
一种钛合金叶片的加工方法.pdf

论文****可爱


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钛合金叶片的加工方法.pdf
本发明叶片加工技术领域,具体公开了一种钛合金叶片的加工方法,包括以下步骤:刀具选择;毛坯装夹定位,确定粗铣定位基准;采用分层加工的方式对毛坯全周粗铣加工,使得毛坯粗加工后任其变形;型面部分、叶冠开档面、叶冠圆角R过渡部分半精铣;型面部分、叶根叶冠开档面、叶根叶冠圆角R过渡部分精铣;保证定位基准的精度要求,对变形后的毛坯进行基准修整加工;线切割叶根,磨削叶根;叶根半精铣和精铣加工;各处倒角及残留面精铣;线切割总长、钳修、抛光、检验,完成加工。本发明有效的避免切削温度过高,避免烧刀的情况出现;对于铣削深度与宽
一种钛合金大尺寸叶片电解加工方法.pdf
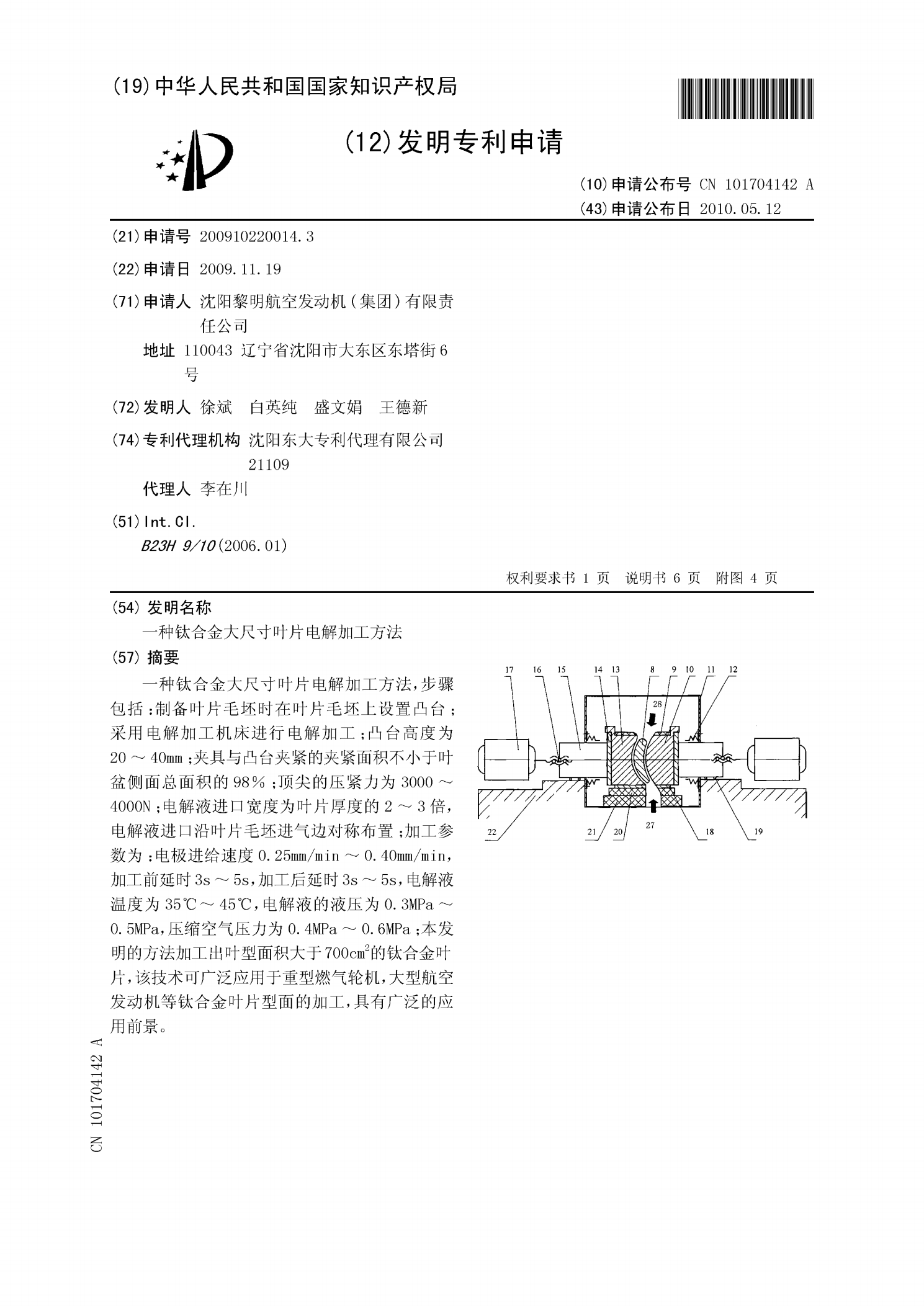
一种钛合金大尺寸叶片电解加工方法,步骤包括:制备叶片毛坯时在叶片毛坯上设置凸台;采用电解加工机床进行电解加工;凸台高度为20~40mm;夹具与凸台夹紧的夹紧面积不小于叶盆侧面总面积的98%;顶尖的压紧力为3000~4000N;电解液进口宽度为叶片厚度的2~3倍,电解液进口沿叶片毛坯进气边对称布置;加工参数为:电极进给速度0.25mm/min~0.40mm/min,加工前延时3s~5s,加工后延时3s~5s,电解液温度为35℃~45℃,电解液的液压为0.3MPa~0.5MPa,压缩空气压力为0.4MPa~0

