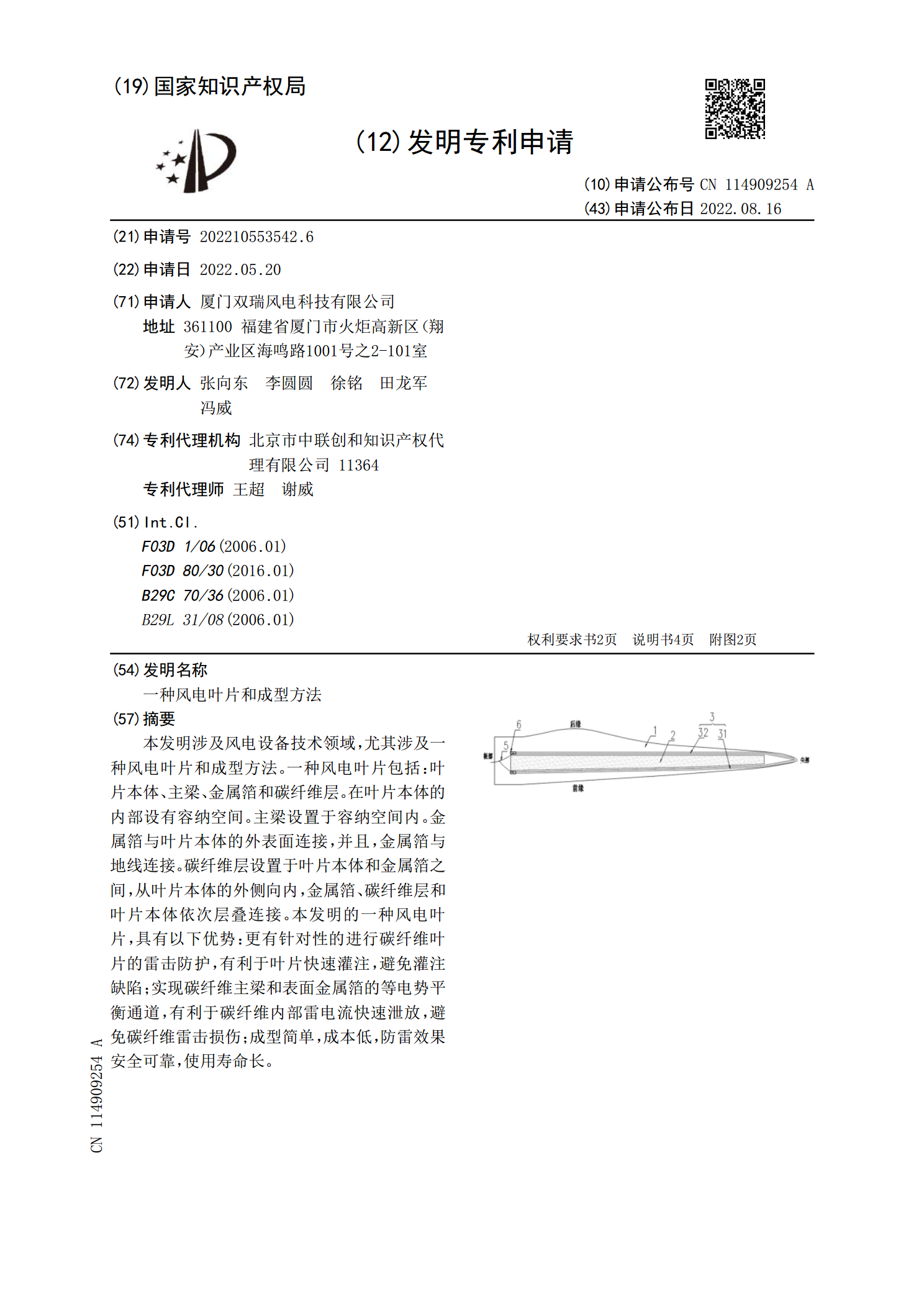
一种风电叶片和成型方法.pdf
本发明涉及风电设备技术领域,尤其涉及一种风电叶片和成型方法。一种风电叶片包括:叶片本体、主梁、金属箔和碳纤维层。在叶片本体的内部设有容纳空间。主梁设置于容纳空间内。金属箔与叶片本体的外表面连接,并且,金属箔与地线连接。碳纤维层设置于叶片本体和金属箔之间,从叶片本体的外侧向内,金属箔、碳纤维层和叶片本体依次层叠连接。本发明的一种风电叶片,具有以下优势:更有针对性的进行碳纤维叶片的雷击防护,有利于叶片快速灌注,避免灌注缺陷;实现碳纤维主梁和表面金属箔的等电势平衡通道,有利于碳纤维内部雷电流快速泄放,避免碳纤维

一种风电叶片真空灌注抽气设置.pdf
本发明涉及一种风电叶片真空灌注抽气设置,包括设置在风电叶片翻边处的透气棉、设置在所述透气棉上的用导流网包裹的缠绕管以及设置在所述风电叶片模具上的真空口,其中所述真空口处依次覆盖VAP半透膜、透气棉和导流网三层结构;所述三层结构连接至模具抽气口。本发明提供的风电叶片真空灌注抽气设置选取缠绕管,导流网等导气效果好的材料,提高了抽气效率。本发明提供的风电叶片真空灌注抽气设置节省了大部分成本较贵的VAP薄膜,仅仅保留了模具抽气口上少量的VAP薄膜,相对于传统的抽气设置,节省了材料成本,提高了抽气效率(其中VAP薄