
一种夹送辊式超高压小流量除鳞机.pdf

建英****66


1/10
2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种夹送辊式超高压小流量除鳞机.pdf
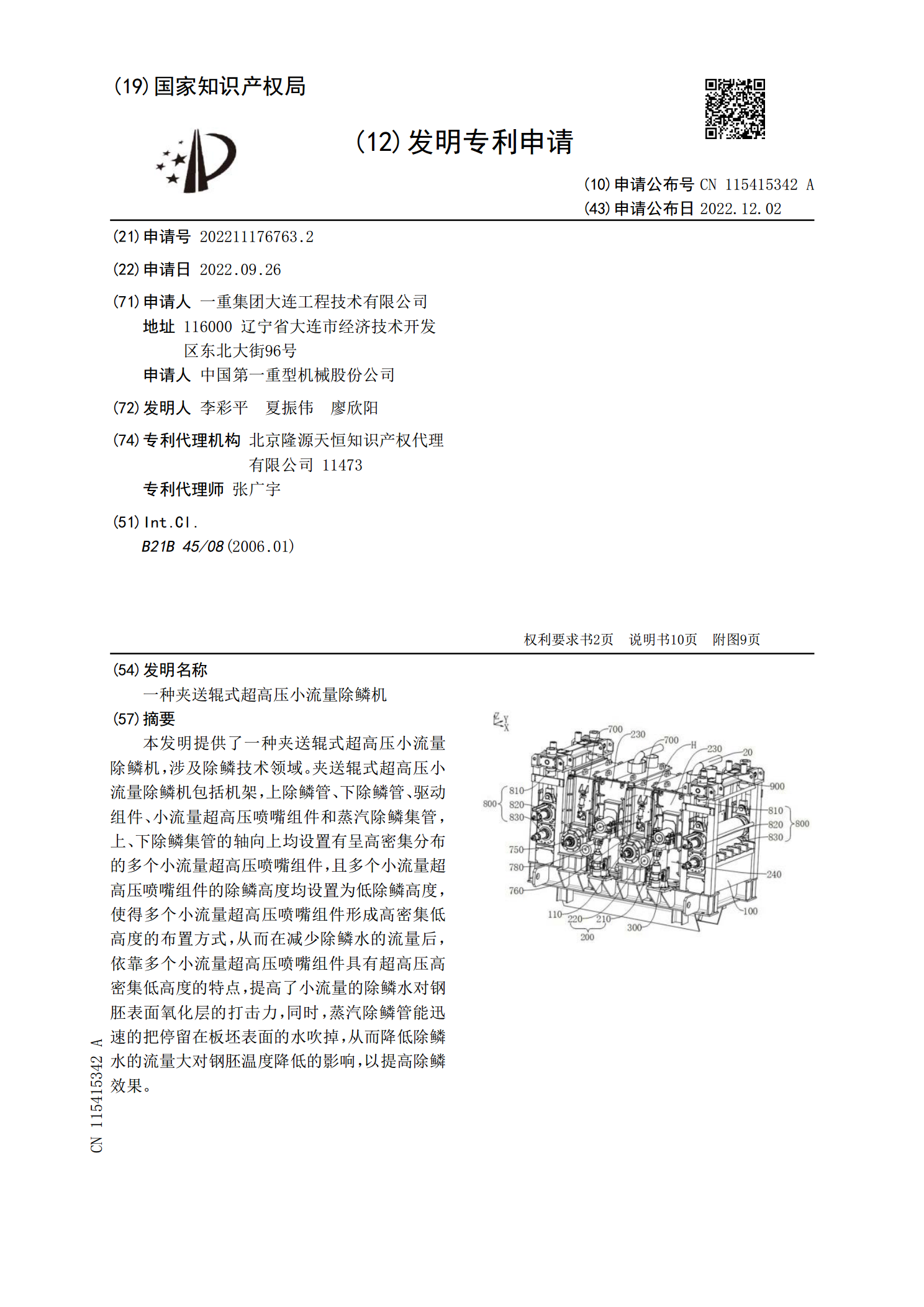
本发明提供了一种夹送辊式超高压小流量除鳞机,涉及除鳞技术领域。夹送辊式超高压小流量除鳞机包括机架,上除鳞管、下除鳞管、驱动组件、小流量超高压喷嘴组件和蒸汽除鳞集管,上、下除鳞集管的轴向上均设置有呈高密集分布的多个小流量超高压喷嘴组件,且多个小流量超高压喷嘴组件的除鳞高度均设置为低除鳞高度,使得多个小流量超高压喷嘴组件形成高密集低高度的布置方式,从而在减少除鳞水的流量后,依靠多个小流量超高压喷嘴组件具有超高压高密集低高度的特点,提高了小流量的除鳞水对钢胚表面氧化层的打击力,同时,蒸汽除鳞管能迅速的把停留在板

