
磁脉冲成形的车辆驱动轴及制造驱动轴的方法.pdf

努力****晓骞


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

磁脉冲成形的车辆驱动轴及制造驱动轴的方法.pdf
一种使用磁脉冲成形技术来形成滑动的花键型接头的方法,该方法包括提供阴的驱动轴构件和具有向内形成的花键的开有花键的插入件。提供阳的驱动轴构件,其具有向外形成的与插入件啮合的花键。提供具有外肋的心轴,外肋具有与阳驱动轴构件的外花键外形相同的外形。提供电感器,该电感器能够被通电而形成脉冲磁场。插入件放置在心轴上。阴的驱动轴构件设置在插入件上,两者放置在电感器内。电感器通电而使插入件上的阴的驱动轴构件的一部分变形,以形成阵列的卷边,以便永久地连接阴的驱动轴构件与插入件。阳的驱动轴构件啮合到插入件,以提供滑动花键型

车辆驱动轴和非驱动轴区分系统及方法.pdf
本发明实施例公开了一种车辆驱动轴和非驱动轴区分系统及方法。系统包括:感知单元,设置在行驶路径上的预设检测区域,用于在车辆经过预设检测区域时,采集车轮与预设检测区域之间的水平力数据;摩擦力计算单元,用于根据接收到的水平力数据获取检测区域所受车轮的水平方向上的摩擦力数据;判别单元,用于根据接收到的水平方向上的摩擦力数据获取车轮所受所述预设检测区域的摩擦力的方向,并根据车轮所受所述预设检测区域的摩擦力的方向区分驱动轴和非驱动轴。本发明实施例通过采集车轮与预设检测区域的路面之间的水平力数据,获取车轮所受摩擦力数据
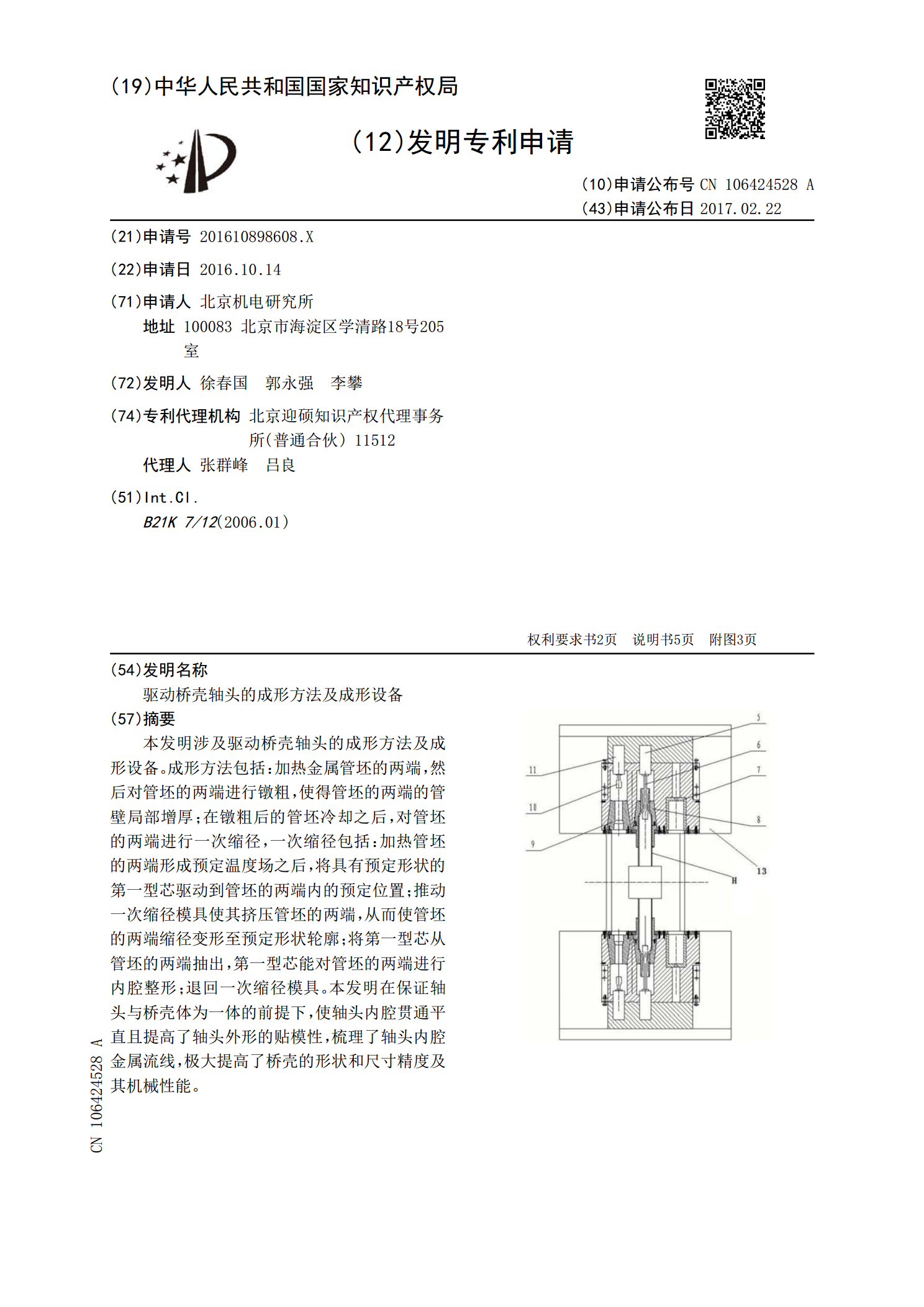
驱动桥壳轴头的成形方法及成形设备.pdf
本发明涉及驱动桥壳轴头的成形方法及成形设备。成形方法包括:加热金属管坯的两端,然后对管坯的两端进行镦粗,使得管坯的两端的管壁局部增厚;在镦粗后的管坯冷却之后,对管坯的两端进行一次缩径,一次缩径包括:加热管坯的两端形成预定温度场之后,将具有预定形状的第一型芯驱动到管坯的两端内的预定位置;推动一次缩径模具使其挤压管坯的两端,从而使管坯的两端缩径变形至预定形状轮廓;将第一型芯从管坯的两端抽出,第一型芯能对管坯的两端进行内腔整形;退回一次缩径模具。本发明在保证轴头与桥壳体为一体的前提下,使轴头内腔贯通平直且提高了

冷床驱动轴及其制造方法.pdf
本发明涉及一种冷床驱动轴及其制造方法,其特点是:曲柄孔与轴台为过盈配合,曲柄孔与轴台之间安装有周向定位键,轴台上制有轴向定位的轴肩,曲柄的叉口为拼接结构,曲柄与叉口拼接端的截面为凸形,曲柄与叉口拼接端分别制有焊接坡口,曲柄孔与轴台焊接的左右配合面处双边13°深80mm全熔透J型焊接坡口,并J型坡口底部宽度13mm;其制造方法为:(1)先将轴、曲柄分别进行机加工至成品;(2)采用热装的方式并通过键、轴肩将曲柄孔与轴台装配成一体;(3)参考轴上配重刻线位置,将配重把合在轴上;(4)将把合好配重的驱动轴安置在焊

车辆的驱动轴装置以及车辆.pdf
本发明公开了一种车辆的驱动轴装置以及车辆,车辆的驱动轴装置包括:车轮、驱动轴和执行器,所述驱动轴的一端与所述车轮相连;所述驱动轴的另一端与所述执行器相连,所述执行器适于在所述车轮的轴线与所述驱动轴的轴线之间的夹角大于预定角度时调节所述驱动轴至所述预定角度。由此,通过执行器调节驱动轴的角度,能够有效解决车辆在行驶过程中驱动轴夹角过大的问题,从而可以减小能耗损失,进而可以提高车辆的续驶里程。同时,也可以提高驱动轴装置的工作效率。