
一种大型薄壁舱段壳体加工方法及夹具.pdf

飞舟****文章


1/6

2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大型薄壁舱段壳体加工方法及夹具.pdf
本发明涉及一种大型薄壁舱段壳体加工方法,包括如下步骤:铸造壳体时在壳体外形上预留基准凸台,粗加工划线基准,找平壳体前后端面,进行粗加工;根据上述第一步的加工基准,粗加工外形内腔,加工完成后进行时效处理,检测壳体的时效处理前、后形位公差变形量;根据壳体变形规律分析壳体异形端各部分余量,判断是否需要借量,完成半精加工壳体的外形和内腔,加工完成后进行时效处理;检测壳体第四步中时效处理前、后形位公差的变形量,进一步摸索壳体变形规律,完成壳体的精加工;终检壳体所有尺寸,合格后入库。本发明还涉及一种基于上述方法使用的
一种非对称结构薄壁舱段加工方法.pdf
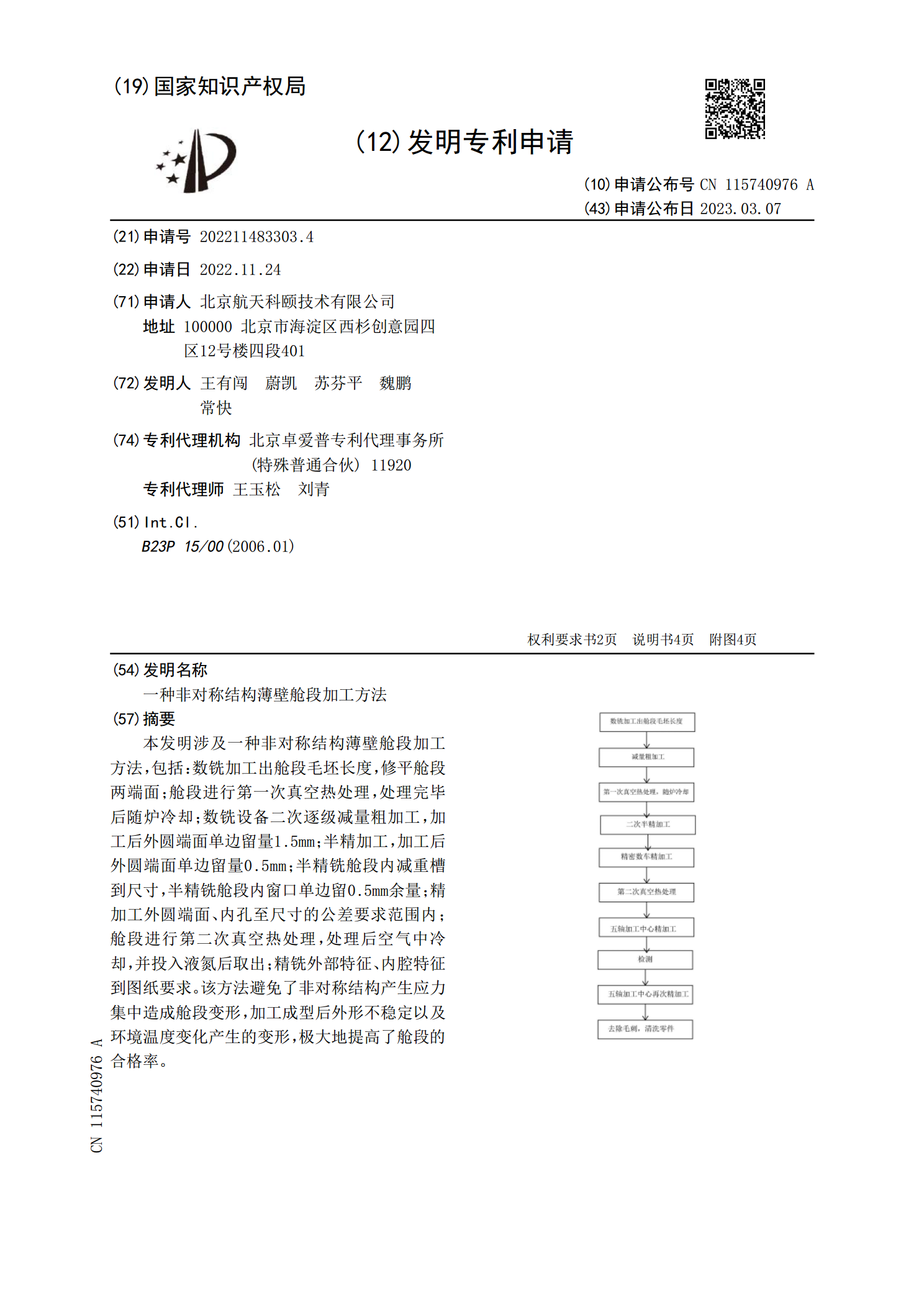
本发明涉及一种非对称结构薄壁舱段加工方法,包括:数铣加工出舱段毛坯长度,修平舱段两端面;舱段进行第一次真空热处理,处理完毕后随炉冷却;数铣设备二次逐级减量粗加工,加工后外圆端面单边留量1.5mm;半精加工,加工后外圆端面单边留量0.5mm;半精铣舱段内减重槽到尺寸,半精铣舱段内窗口单边留0.5mm余量;精加工外圆端面、内孔至尺寸的公差要求范围内;舱段进行第二次真空热处理,处理后空气中冷却,并投入液氮后取出;精铣外部特征、内腔特征到图纸要求。该方法避免了非对称结构产生应力集中造成舱段变形,加工成型后外形不稳

