
精轧除鳞箱夹送辊控制方式优化浅析.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

精轧除鳞箱夹送辊控制方式优化浅析.docx
精轧除鳞箱夹送辊控制方式优化浅析精轧除鳞箱夹送辊控制方式优化浅析摘要:精轧除鳞是在热轧和冷轧过程中不可或缺的一环,对于产品质量的保证起着关键作用。而除鳞箱夹送辊控制方式是精轧除鳞过程中的关键控制点。本文通过对现有控制方式的分析,提出了一种优化的控制方式,并分析了其在实际应用中的优势和局限性。1.引言精轧除鳞是一种靠挤压和磨擦作用将钢材表面的鳞皮去除的工艺。在除鳞过程中,除鳞箱夹送辊控制方式起到至关重要的作用。较好的控制方式可以大幅提高产品质量和生产效率,降低能耗和成本。因此,对于除鳞箱夹送辊控制方式的优化

粗轧前除鳞箱高度控制系统设计优化.docx
粗轧前除鳞箱高度控制系统设计优化粗轧前除鳞箱高度控制系统设计优化摘要:粗轧前除鳞箱是钢铁生产过程中的重要设备,它主要用于除去钢坯表面的鳞片以及杂质。除鳞箱高度控制系统是实现除鳞效果的关键。本论文通过对现有除鳞箱高度控制系统的分析和研究,提出了一种基于优化控制策略的设计方案,该方案能够提高除鳞效果并降低能耗,对精确控制除鳞箱高度具有重要的理论和实际意义。1.引言钢铁生产过程中的除鳞工艺在保证产品质量的同时,也对能源和环境产生一定的压力。除鳞箱高度控制系统的优化设计可以提高除鳞效果,降低能耗,减少对环境的影响

炼轧厂除麟夹送辊修复工艺改进.docx
炼轧厂除麟夹送辊修复工艺改进炼轧厂是钢铁工业中非常重要的一个环节,它通过将钢铁坯料进行加热、锻造等工艺进行成形,从而生产出符合不同需求的钢铁产品。在这一过程中,设备的运转和工艺的稳定性都是非常重要的因素,而其中辊道是不可或缺的部分。然而,随着时间的推移和使用量的增加,辊道的磨损和损坏也不可避免。在这种情况下,对辊道进行修复和改进,提高其稳定性和使用寿命就变得尤为关键。本文将就炼轧厂除麟夹送辊修复工艺改进进行探讨和研究。一、问题分析麟夹送辊是炼轧厂中重要的一部分,它主要起着加工和传输钢铁坯料的作用。然而,由

连铸连轧厂夹送辊系统性能优化.docx
连铸连轧厂夹送辊系统性能优化连铸连轧厂夹送辊系统的性能优化摘要:夹送辊系统是连铸连轧厂中重要的辅助设备,对于提高生产效率和产品质量具有重要的意义。然而,在实际生产中,夹送辊系统存在一些问题,如生产效率低下、夹送辊损坏频繁等。本文主要针对这些问题展开研究,并提出相应的性能优化措施。一、引言近年来,我国钢铁行业发展迅速,连铸连轧厂作为主要的生产方式之一,已经成为钢铁行业的重要组成部分。连铸连轧厂主要包括连铸机和轧机两部分,夹送辊系统作为连接这两部分的关键设备,对于生产效率和产品质量有着直接影响。二、问题分析夹
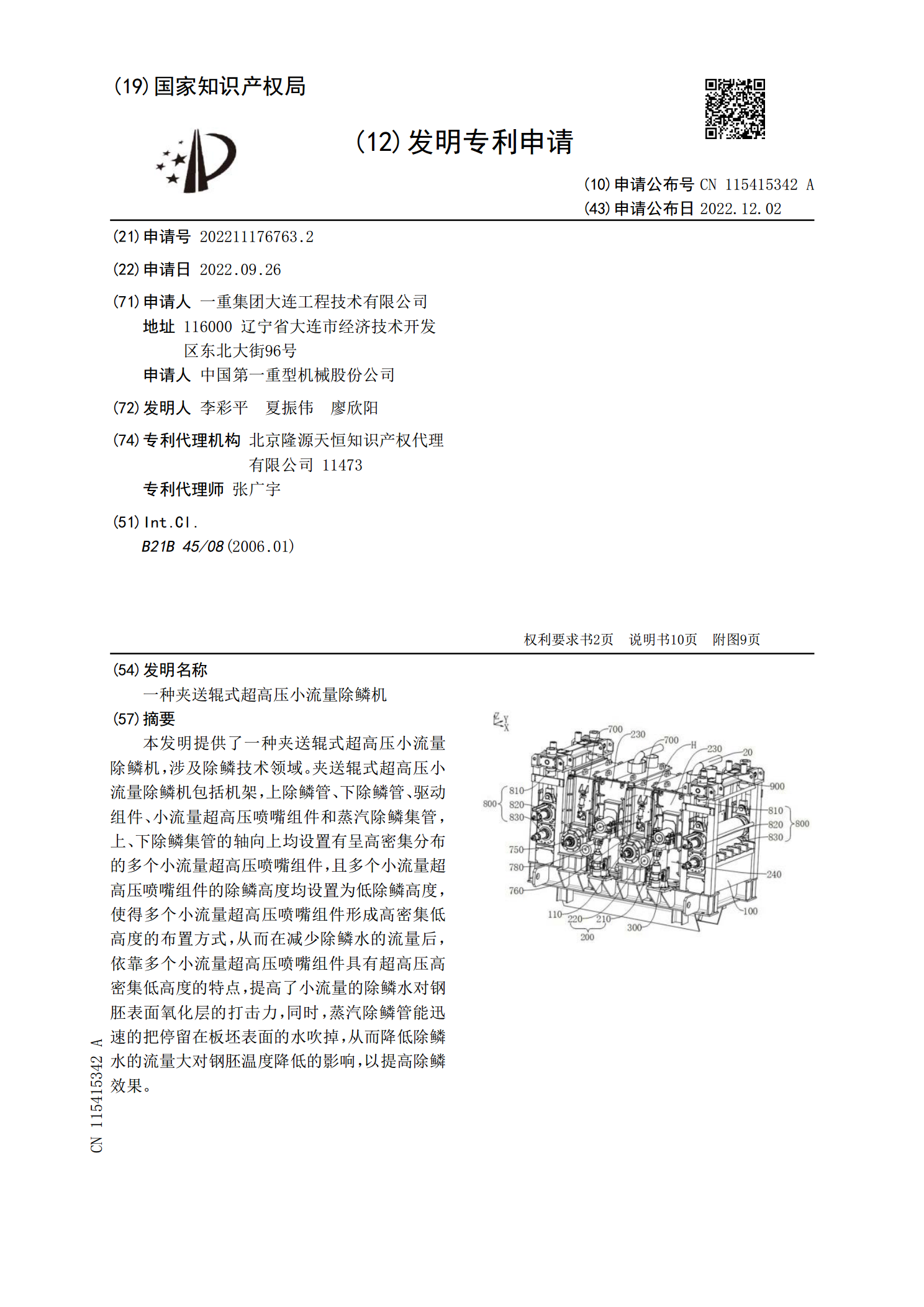
一种夹送辊式超高压小流量除鳞机.pdf
本发明提供了一种夹送辊式超高压小流量除鳞机,涉及除鳞技术领域。夹送辊式超高压小流量除鳞机包括机架,上除鳞管、下除鳞管、驱动组件、小流量超高压喷嘴组件和蒸汽除鳞集管,上、下除鳞集管的轴向上均设置有呈高密集分布的多个小流量超高压喷嘴组件,且多个小流量超高压喷嘴组件的除鳞高度均设置为低除鳞高度,使得多个小流量超高压喷嘴组件形成高密集低高度的布置方式,从而在减少除鳞水的流量后,依靠多个小流量超高压喷嘴组件具有超高压高密集低高度的特点,提高了小流量的除鳞水对钢胚表面氧化层的打击力,同时,蒸汽除鳞管能迅速的把停留在板