
一种卷取机夹送辊的铸铁辊筒的制备方法.pdf

一只****呀淑

1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种卷取机夹送辊的铸铁辊筒的制备方法.pdf
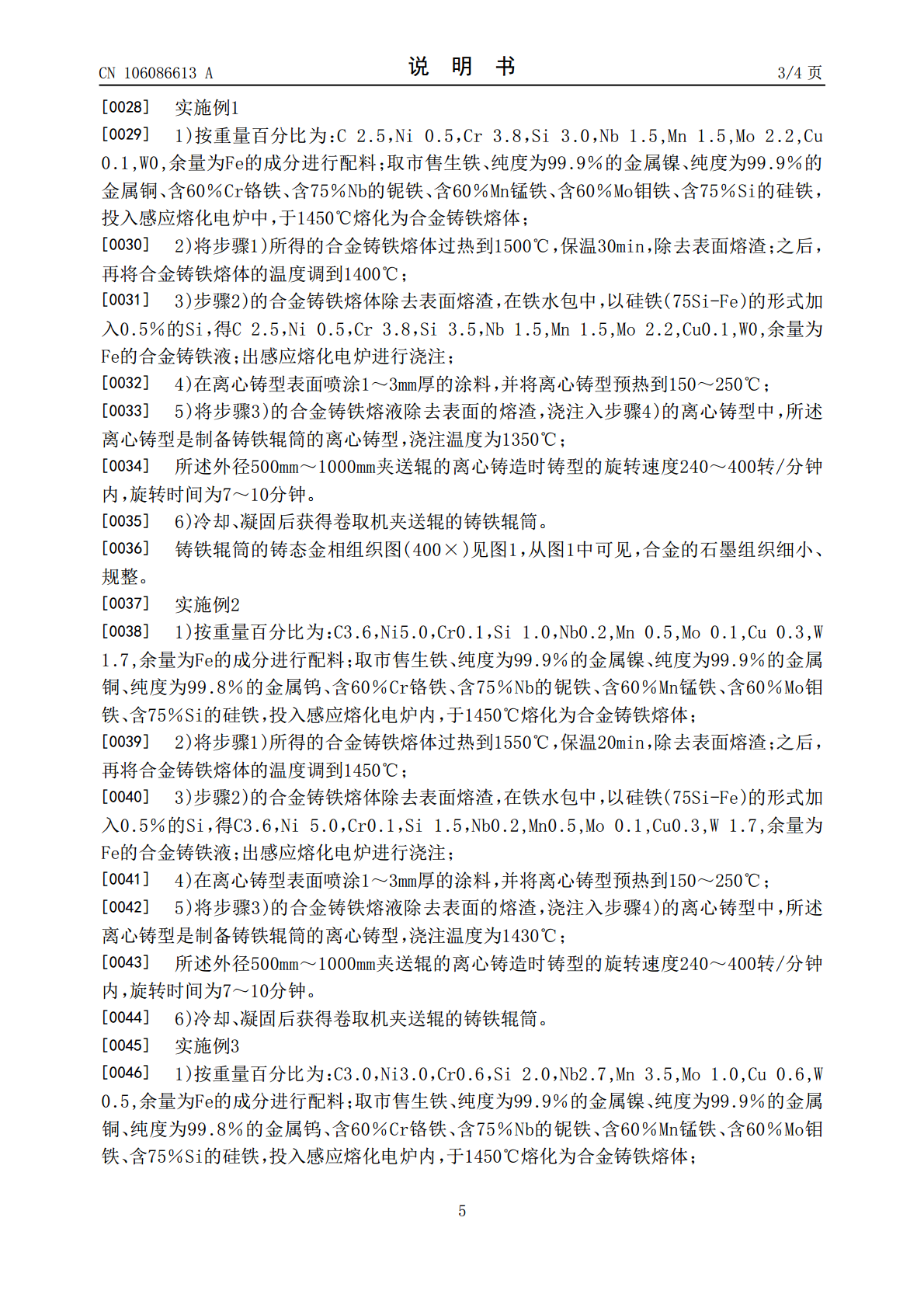
本发明涉及一种卷取机夹送辊的铸铁辊筒的制备方法,将重量百分比为:C2.5~3.6,Ni0.5~5.0,Cr0.1~3.8,Si1.0~3.0,Nb0.2~2.7,Mn0.5~3.5,Mo0.1~2.2,Cu0.1~1.2,W0~1.7,P炉,于1450℃熔化;过热到1500~1550℃,保温20~30分钟,除表面熔渣,调到1400~1450℃;出炉时加0.5%的Si;于1350~1430℃浇入到预热的离心铸型中进行离心铸造,冷却、凝固后得到合金铸铁辊筒。合金铸铁辊筒耐热、耐磨、不粘钢,使用

