
径向槽机匣处理方法.pdf

雨巷****怡轩


1/8
2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

径向槽机匣处理方法.pdf
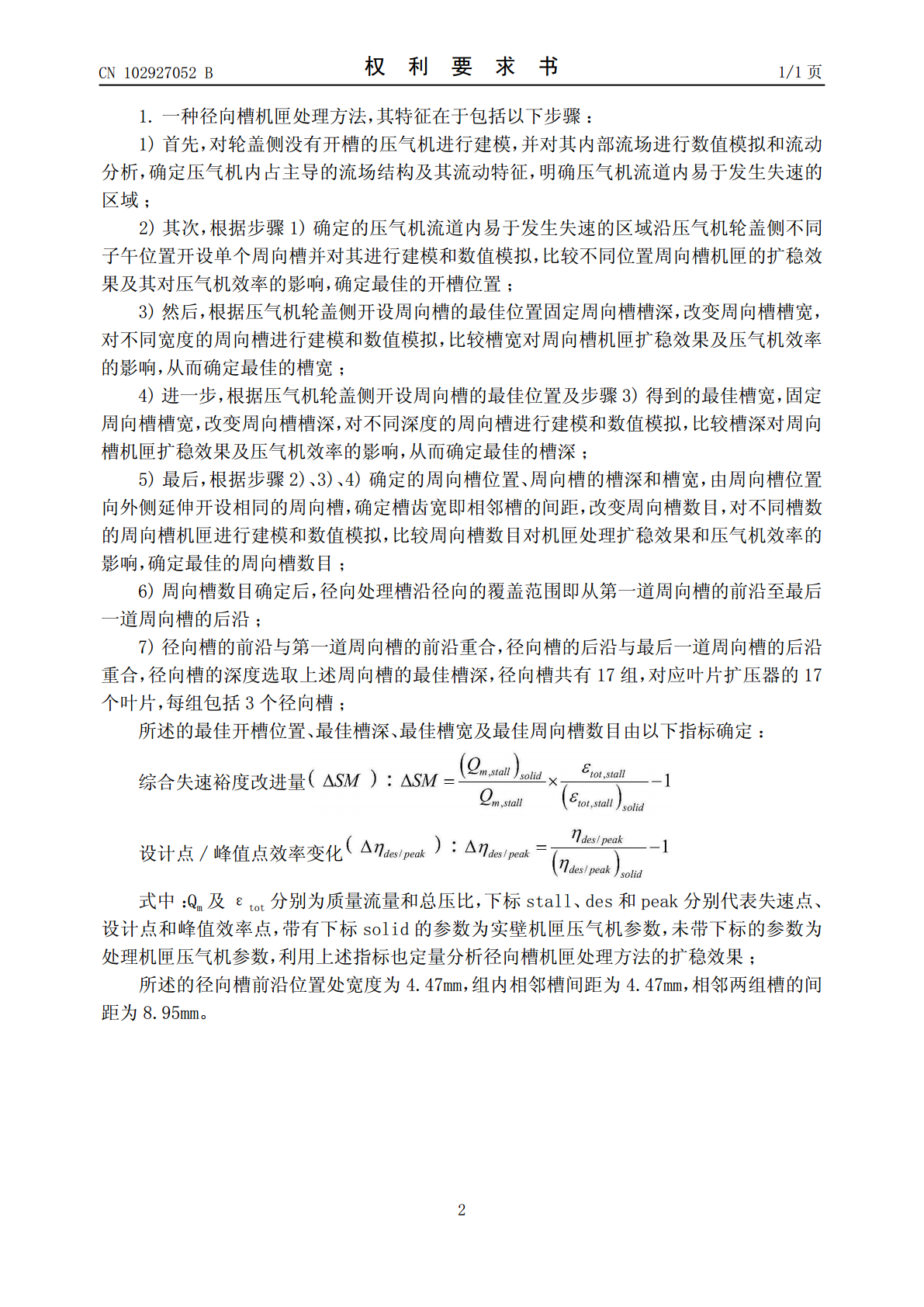
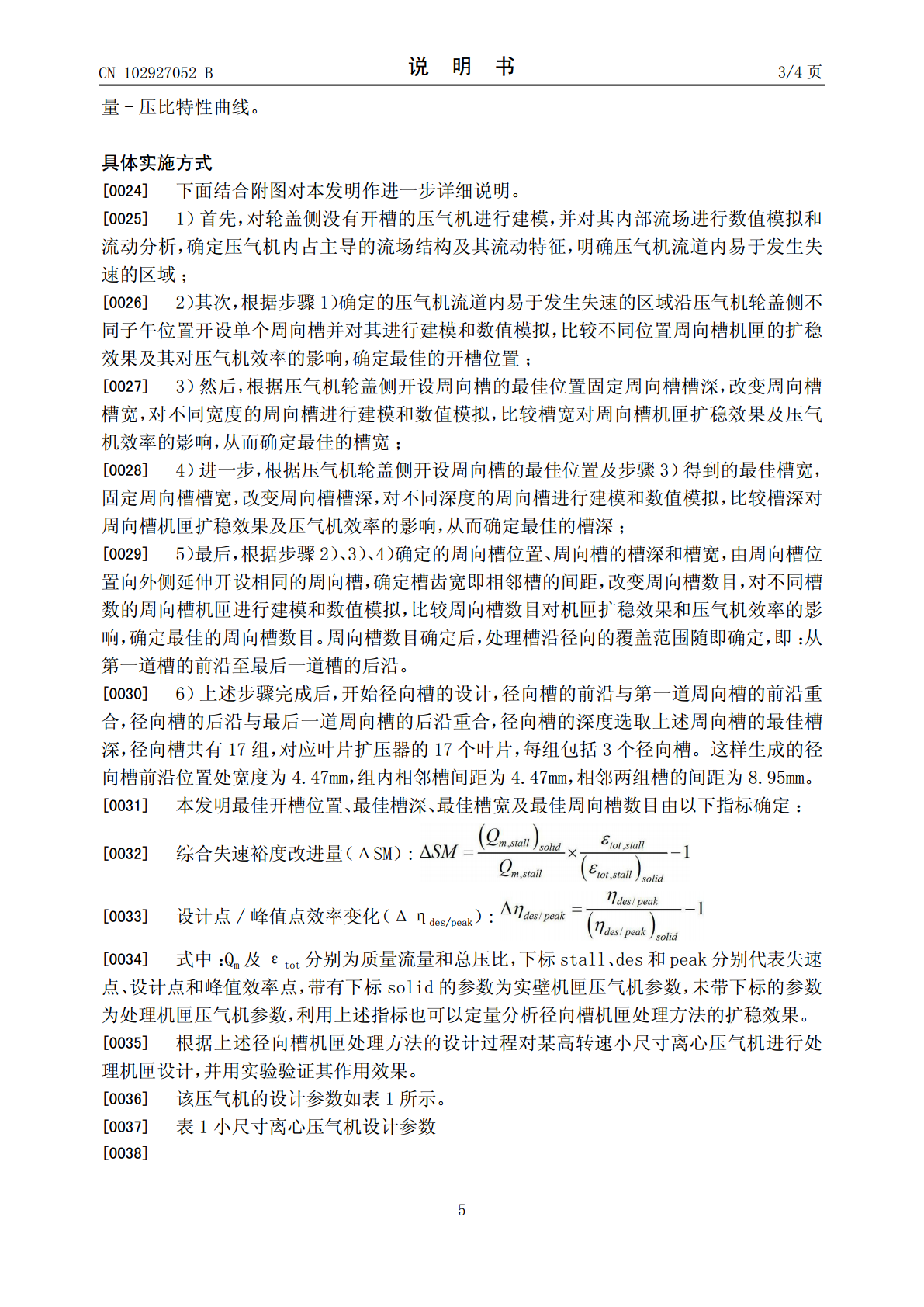
本发明提供了一种用于离心压气机的径向槽机匣处理方法,该方法综合考虑了离心压气机的结构特点和内部流动情况,在叶片扩压器通道中易发生失速的位置沿轮盖侧开径向槽。其特征在于处理槽沿径向的覆盖范围和槽深利用了另一种周向槽机匣处理方法的设计结果,即:首先进行周向槽机匣处理方案的设计,确