
驱动桥壳轴头的成形方法及成形设备.pdf

新月****姐a

1/10
2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
驱动桥壳轴头的成形方法及成形设备.pdf
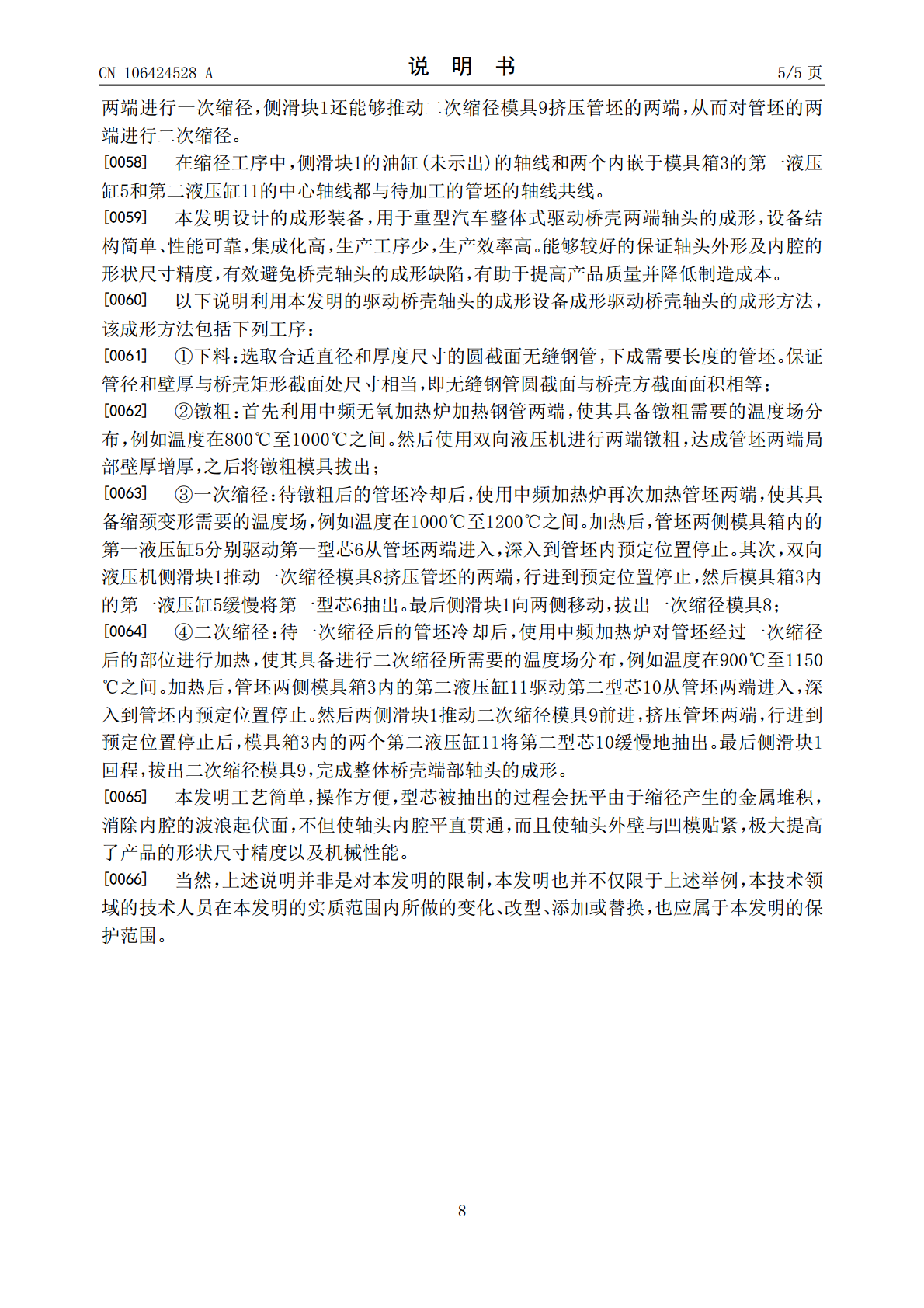
本发明涉及驱动桥壳轴头的成形方法及成形设备。成形方法包括:加热金属管坯的两端,然后对管坯的两端进行镦粗,使得管坯的两端的管壁局部增厚;在镦粗后的管坯冷却之后,对管坯的两端进行一次缩径,一次缩径包括:加热管坯的两端形成预定温度场之后,将具有预定形状的第一型芯驱动到管坯的两端内的预定位置;推动一次缩径模具使其挤压管坯的两端,从而使管坯的两端缩径变形至预定形状轮廓;将第一型芯从管坯的两端抽出,第一型芯能对管坯的两端进行内腔整形;退回一次缩径模具。本发明在保证轴头与桥壳体为一体的前提下,使轴头内腔贯通平直且提高了