热轧带钢卷取机夹送辊偏转角分析.docx
热轧带钢卷取机夹送辊偏转角分析热轧带钢卷取机夹送辊偏转角分析摘要:热轧带钢卷取机的夹送辊偏转角是影响带钢钢带品质的重要因素之一。本文通过对夹送辊偏转角的分析,讨论了其对热轧带钢的影响及可能的解决办法。通过研究发现,在夹送辊偏转角过大的情况下,带钢在通过夹送辊时会产生不均匀的应力分布,从而导致钢带表面质量的降低和内部质量的不稳定。为了解决这一问题,可以通过优化夹送辊结构、合理设置夹送辊的偏转角以及增加辊缘配重等方式来降低夹送辊偏转角对带钢的影响,从而提高带钢钢带的品质。1.引言热轧带钢卷取机是钢铁生产线上的

热轧带钢卷取机夹送辊偏转角分析.docx
热轧带钢卷取机夹送辊偏转角分析题目:热轧带钢卷取机夹送辊偏转角分析摘要:热轧带钢卷取机是钢铁工业中的重要设备,夹送辊是卷取机的关键部件之一。夹送辊的偏转角度对卷取机的性能和成品带钢的质量有着重要影响。本论文通过分析卷取机夹送辊的结构和工作原理,对夹送辊偏转角的影响因素进行了详细分析,并提出了相应的改进措施,以提高卷取机的生产效率和产品质量。1.引言热轧带钢卷取机是钢铁厂中用于将生产出来的带钢卷取成卷的设备。夹送辊作为卷取机的承载部件之一,其偏转角的大小直接影响到带钢的卷取质量和卷取机的性能。因此,对夹送辊

延长卷取机夹送辊使用寿命的措施探究.docx
延长卷取机夹送辊使用寿命的措施探究延长卷取机夹送辊使用寿命的措施探究摘要:卷取机夹送辊是卷取机的重要组成部分,直接影响卷取机的工作效率和稳定性。然而,由于长期使用和不良的使用环境,夹送辊的使用寿命往往较短。因此,本文结合实际应用经验和相关文献研究,探讨了延长卷取机夹送辊使用寿命的一些措施。1.提高材料质量:卷取机夹送辊通常由金属制成,选择高质量的金属材料可以提高夹送辊的耐磨性和强度,从而延长使用寿命。在实际应用中,一些耐磨材料如硬质合金、高硅不锈钢等被广泛采用。2.加强辊面涂层:通过在辊面涂层中添加一些耐
延长卷取机夹送辊使用寿命的措施探究.pptx
汇报人:/目录0102夹送辊的工作原理夹送辊在卷取机中的重要性夹送辊的常见问题03夹送辊的材料选择夹送辊的制造工艺夹送辊的工作环境夹送辊的使用和维护04合理选择夹送辊材料优化夹送辊制造工艺改善夹送辊工作环境加强夹送辊的维护保养05应用案例一:某钢铁企业卷取机夹送辊的改造应用案例二:某有色金属企业卷取机夹送辊的维护保养方案应用案例三:某机械制造企业夹送辊的材料选择与制造工艺优化06结论对未来研究的展望汇报人: