
用于由挤出的铝型材制造的机动车构件的方法.pdf

英瑞****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于由挤出的铝型材制造的机动车构件的方法.pdf
本发明涉及一种用于制造具有彼此不同的多个壁厚w1、w2的轻金属构件的方法,其特征在于,具有方法步骤:将轻金属挤出成具有不平整的型材横截面的型材(1),其中至少在两个区域中型材横截面的壁厚w1、w2是彼此不同的,将型材(1)切断成型材段,增宽型材段,将展平的型材段成型成三维成形的板构件(8),其中,板构件(8)具有至少两个具有不同壁厚w1、w2的区域。

用于制造由6000系列铝合金制成的机动车构件的方法.pdf
本发明涉及一种用于制造由6000系列铝合金制成的机动车构件的方法,其特征在于如下方法步骤:提供由6000系列铝合金制成的板坯件;将板坯件以超过15K/s的加热速率在小于20s的时间内快速加热到450℃至600℃之间的温度;当已经形成在20μm至50μm之间的晶粒大小时,结束加热过程和结束可选的均匀化;将这样经调温的板坯件淬火;涂敷润滑剂、优选在20℃至100℃时涂敷润滑剂;使已冷却的板坯件在成型模具中成型,其中,在加热过程结束与成型过程开始之间的时间小于30秒;时效处理。