磁脉冲成形的车辆驱动轴及制造驱动轴的方法.pdf
一种使用磁脉冲成形技术来形成滑动的花键型接头的方法,该方法包括提供阴的驱动轴构件和具有向内形成的花键的开有花键的插入件。提供阳的驱动轴构件,其具有向外形成的与插入件啮合的花键。提供具有外肋的心轴,外肋具有与阳驱动轴构件的外花键外形相同的外形。提供电感器,该电感器能够被通电而形成脉冲磁场。插入件放置在心轴上。阴的驱动轴构件设置在插入件上,两者放置在电感器内。电感器通电而使插入件上的阴的驱动轴构件的一部分变形,以形成阵列的卷边,以便永久地连接阴的驱动轴构件与插入件。阳的驱动轴构件啮合到插入件,以提供滑动花键型
中厚壁整体式汽车驱动桥壳桥拱的成形设备.pdf
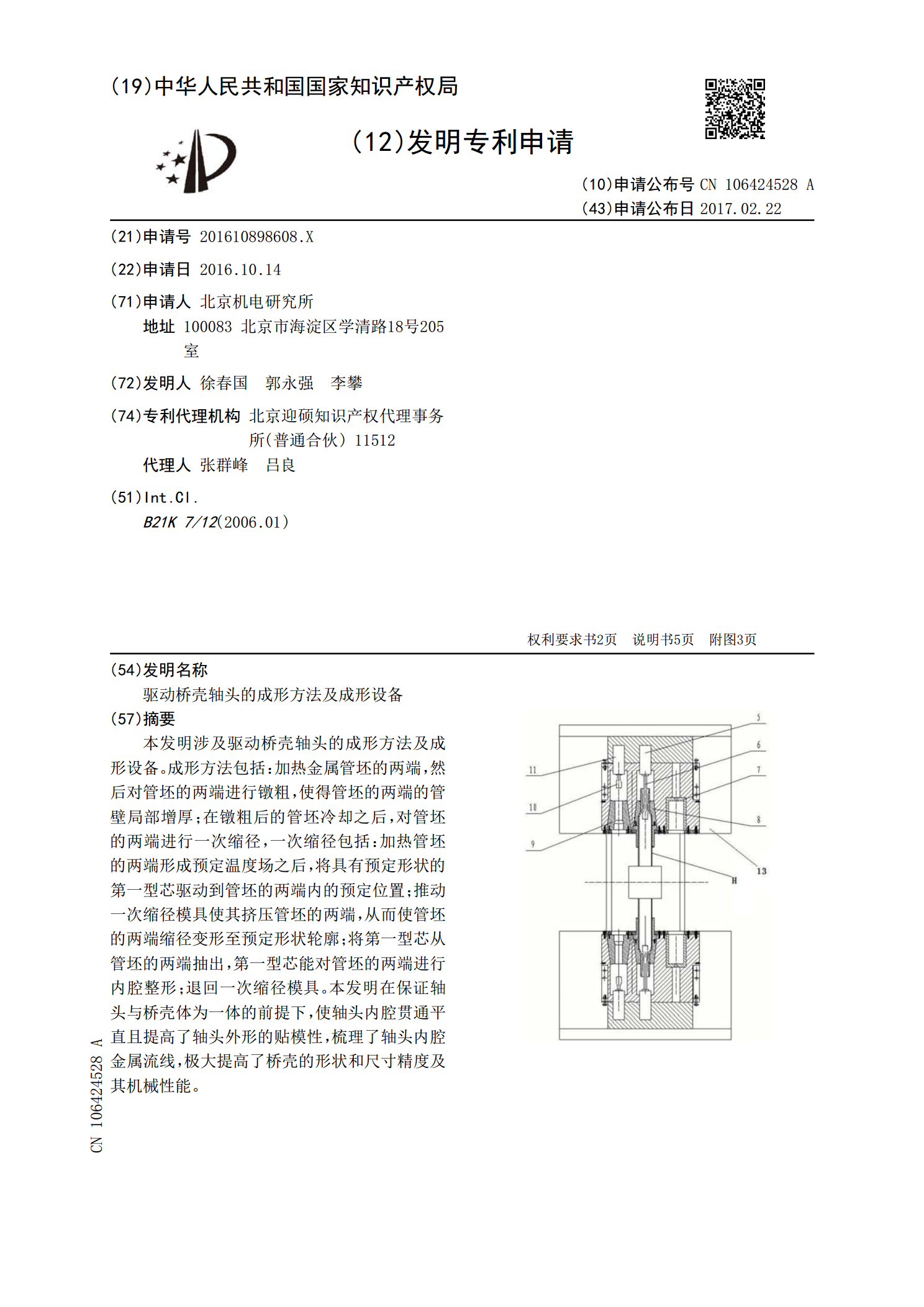
