
用于协调铣削机和摊铺机的系统.pdf

一只****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于协调铣削机和摊铺机的系统.pdf
本发明公开了一种用于协调冷铣刨机(10)和铺摊机(18)的系统。系统可包括:第一传感器(62),该第一传感器配置生成指示冷铣刨机的位置的第一信号;生产监测系统(56),该生产监测系统与冷铣刨机相关联,并配置成确定冷铣刨机的铣削速率;通信装置(66),该通信装置配置成在冷铣刨机与铺摊机之间交换信息;以及控制器(44)。控制器配置成接收指示铺摊机的位置的第二信号以及指示铺摊机的铺设速率的第三信号、基于第一和第二信号确定冷铣刨机与铺摊机之间的当前距离、基于当前距离以及铣削速率与铺设速率之间的比较值确定目标距离,
摊铺机和用于操作摊铺机的方法.pdf
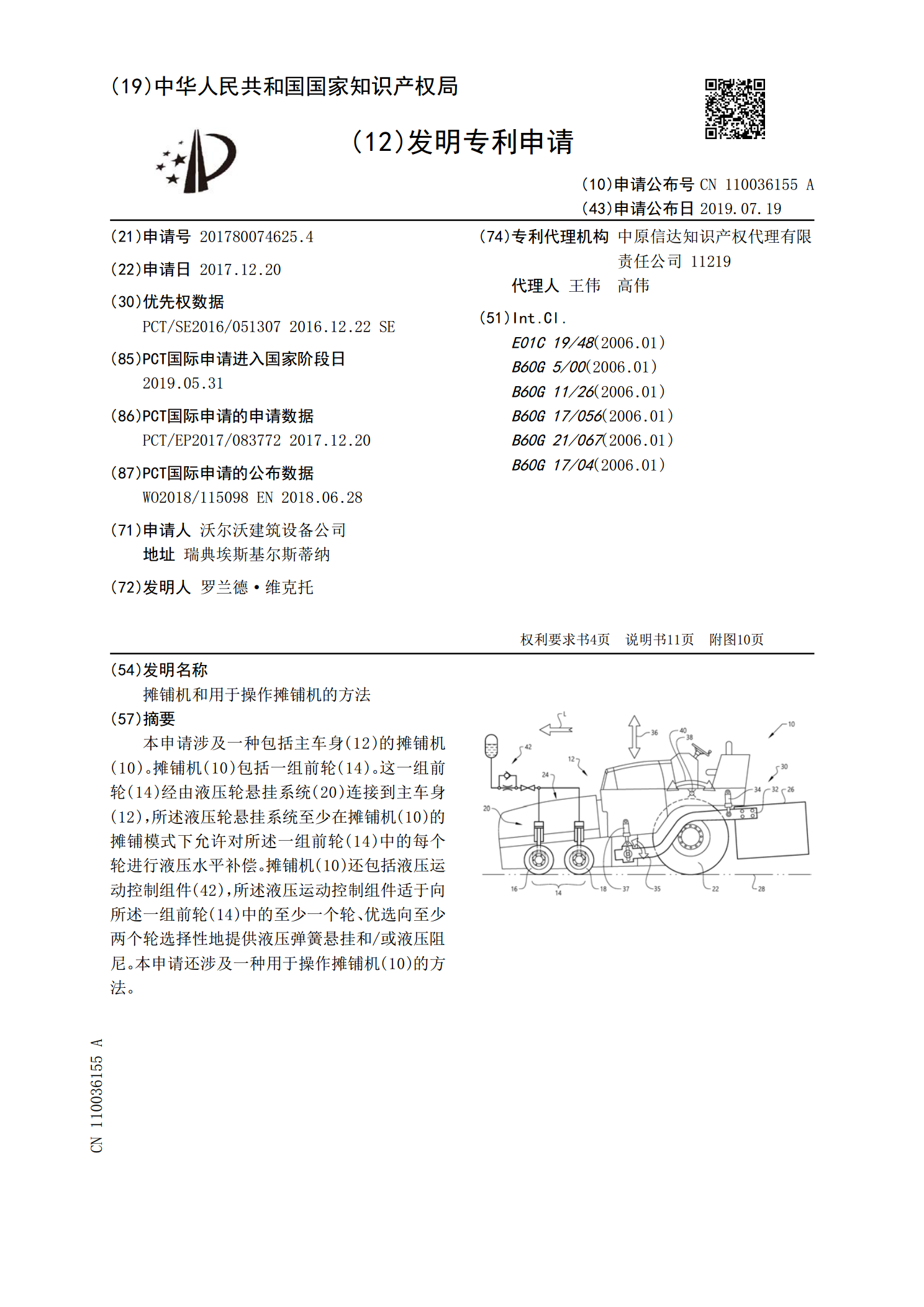
本申请涉及一种包括主车身(12)的摊铺机(10)。摊铺机(10)包括一组前轮(14)。这一组前轮(14)经由液压轮悬挂系统(20)连接到主车身(12),所述液压轮悬挂系统至少在摊铺机(10)的摊铺模式下允许对所述一组前轮(14)中的每个轮进行液压水平补偿。摊铺机(10)还包括液压运动控制组件(42),所述液压运动控制组件适于向所述一组前轮(14)中的至少一个轮、优选向至少两个轮选择性地提供液压弹簧悬挂和/或液压阻尼。本申请还涉及一种用于操作摊铺机(10)的方法。

用于摊铺机的定位系统.pdf
本发明公开了一种包括框架、料斗组件和控制单元的摊铺机。所述控制单元可以被配置成确定所述摊铺机的位置,确定所述摊铺机的航向和行进速度,并且生成对应于所述摊铺机的非圆形地理围栏。非圆形地理围栏可具有设置于摊铺机的位置处的锚固点,并且可基于摊铺机的航向和行进速度来定位和定向。所述控制单元可以被配置成确定供给机器相对于所述摊铺机的位置,并且基于供给机器的位置与非圆形地理围栏之间的比较来确定供给机器的状态。控制单元可以被配置成基于供给机器的状态使得动作被执行。
用于确定摊铺机生产率的系统和方法.pdf
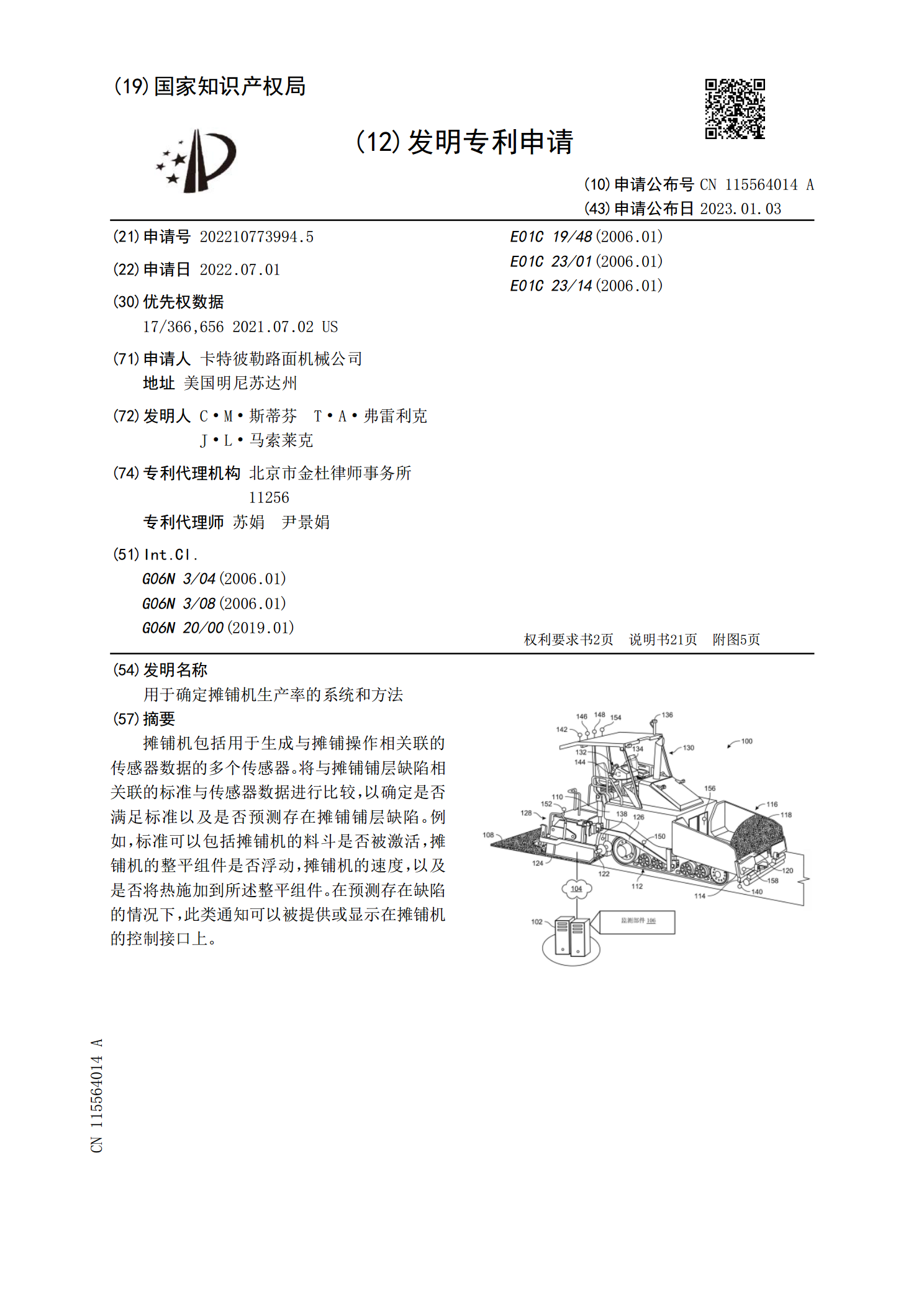
