
一种非晶合金带材表面清洗方法及非晶合金带材.pdf

文宣****66


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种非晶合金带材表面清洗方法及非晶合金带材.pdf
本发明公开了一种非晶合金带材表面清洗方法及非晶合金带材,属于非晶合金带材加工处理领域。其技术方案包括依次包括碱洗步骤和酸洗步骤,清洗时利用超声进行清洗,碱洗步骤的PH值为7‑10,碱洗液温度为40‑60℃,酸洗步骤PH值为4‑7,酸洗液温度为10‑25℃。本发明应用于非晶合金带材表面清洗方面,解决现有非晶合金带材表面因除残留切削液或油污而导致涂层涂敷工艺受到影响的问题,具有清洗效果好、清洗彻底且能够增加表面摩擦力,增强对涂层的附着力的特点。
一种非晶纳米晶合金带材及其制备方法.pdf
本发明涉及一种非晶纳米晶合金带材及其制备方法。采用平面流技术制造非晶纳米晶合金带材,制备过程中喷嘴包中合金液温度的波动范围不大于20℃,进入熔潭之前冷却辊外圆周表面温度的波动范围不大于50℃,带材在剥离冷却辊外圆周表面时剥离温度的波动范围不大于50℃。通过该方法制备得到,在同一炉次内部的带材长度及宽度方向的不同部位,带材的晶化温度差值不大于2℃;在不同炉次之间,带材的晶化温度差值不大于5℃。本发明制备的非晶纳米晶合金带材具有优良的晶化温度一致性,提高后续的热处理效率,并保证热处理后带材或铁心的磁性能的一致
非晶合金带材冷却速度的筛选方法.pdf
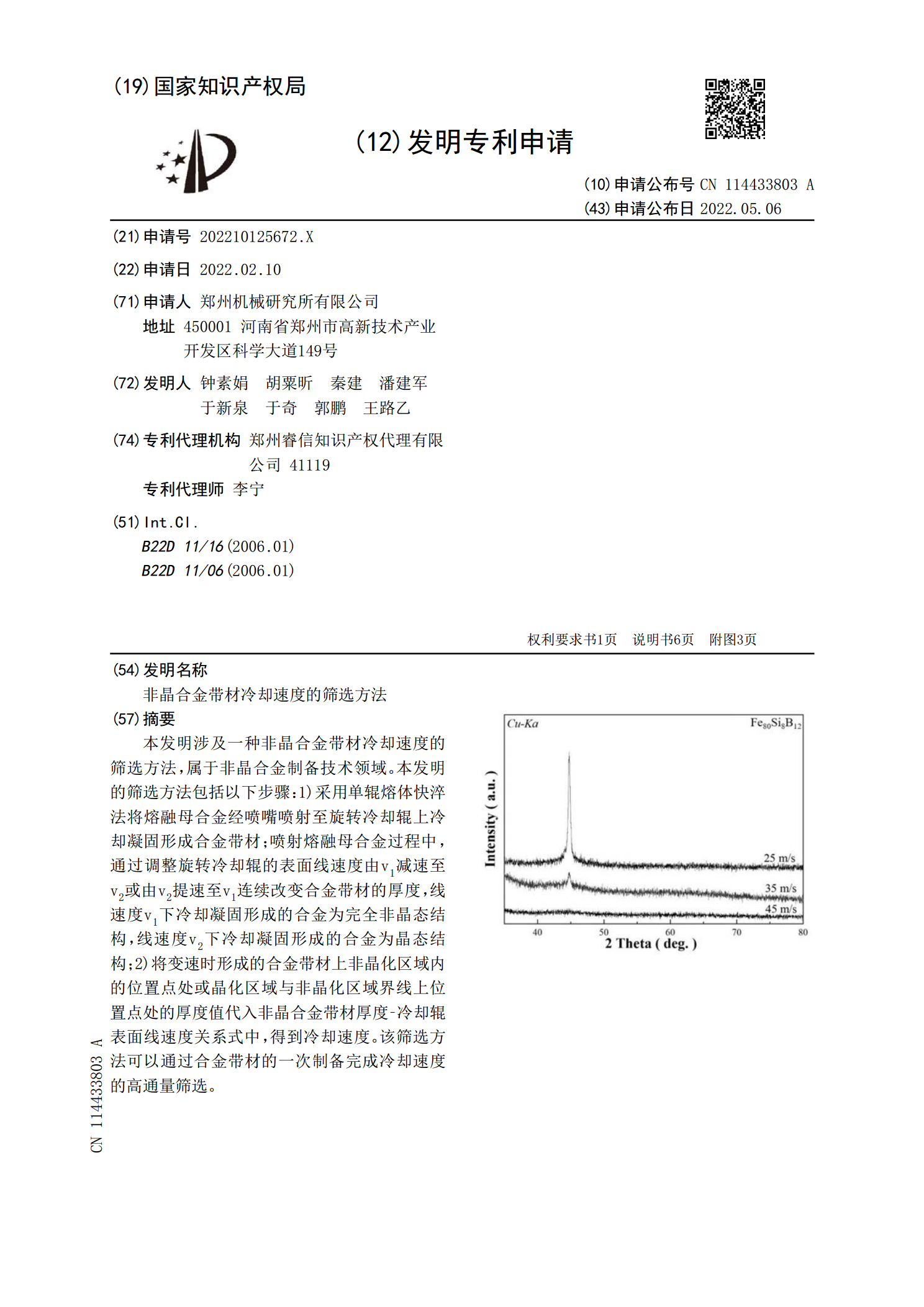
本发明涉及一种非晶合金带材冷却速度的筛选方法,属于非晶合金制备技术领域。本发明的筛选方法包括以下步骤:1)采用单辊熔体快淬法将熔融母合金经喷嘴喷射至旋转冷却辊上冷却凝固形成合金带材;喷射熔融母合金过程中,通过调整旋转冷却辊的表面线速度由v<base:Sub>1</base:Sub>减速至v<base:Sub>2</base:Sub>或由v<base:Sub>2</base:Sub>提速至v<base:Sub>1</base:Sub>连续改变合金带材的厚度,线速度v<base:Sub>1</base:Sub
非晶合金带材表面热涂绝缘粉方法及装置.pdf
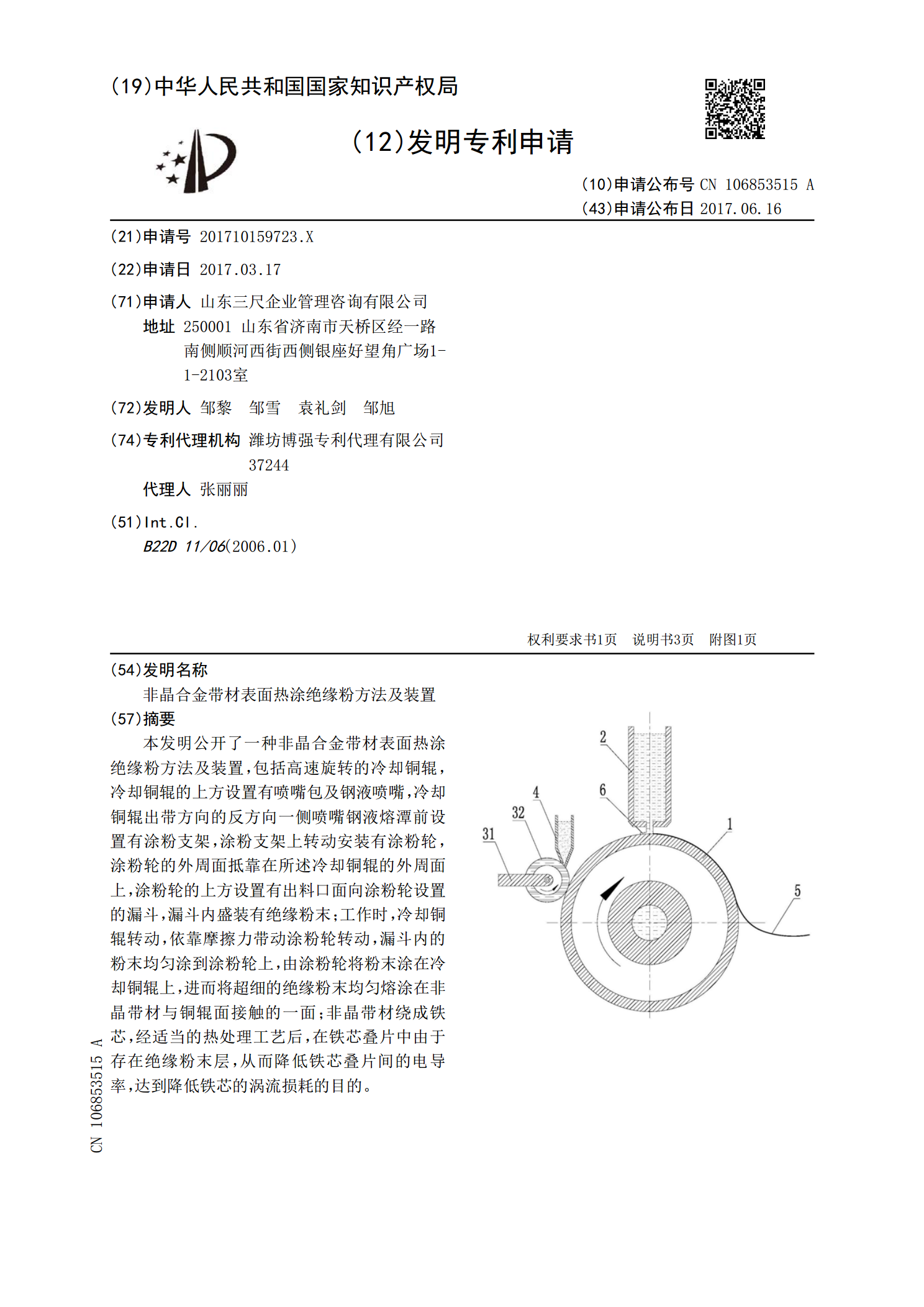
