
热成型且加压淬火的汽车构件的制造方法和热成型生产线.pdf

Wi****m7


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

热成型且加压淬火的汽车构件的制造方法和热成型生产线.pdf
本发明涉及一种热成型生产线,用于制造热成型且加压淬火的钢板产品、尤其是汽车构件,该热成型生产线包括加热装置和成型装置,该加热装置包括调温站(4),该调温站具有上侧工具(8)和下侧工具(9),所述调温站具有至少一个用于冷却或加热的调温源(10),并且在上侧工具和/或下侧工具上能设置用于传导调温的可更换的调温板(11),所述调温板能通过调温源加热或冷却。本发明还涉及一种用于借助这样的热成型生产线制造热成型且加压淬火的汽车构件的方法。
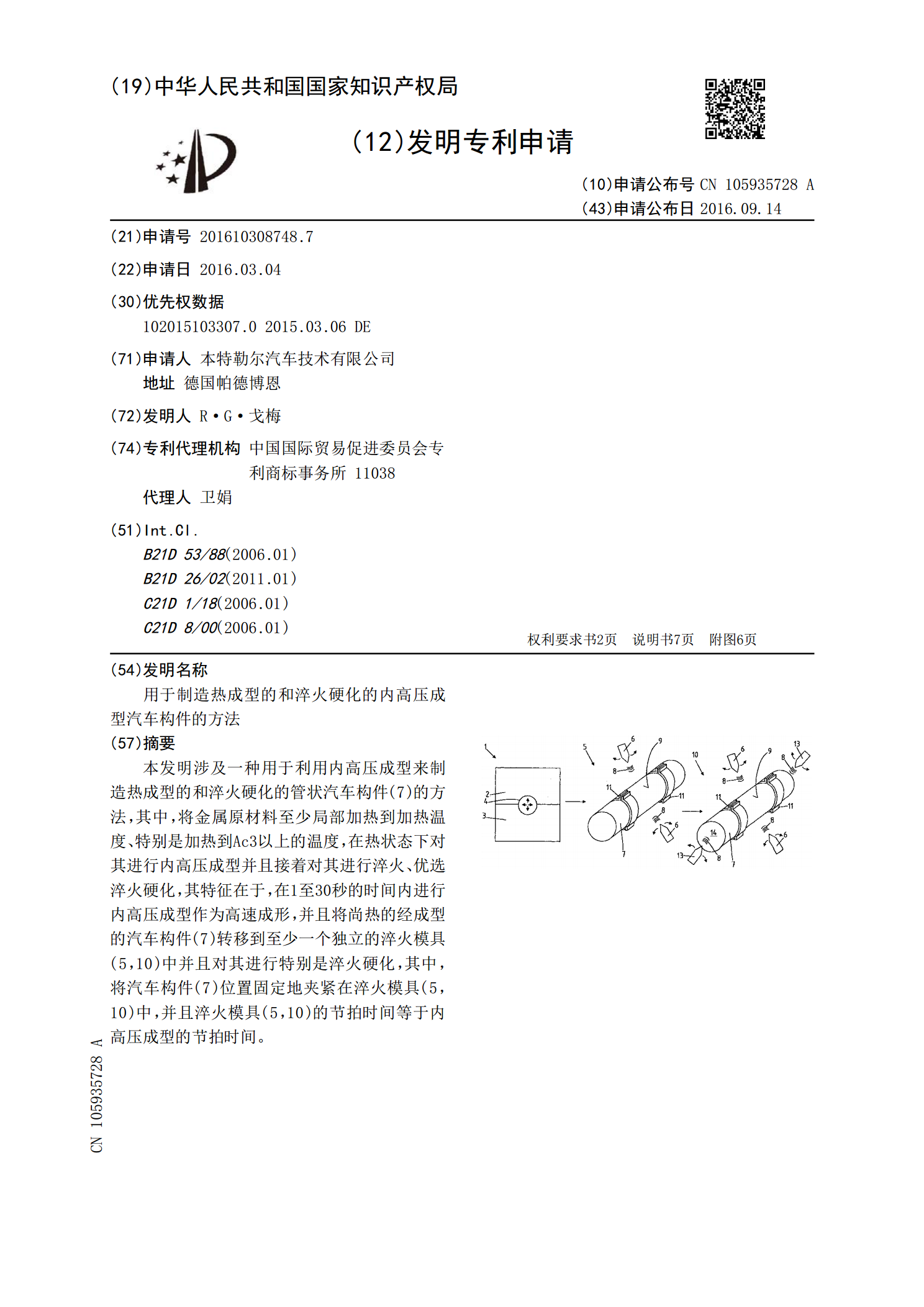
用于制造热成型的和淬火硬化的内高压成型汽车构件的方法.pdf
本发明涉及一种用于利用内高压成型来制造热成型的和淬火硬化的管状汽车构件(7)的方法,其中,将金属原材料至少局部加热到加热温度、特别是加热到Ac3以上的温度,在热状态下对其进行内高压成型并且接着对其进行淬火、优选淬火硬化,其特征在于,在1至30秒的时间内进行内高压成型作为高速成形,并且将尚热的经成型的汽车构件(7)转移到至少一个独立的淬火模具(5,10)中并且对其进行特别是淬火硬化,其中,将汽车构件(7)位置固定地夹紧在淬火模具(5,10)中,并且淬火模具(5,10)的节拍时间等于内高压成型的节拍时间。
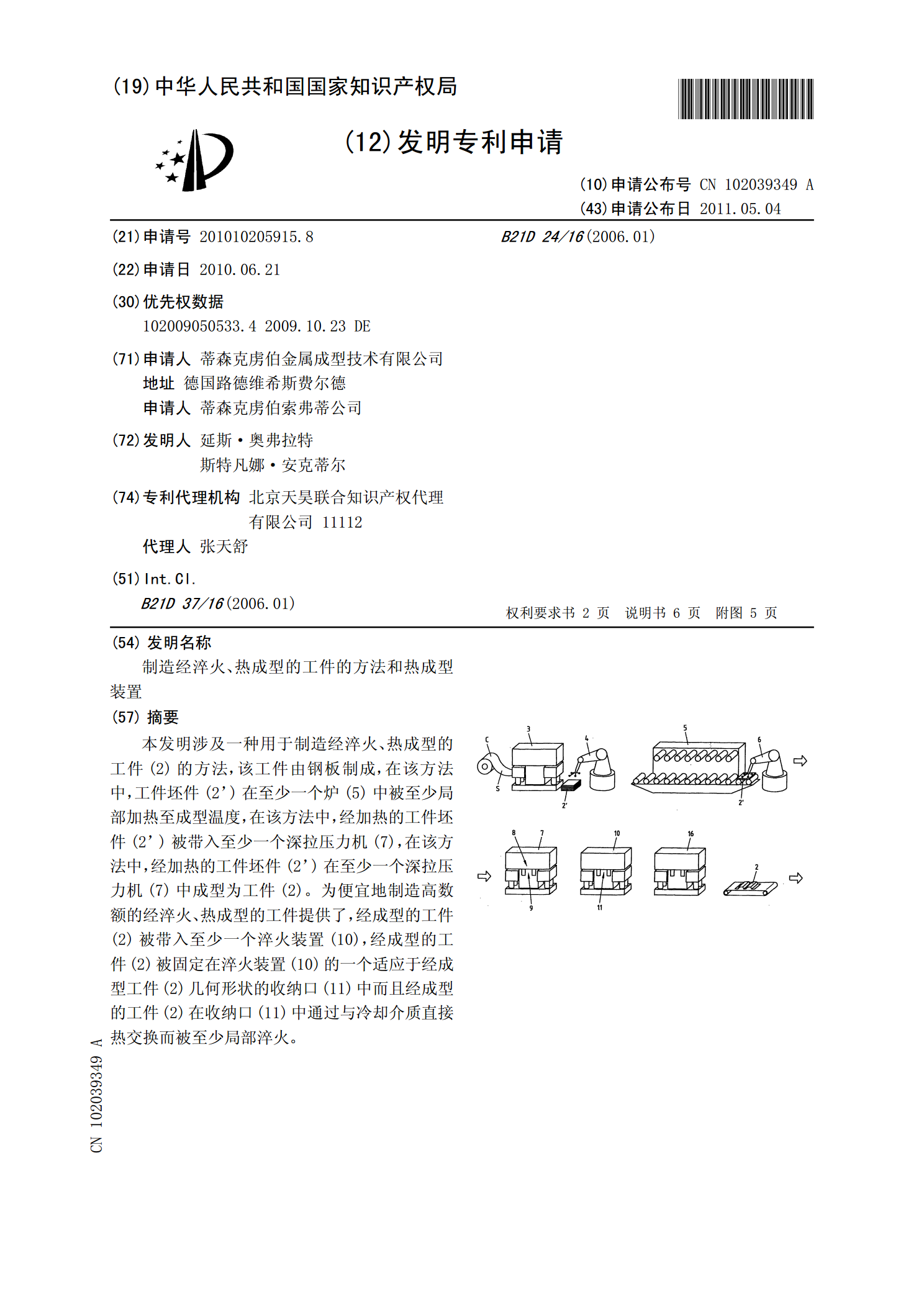
制造经淬火、热成型的工件的方法和热成型装置.pdf
本发明涉及一种用于制造经淬火、热成型的工件(2)的方法,该工件由钢板制成,在该方法中,工件坯件(2’)在至少一个炉(5)中被至少局部加热至成型温度,在该方法中,经加热的工件坯件(2’)被带入至少一个深拉压力机(7),在该方法中,经加热的工件坯件(2’)在至少一个深拉压力机(7)中成型为工件(2)。为便宜地制造高数额的经淬火、热成型的工件提供了,经成型的工件(2)被带入至少一个淬火装置(10),经成型的工件(2)被固定在淬火装置(10)的一个适应于经成型工件(2)几何形状的收纳口(11)中而且经成型的工件(

用于制造热成型和加压淬火的钢板产品的热成型线以及其运行方法.pdf
本发明涉及一种热成型线(1)以及一种用于所述热成型线(1)的运行方法,所述热成型线具有调温站(2)以及热成型和加压淬火模具(3)。根据本发明,设置一种直线输送系统(4),以便通过所述热成型线(1)来输送所述板坯(11)或被成型的钢板产品(13)。
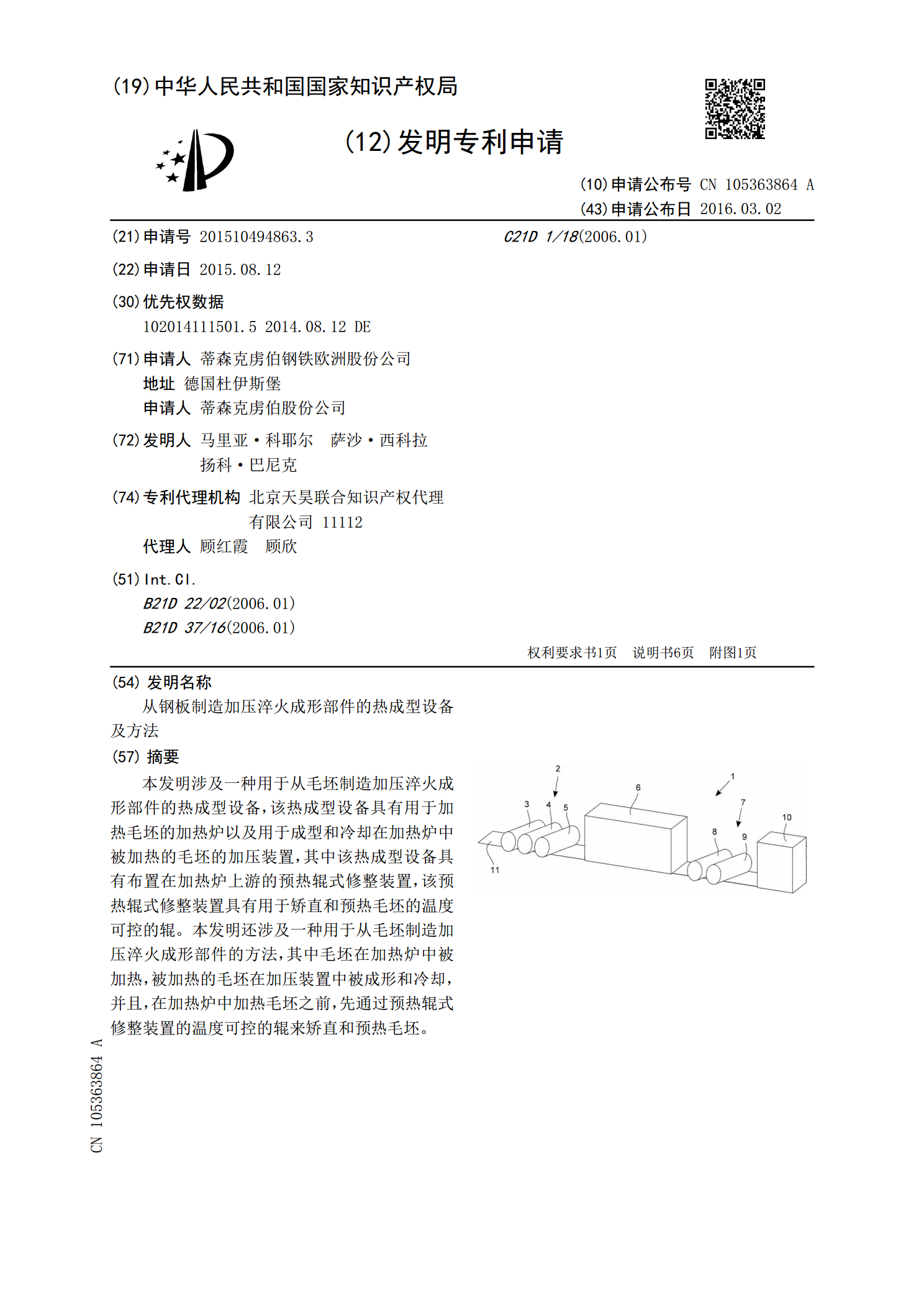
从钢板制造加压淬火成形部件的热成型设备及方法.pdf
本发明涉及一种用于从毛坯制造加压淬火成形部件的热成型设备,该热成型设备具有用于加热毛坯的加热炉以及用于成型和冷却在加热炉中被加热的毛坯的加压装置,其中该热成型设备具有布置在加热炉上游的预热辊式修整装置,该预热辊式修整装置具有用于矫直和预热毛坯的温度可控的辊。本发明还涉及一种用于从毛坯制造加压淬火成形部件的方法,其中毛坯在加热炉中被加热,被加热的毛坯在加压装置中被成形和冷却,并且,在加热炉中加热毛坯之前,先通过预热辊式修整装置的温度可控的辊来矫直和预热毛坯。