定最佳槽深及处理槽沿径向的覆盖范围,进而可以进行径向槽机匣处理方案的设计,其具体形式为沿径向离散分布的直槽。设计的基本思路是希望径向槽的走向及间距能引导扩压器轮盖侧低速流体的走向,并且为低速流体提供回流通道,有助于减弱顶部通道的堵塞,

周向槽机匣处理方法.pdf
本发明提供了一种用于离心压气机的周向槽机匣处理方法,该方法综合考虑了离心压气机的结构特点和内部流动情况,在扩压器通道中易发生失速的位置沿轮盖侧周向开槽,为扩压器顶部区域的低速流体提供了一个回流通道,将低动能流体团抽吸进入处理槽内并沿处理槽周向和流向输运,在这一过程中,仅有部分流体重新注入主流,低动能流体区域的面积缩小并且流速也有提高,改善了扩压器顶部通道的流动状况,减弱了顶部通道的堵塞,大幅度提高了压气机的稳定工作范围,同时峰值效率和压比也有所提高。

高温合金机匣的环槽加工方法.pdf
本发明公开了一种高温合金机匣的环槽加工方法,环槽为扇形结构,包括以下步骤:粗加工,在高温合金机匣上依据设计需求确定加工区域,采用钻削对加工区域进行垂直钻孔,以去除大部分加工余量;第一次半精加工,采用立铣刀对钻削后的区域进行铣削加工,铣削至环槽的槽底预留2mm和槽壁单边预留0.2mm的加工余量;第二次半精加工,将球头铣刀伸入到环槽内进行铣削加工,铣削至环槽的槽底;精加工,采用球头铣刀对环槽进行精加工,获得环槽。本发明的高温合金机匣的环槽加工方法,依据不同的加工方式,采用不同的刀具,对环槽不同部位有针对性的加
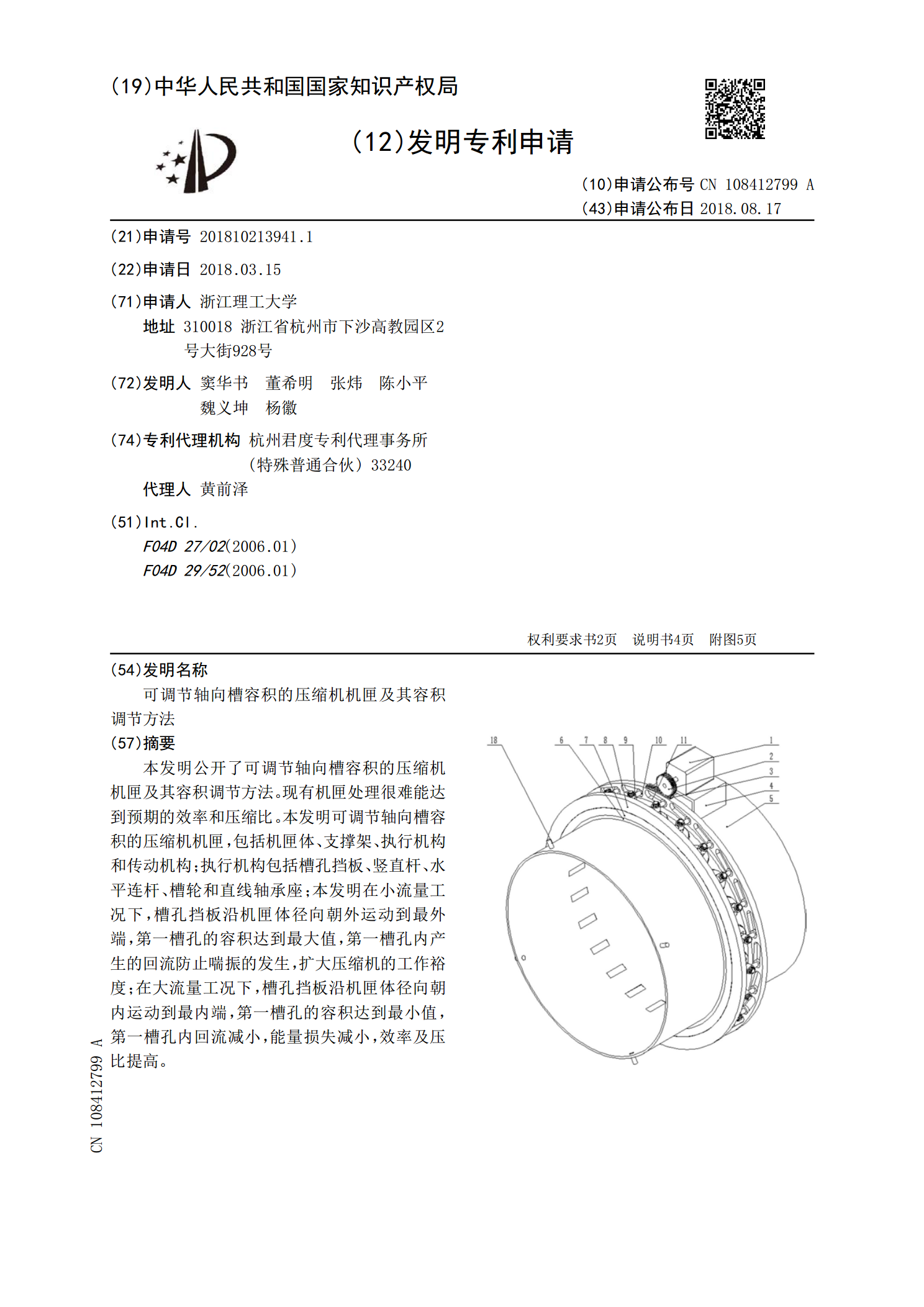
可调节轴向槽容积的压缩机机匣及其容积调节方法.pdf
本发明公开了可调节轴向槽容积的压缩机机匣及其容积调节方法。现有机匣处理很难能达到预期的效率和压缩比。本发明可调节轴向槽容积的压缩机机匣,包括机匣体、支撑架、执行机构和传动机构;执行机构包括槽孔挡板、竖直杆、水平连杆、槽轮和直线轴承座;本发明在小流量工况下,槽孔挡板沿机匣体径向朝外运动到最外端,第一槽孔的容积达到最大值,第一槽孔内产生的回流防止喘振的发生,扩大压缩机的工作裕度;在大流量工况下,槽孔挡板沿机匣体径向朝内运动到最内端,第一槽孔的容积达到最小值,第一槽孔内回流减小,能量损失减小,效率及压比提高。
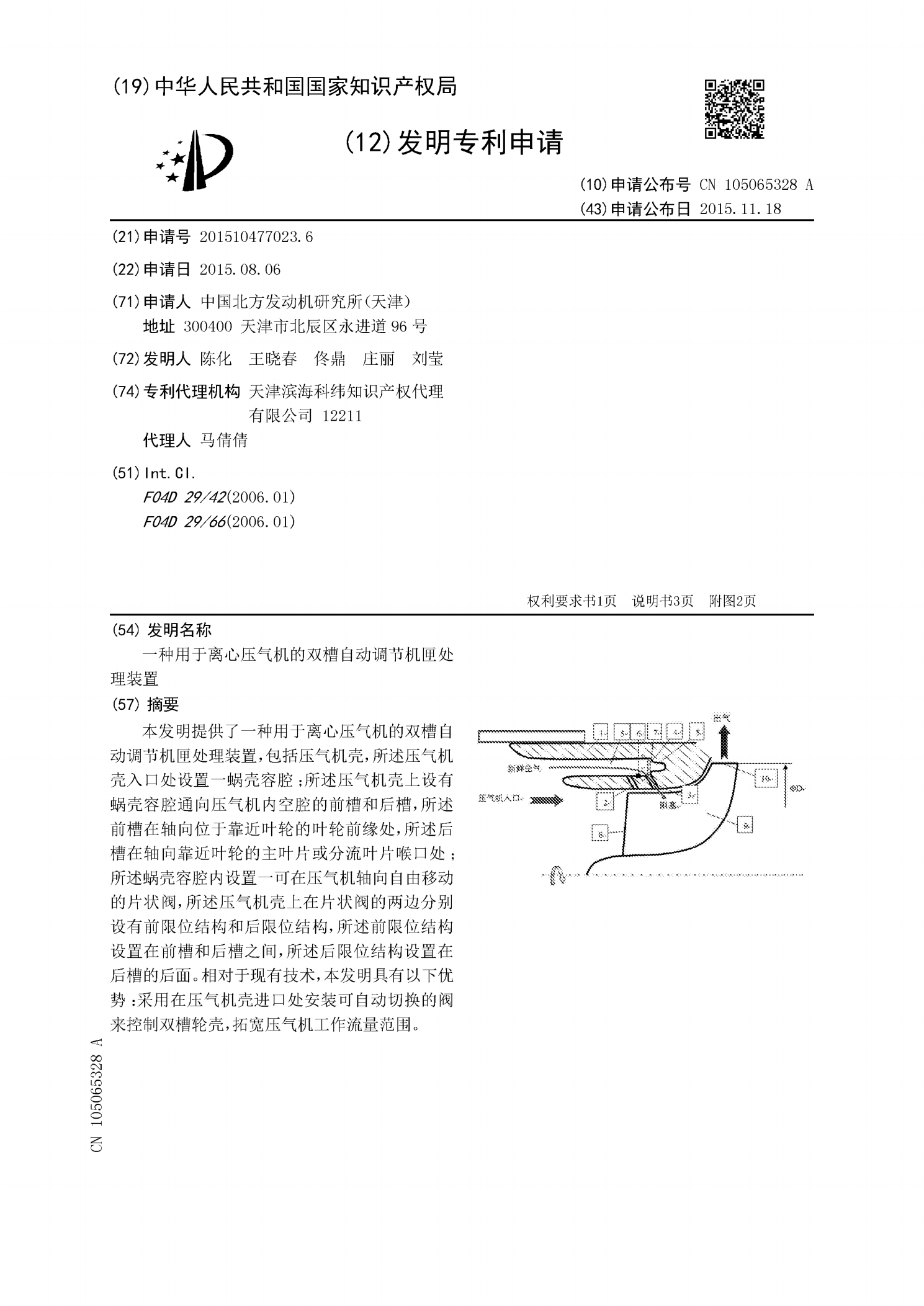
一种用于离心压气机的双槽自动调节机匣处理装置.pdf
本发明提供了一种用于离心压气机的双槽自动调节机匣处理装置,包括压气机壳,所述压气机壳入口处设置一蜗壳容腔;所述压气机壳上设有蜗壳容腔通向压气机内空腔的前槽和后槽,所述前槽在轴向位于靠近叶轮的叶轮前缘处,所述后槽在轴向靠近叶轮的主叶片或分流叶片喉口处;所述蜗壳容腔内设置一可在压气机轴向自由移动的片状阀,所述压气机壳上在片状阀的两边分别设有前限位结构和后限位结构,所述前限位结构设置在前槽和后槽之间,所述后限位结构设置在后槽的后面。相对于现有技术,本发明具有以下优势:采用在压气机壳进口处安装可自动切换的阀来控制