本发明公开了一种非晶合金带材表面热涂绝缘粉方法及装置,包括高速旋转的冷却铜辊,冷却铜辊的上方设置有喷嘴包及钢液喷嘴,冷却铜辊出带方向的反方向一侧喷嘴钢液熔潭前设置有涂粉支架,涂粉支架上转动安装有涂粉轮,涂粉轮的外周面抵靠在所述冷却铜辊的外周面上,涂粉轮的上方设置有出料口面向涂粉轮设置的漏斗,漏斗内盛装有绝缘粉末;工作时,冷却铜辊转动,依靠摩擦力带动涂粉轮转动,漏斗内的粉末均匀涂到涂粉轮上,由涂粉轮将粉末涂在冷却铜辊上,进而将超细的绝缘粉末均匀熔涂在非晶带材与铜辊面接触的一面;非晶带材绕成铁芯,经适当的热处
一种超薄非晶合金带材的制备方法.pdf
本发明公开了一种超薄非晶合金带材的制备方法,包括以下具体步骤:将各原料按配比准备好,分别投入到中频感应熔炼炉中,使各原料熔融混合;对熔融金属液进行除渣处理,除渣后的熔融液送入结晶器中冷却得到非晶合金目半成品;将非晶合金目半成品投入至中频感应熔炼炉中,使非晶合金目半成品熔融后加入原料Ni,得到混合熔融金属液;采用单辊甩带法制备带材,得到非晶合金带材。本发明制备的带材具有超薄、应力小、密度高、使用强度高的性能。