
一种钛合金大尺寸叶片电解加工方法.pdf

宜欣****外呢


1/10

2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钛合金大尺寸叶片电解加工方法.pdf
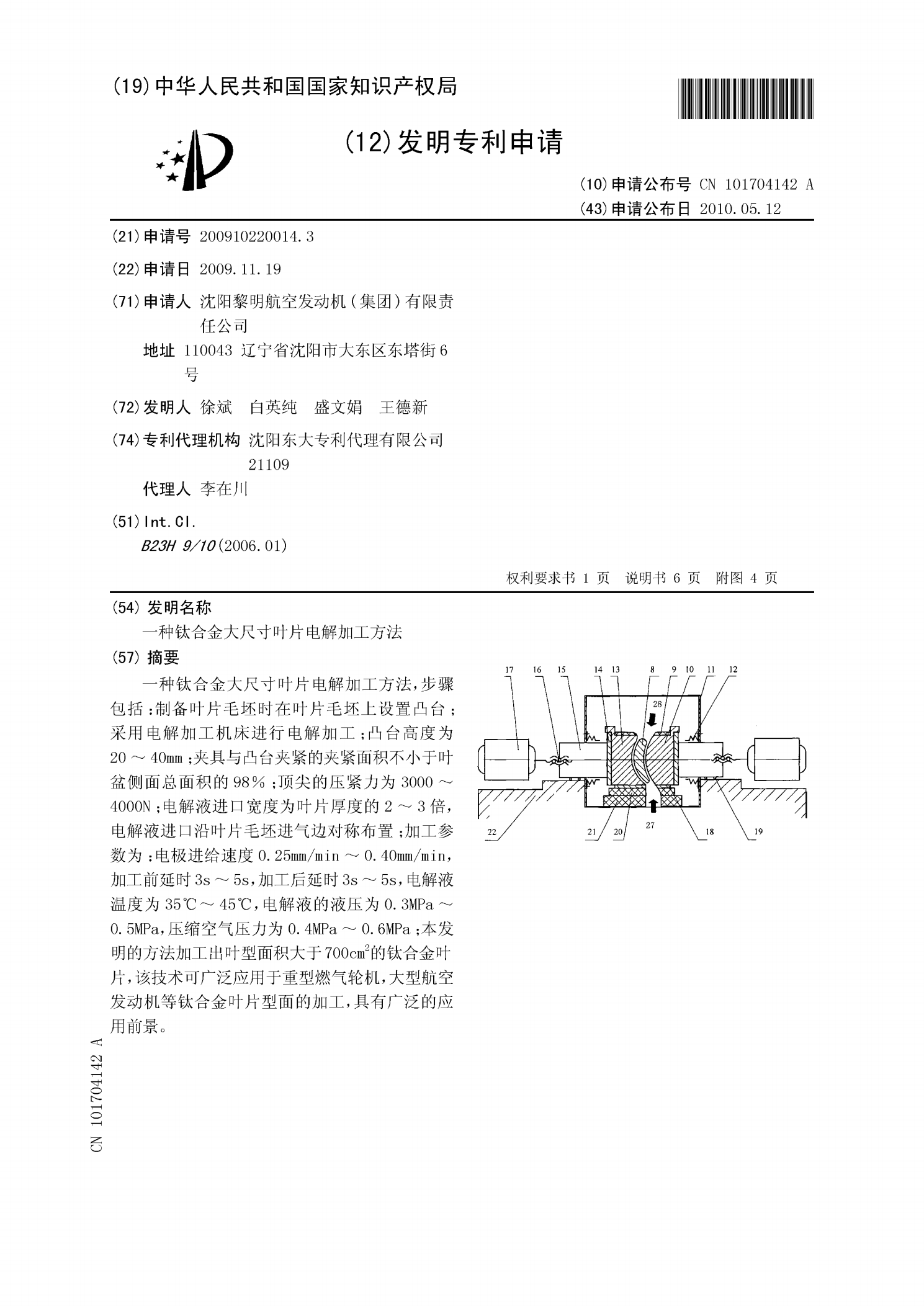
一种钛合金大尺寸叶片电解加工方法,步骤包括:制备叶片毛坯时在叶片毛坯上设置凸台;采用电解加工机床进行电解加工;凸台高度为20~40mm;夹具与凸台夹紧的夹紧面积不小于叶盆侧面总面积的98%;顶尖的压紧力为3000~4000N;电解液进口宽度为叶片厚度的2~3倍,电解液进口沿叶片毛坯进气边对称布置;加工参数为:电极进给速度0.25mm/min~0.40mm/min,加工前延时3s~5s,加工后延时3s~5s,电解液温度为35℃~45℃,电解液的液压为0.3MPa~0.5MPa,压缩空气压力为0.4MPa~0
大尺寸钛合金棒加工方法.pdf
本发明公开了一种大尺寸钛合金棒加工方法。所述方法在低于钛合金熔点的情况下,通过对大端面进行预热,达到预热温度后向炉体内充入氢气,并向待连接端面喷撒氢化钛粉,使得钛合金端面表层快速熔化,然后通过离心力将含氢熔体甩出形成半固态表面,通过对两个待连接钛合金工件施压,实现其界面的快速连接,完成以后,通过真空处理,去除钛合金中的氢元素并实现焊接区域组织细化。所述方法只需要较低的能量即可实现大端面钛合金的连接,能耗低,热影响区相对较小,且连接效果好。

一种钛合金叶片的加工方法.pdf
本发明叶片加工技术领域,具体公开了一种钛合金叶片的加工方法,包括以下步骤:刀具选择;毛坯装夹定位,确定粗铣定位基准;采用分层加工的方式对毛坯全周粗铣加工,使得毛坯粗加工后任其变形;型面部分、叶冠开档面、叶冠圆角R过渡部分半精铣;型面部分、叶根叶冠开档面、叶根叶冠圆角R过渡部分精铣;保证定位基准的精度要求,对变形后的毛坯进行基准修整加工;线切割叶根,磨削叶根;叶根半精铣和精铣加工;各处倒角及残留面精铣;线切割总长、钳修、抛光、检验,完成加工。本发明有效的避免切削温度过高,避免烧刀的情况出现;对于铣削深度与宽
大尺寸钛合金棒加工装置.pdf
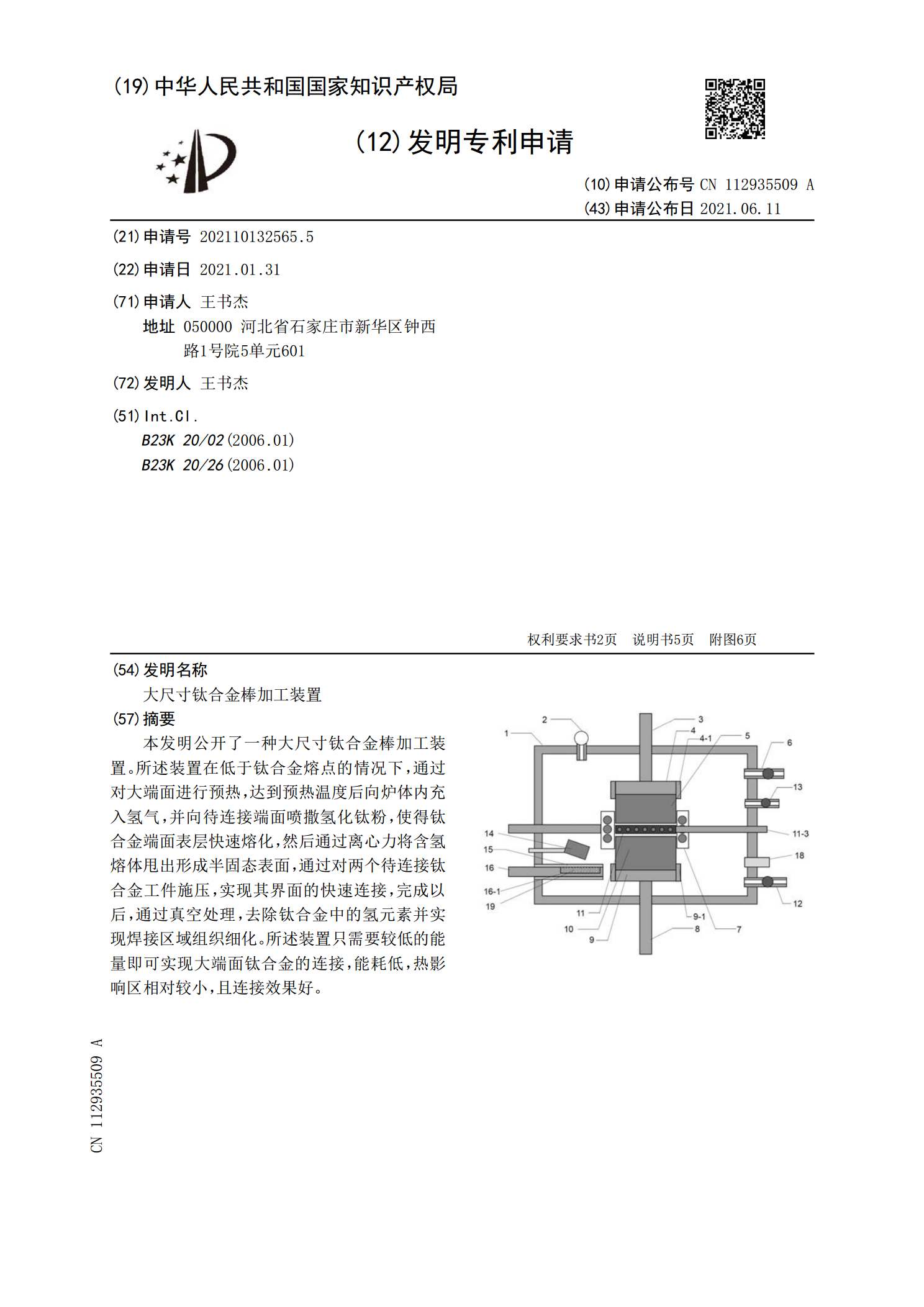
本发明公开了一种大尺寸钛合金棒加工装置。所述装置在低于钛合金熔点的情况下,通过对大端面进行预热,达到预热温度后向炉体内充入氢气,并向待连接端面喷撒氢化钛粉,使得钛合金端面表层快速熔化,然后通过离心力将含氢熔体甩出形成半固态表面,通过对两个待连接钛合金工件施压,实现其界面的快速连接,完成以后,通过真空处理,去除钛合金中的氢元素并实现焊接区域组织细化。所述装置只需要较低的能量即可实现大端面钛合金的连接,能耗低,热影响区相对较小,且连接效果好。
一种大尺寸燃机透平叶片精铸毛坯定位及加工方法.pdf
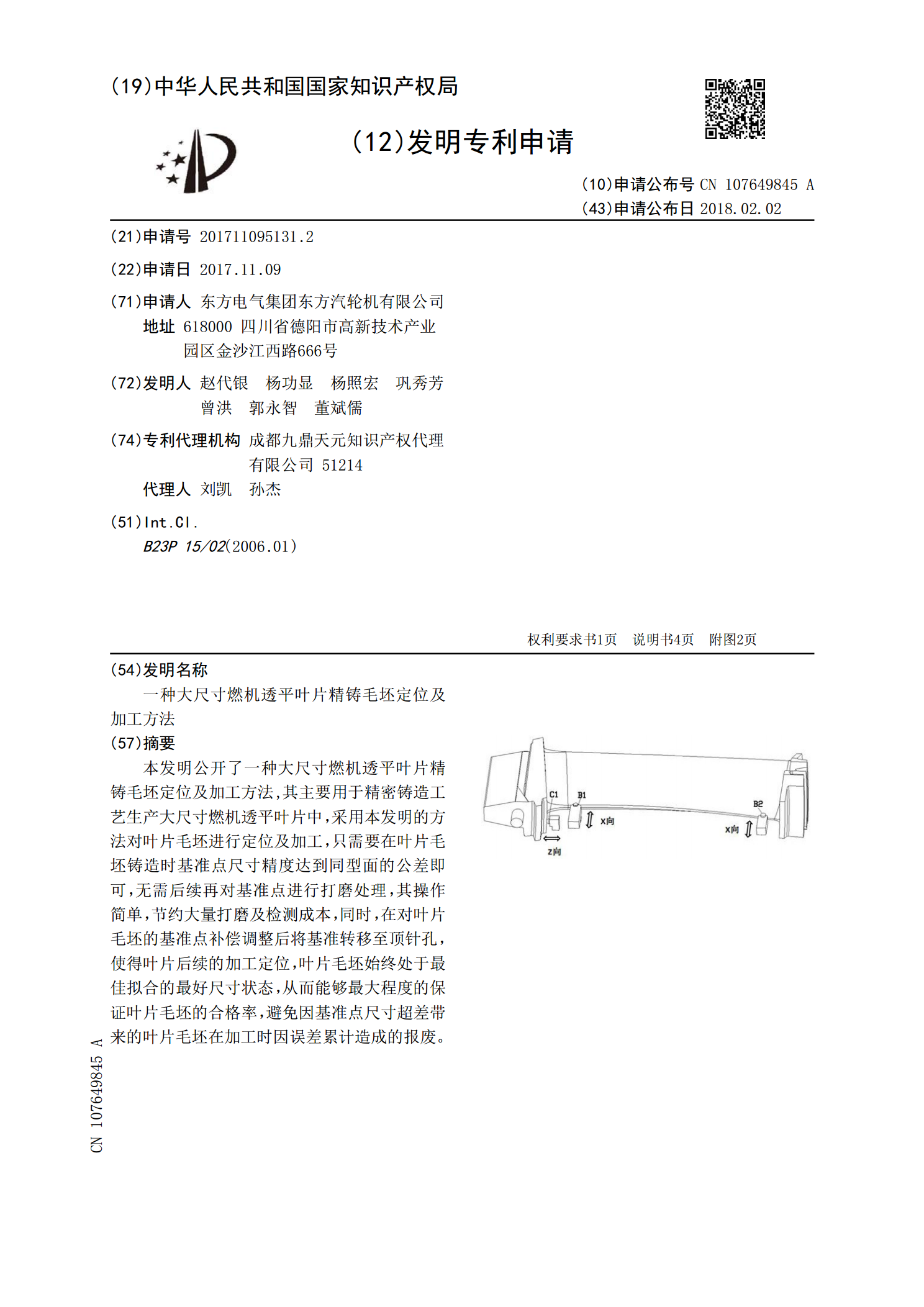
本发明公开了一种大尺寸燃机透平叶片精铸毛坯定位及加工方法,其主要用于精密铸造工艺生产大尺寸燃机透平叶片中,采用本发明的方法对叶片毛坯进行定位及加工,只需要在叶片毛坯铸造时基准点尺寸精度达到同型面的公差即可,无需后续再对基准点进行打磨处理,其操作简单,节约大量打磨及检测成本,同时,在对叶片毛坯的基准点补偿调整后将基准转移至顶针孔,使得叶片后续的加工定位,叶片毛坯始终处于最佳拟合的最好尺寸状态,从而能够最大程度的保证叶片毛坯的合格率,避免因基准点尺寸超差带来的叶片毛坯在加工时因误差累计造成的报废。