薄壁壳体的固定夹具.pdf
本申请的一种薄壁壳体的固定夹具,用于固定壳体,壳体包括壳本体和壳本体围设形成的腔体,该薄壁壳体的固定夹具包括安装组件、固定组件及支撑组件,通过将壳本体设于容纳空间内,固定件在第一方向抵接于壳本体的外表面,同时,支撑件设于壳体的腔体内,且支撑件抵接于壳本体的内表面,以使支撑件提供支撑力作用于壳本体的内表面。如此,一方面能够避免壳体因受到压力过大而产生形变,另一方面,因固定件提供的压力和支撑件提供的支撑力两者之间的方向不同,因此,两者之间相互配合能够将壳体夹紧于容纳空间内,进而提高对壳体的固定效果,从而改善了

一种薄壁壳体的数控车加工方法.pdf
本发明提供了一种薄壁壳体的数控车加工方法,将其数控车加工过程分为半精车和精车两部分,首先半精车外圆和内孔,之后以内孔配胎装夹半精车外圆,并保留一段加强段,然后将外圆用胶皮包裹精车内孔,用被切削液浸透的布料塞满内孔精车配胎装夹处外圆,再用胶皮包裹配胎装夹处外圆车内孔槽,最后利用胀具装夹精车外圆,并且明确了加工过程中的关键控制点,实现对薄壁壳体的数控车加工。半精车外圆保留一段加强段,加工内孔槽的过程中产生的内应力,会集中到加强段,避免精加工时应力导致零件变形,内孔和外圆选用合适夹具多次装夹分步交替加工,控制变

大型薄壁密封舱体工装夹具的设计研究.docx
大型薄壁密封舱体工装夹具的设计研究随着科技和工业的不断发展,大型薄壁密封舱体工装夹具的需求越来越多。它们可以在飞行器、船只、化工装置等方面发挥着极为重要的作用。高质量的工装夹具设计可以保证安全、可靠、高效地完成制造和维护工作。因此,大型薄壁密封舱体工装夹具的设计研究越来越受到关注。在设计大型薄壁密封舱体工装夹具之前,需要了解其特点和性能。薄壁密封舱体通常由大量的薄壁板材组成,因此工装夹具需要具有轻量化、高强度的特点,以便在舱体组装和维护过程中不会对舱体造成影响。此外,舱体内部的结构复杂,夹具需要能够适应各