中厚壁整体式汽车驱动桥壳桥拱的成形设备,包括尖劈预扩胀成形机构、芯模扩胀成形机构、半封闭式加热炉、工业机器人机构和运输机构组成,所述芯模扩胀成形机构位于尖劈预扩胀成形机构的左侧,所述芯模扩胀成形机构通过连接座与尖劈预扩胀成形机构相连,芯模扩胀成形机构靠近尖劈预扩胀成形机构一侧的缸体座上通过半封闭式加热炉支架安装有半封闭式加热炉,半封闭式加热炉靠近尖劈预扩胀成形机构一侧设置有工业机器人机构,芯模扩胀成形机构和尖劈预扩胀成形机构另一侧设置有运输机构。本发明设备能够明显改善胀形区的应力状态,使中厚壁桥壳桥拱与直
桥壳胀压成形的分析与展望.pptx
单击此处添加副标题目录章节副标题章节副标题技术原理技术发展历程技术应用领域技术优缺点章节副标题工艺流程分析设备与工具分析材料选择与处理质量控制与检测章节副标题应用场景与效果典型案例分析实际应用中的问题与解决方案案例启示与经验总结章节副标题技术创新与突破方向技术发展面临的挑战与机遇技术推广与市场前景分析技术发展对相关产业的影响与推动章节副标题技术研发与人才培养技术标准与规范制定技术推广与应用模式创新政策支持与产业合作发展Thankyou
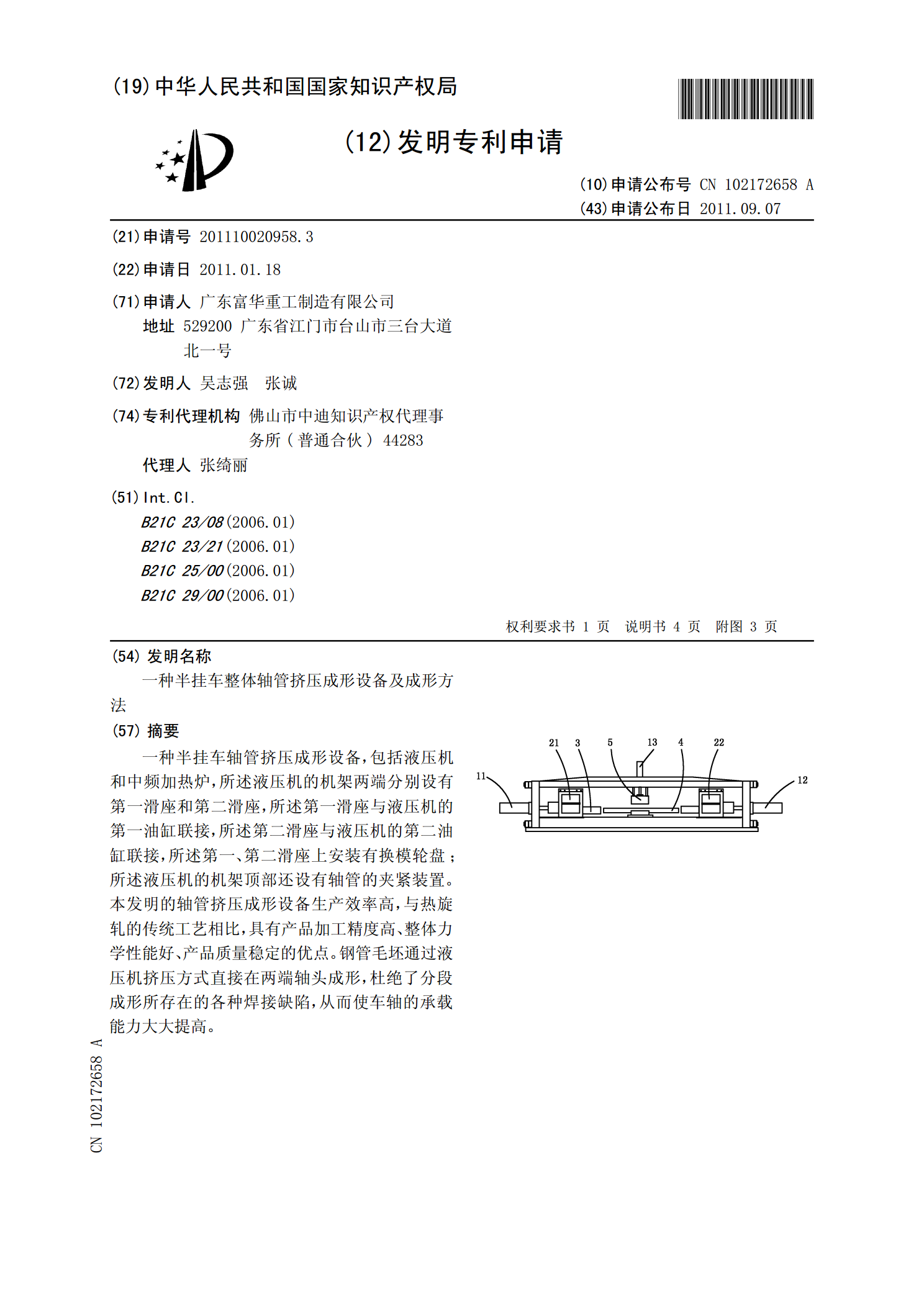
一种半挂车整体轴管挤压成形设备及成形方法.pdf
一种半挂车轴管挤压成形设备,包括液压机和中频加热炉,所述液压机的机架两端分别设有第一滑座和第二滑座,所述第一滑座与液压机的第一油缸联接,所述第二滑座与液压机的第二油缸联接,所述第一、第二滑座上安装有换模轮盘;所述液压机的机架顶部还设有轴管的夹紧装置。本发明的轴管挤压成形设备生产效率高,与热旋轧的传统工艺相比,具有产品加工精度高、整体力学性能好、产品质量稳定的优点。钢管毛坯通过液压机挤压方式直接在两端轴头成形,杜绝了分段成形所存在的各种焊接缺陷,从而使车轴的承载能力大大提高。