摊铺机包括用于生成与摊铺操作相关联的传感器数据的多个传感器。将与摊铺铺层缺陷相关联的标准与传感器数据进行比较,以确定是否满足标准以及是否预测存在摊铺铺层缺陷。例如,标准可以包括摊铺机的料斗是否被激活,摊铺机的整平组件是否浮动,摊铺机的速度,以及是否将热施加到所述整平组件。在预测存在缺陷的情况下,此类通知可以被提供或显示在摊铺机的控制接口上。
用于机炉协调系统的控制方法、设备、系统.pdf
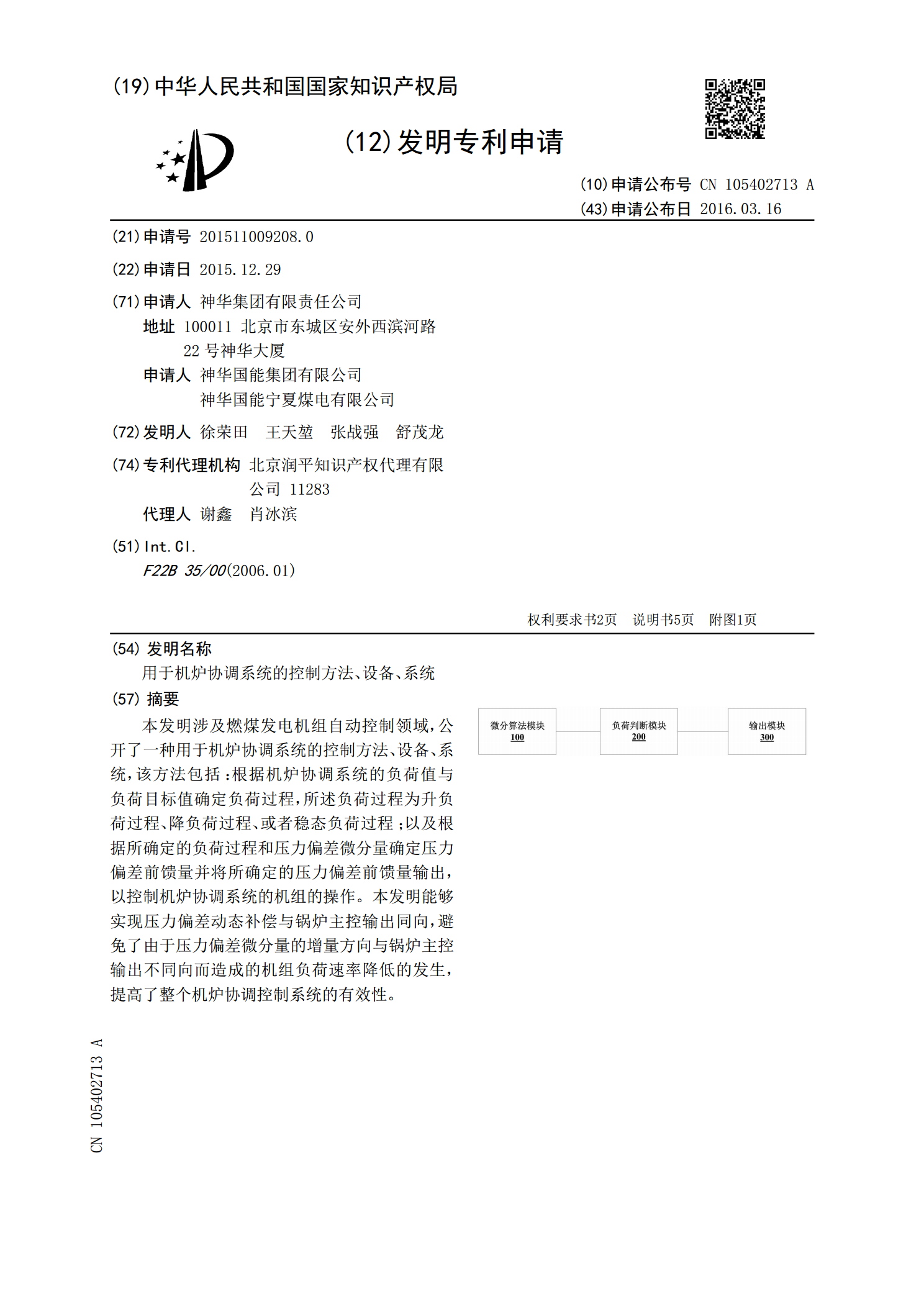
本发明涉及燃煤发电机组自动控制领域,公开了一种用于机炉协调系统的控制方法、设备、系统,该方法包括:根据机炉协调系统的负荷值与负荷目标值确定负荷过程,所述负荷过程为升负荷过程、降负荷过程、或者稳态负荷过程;以及根据所确定的负荷过程和压力偏差微分量确定压力偏差前馈量并将所确定的压力偏差前馈量输出,以控制机炉协调系统的机组的操作。本发明能够实现压力偏差动态补偿与锅炉主控输出同向,避免了由于压力偏差微分量的增量方向与锅炉主控输出不同向而造成的机组负荷速率降低的发生,提高了整个机炉协调控制系统的有效性。