用于制造由可硬化的铝合金制成的机动车构件的方法.pdf
本发明涉及一种用于制造由可硬化的铝合金制成的机动车构件的方法,其特征在于下述方法步骤:准备由6000系列或7000系列铝合金制成的可沉淀硬化的板坯,在350℃至550℃之间的温度下将板坯固溶退火2至30分钟,将已固溶退火的板坯局部不同地淬火,将第一区域淬火至150℃至250℃之间而将另一区域淬火至低于150℃,在局部不同地淬火期间或在局部不同地淬火后将板坯成型,通过加热进行热时效处理,且在至少第一区域中将屈服强度调节为小于200MPa且大于120MPa并且在另一区域中将屈服强度调节为小于或等于550MPa
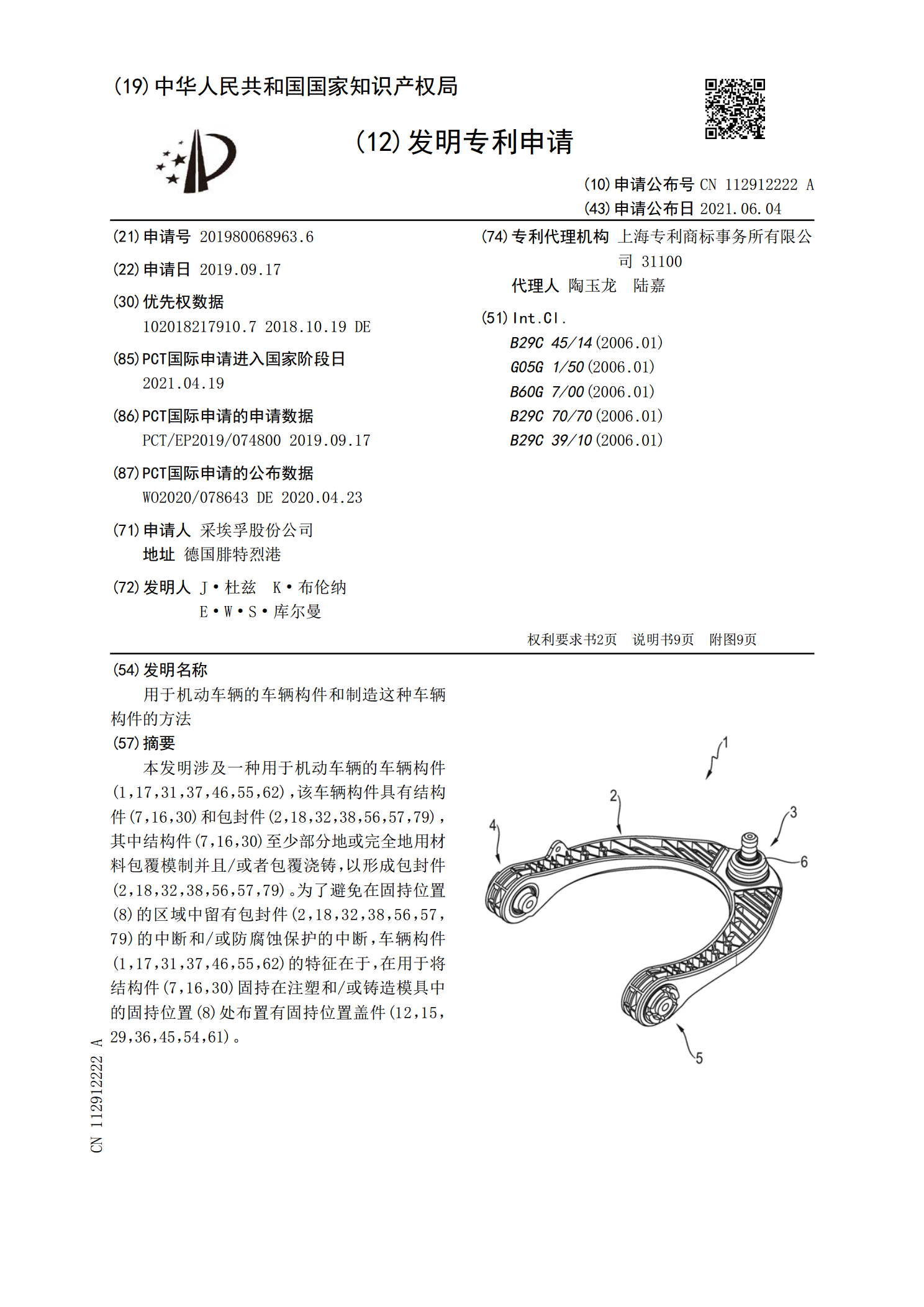
用于机动车辆的车辆构件和制造这种车辆构件的方法.pdf
本发明涉及一种用于机动车辆的车辆构件(1,17,31,37,46,55,62),该车辆构件具有结构件(7,16,30)和包封件(2,18,32,38,56,57,79),其中结构件(7,16,30)至少部分地或完全地用材料包覆模制并且/或者包覆浇铸,以形成包封件(2,18,32,38,56,57,79)。为了避免在固持位置(8)的区域中留有包封件(2,18,32,38,56,57,79)的中断和/或防腐蚀保护的中断,车辆构件(1,17,31,37,46,55,62)的特征在于,在用于将结构件(7,16,3
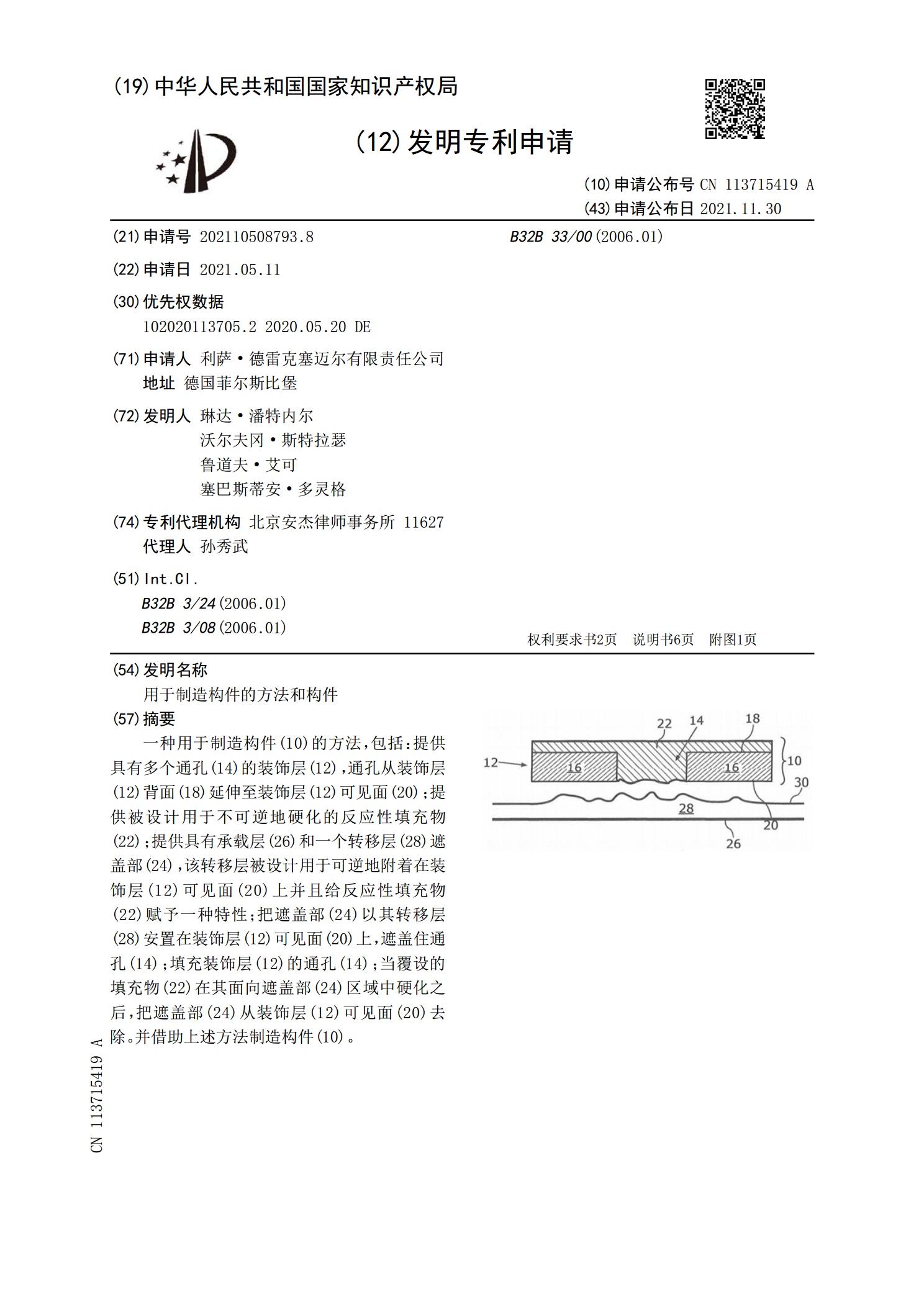
用于制造构件的方法和构件.pdf
一种用于制造构件(10)的方法,包括:提供具有多个通孔(14)的装饰层(12),通孔从装饰层(12)背面(18)延伸至装饰层(12)可见面(20);提供被设计用于不可逆地硬化的反应性填充物(22);提供具有承载层(26)和一个转移层(28)遮盖部(24),该转移层被设计用于可逆地附着在装饰层(12)可见面(20)上并且给反应性填充物(22)赋予一种特性;把遮盖部(24)以其转移层(28)安置在装饰层(12)可见面(20)上,遮盖住通孔(14);填充装饰层(12)的通孔(14);当覆设的填充物(22)在其面