一种叶片和叶片加工方法.pdf
本申请涉及一种叶片和叶片加工方法,涉及风电技术领域,该叶片包括多个工作部位;其中,多个工作部位的需求结构强度不同;多个芯材,每个工作部位内均设有芯材;其中,每个工作部位内的芯材上均设置有多个凹槽,不同工作部位的芯材上的多个凹槽的分布密度不同,且分布密度与需求结构强度正相关;不同工作部位内的芯材的材料密度不同,且材料密度与需求结构强度正相关。本申请提供的叶片和叶片加工方法,其可以在满足叶片各部位的结构强度需求的情况下,减轻叶片重量,节省生产成本,改善叶片上的部分部位出现结构强度冗余较大的问题。
一种叶片加工方法.pdf
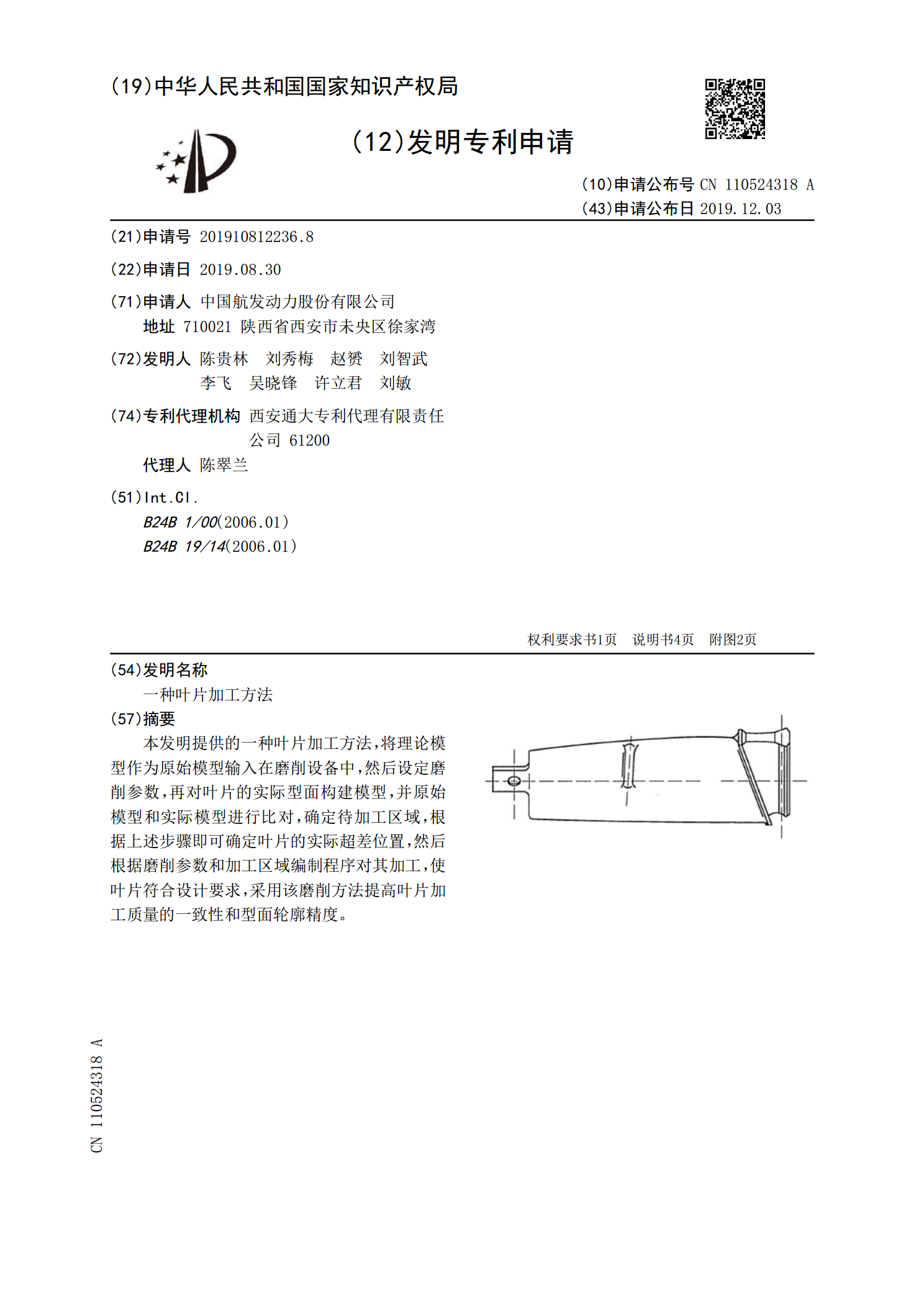
本发明提供的一种叶片加工方法,将理论模型作为原始模型输入在磨削设备中,然后设定磨削参数,再对叶片的实际型面构建模型,并原始模型和实际模型进行比对,确定待加工区域,根据上述步骤即可确定叶片的实际超差位置,然后根据磨削参数和加工区域编制程序对其加工,使叶片符合设计要求,采用该磨削方法提高叶片加工质量的一致性和型面轮廓精度。

一种钛合金整体叶片盘及其制造方法.pdf
本发明公开了属于钛合金材料及其制造技术领域的一种钛合金整体叶片盘及其制造方法。该整体叶片盘由轮盘和叶片组成,轮盘与叶片为一整体,其特征在于:所述轮盘由高强度钛合金组成,所述叶片由钛铝金属间化合物合金组成。所述轮盘与叶片之间的成分过渡为直接过渡。本发明利用激光逐层熔化堆积材料直接制备出具有阻燃和高温强度的近终形钛合金整体叶片盘,无需传统加工方法的多步热加工过程,显著减少加工量,提高材料的利用率和结构效率;轮盘具有高的塑性、强度及低周疲劳性能,叶片具有阻燃性能和高的高温强度和刚性,满足了压气机整体叶片盘在使用