精轧除鳞箱夹送辊控制方式优化浅析.docx
精轧除鳞箱夹送辊控制方式优化浅析精轧除鳞箱夹送辊控制方式优化浅析摘要:精轧除鳞是在热轧和冷轧过程中不可或缺的一环,对于产品质量的保证起着关键作用。而除鳞箱夹送辊控制方式是精轧除鳞过程中的关键控制点。本文通过对现有控制方式的分析,提出了一种优化的控制方式,并分析了其在实际应用中的优势和局限性。1.引言精轧除鳞是一种靠挤压和磨擦作用将钢材表面的鳞皮去除的工艺。在除鳞过程中,除鳞箱夹送辊控制方式起到至关重要的作用。较好的控制方式可以大幅提高产品质量和生产效率,降低能耗和成本。因此,对于除鳞箱夹送辊控制方式的优化
一种热轧除鳞夹送辊表面复合高温合金材料.pdf
本发明公开的热轧除鳞夹送辊表面复合高温合金材料,包括辊基体、表面堆焊结合层以及表面堆焊工作层,所述表面堆焊结合层为由低温合金焊丝在辊基体表面均匀焊接得到,所述表面堆焊工作层为由高温合金焊丝在表面堆焊结合层表面均匀堆焊得到。本发明公开的热轧除鳞夹送辊表面复合高温合金材料,结构简单,生产制备方便,材料表面规整性好,在制辊过程中可塑性强,成品辊强度高,耐高温抗腐蚀性强,有效地延长了辊的使用寿命,降低了生产成本和设备的维护成本,提高了生产效率。

一种卷取机夹送辊的铸铁辊筒的制备方法.pdf
本发明涉及一种卷取机夹送辊的铸铁辊筒的制备方法,将重量百分比为:C2.5~3.6,Ni0.5~5.0,Cr0.1~3.8,Si1.0~3.0,Nb0.2~2.7,Mn0.5~3.5,Mo0.1~2.2,Cu0.1~1.2,W0~1.7,P炉,于1450℃熔化;过热到1500~1550℃,保温20~30分钟,除表面熔渣,调到1400~1450℃;出炉时加0.5%的Si;于1350~1430℃浇入到预热的离心铸型中进行离心铸造,冷却、凝固后得到合金铸铁辊筒。合金铸铁辊筒耐热、耐磨、不粘钢,使用

除鳞机.pdf
本发明公开了一种除鳞机,包括工作台、抽打链、抽打链带动装置、支撑架、输送装置和第一、二驱动装置,所述输送装置定位于工作台上,输送装置能够带动坯料沿输送方向直线往复移动,支撑架固定于工作台上,抽打链带动装置定位于支撑架上,且抽打链带动装置位于输送装置正上方,抽打链一端固定于抽打链带动装置上,且抽打链带动装置能够带动抽打链另一端敲打输送装置上的坯料表面,第一、二驱动装置分别驱动输送装置和抽打链带动装置运动,本发明实现了坯料表面氧化皮的自动化机械清理,减轻了人员劳动强度,降低了安全事故,去氧化皮速度快,节省时间