
冷床驱动轴及其制造方法.pdf

是你****盟主


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

冷床驱动轴及其制造方法.pdf
本发明涉及一种冷床驱动轴及其制造方法,其特点是:曲柄孔与轴台为过盈配合,曲柄孔与轴台之间安装有周向定位键,轴台上制有轴向定位的轴肩,曲柄的叉口为拼接结构,曲柄与叉口拼接端的截面为凸形,曲柄与叉口拼接端分别制有焊接坡口,曲柄孔与轴台焊接的左右配合面处双边13°深80mm全熔透J型焊接坡口,并J型坡口底部宽度13mm;其制造方法为:(1)先将轴、曲柄分别进行机加工至成品;(2)采用热装的方式并通过键、轴肩将曲柄孔与轴台装配成一体;(3)参考轴上配重刻线位置,将配重把合在轴上;(4)将把合好配重的驱动轴安置在焊

磁脉冲成形的车辆驱动轴及制造驱动轴的方法.pdf
一种使用磁脉冲成形技术来形成滑动的花键型接头的方法,该方法包括提供阴的驱动轴构件和具有向内形成的花键的开有花键的插入件。提供阳的驱动轴构件,其具有向外形成的与插入件啮合的花键。提供具有外肋的心轴,外肋具有与阳驱动轴构件的外花键外形相同的外形。提供电感器,该电感器能够被通电而形成脉冲磁场。插入件放置在心轴上。阴的驱动轴构件设置在插入件上,两者放置在电感器内。电感器通电而使插入件上的阴的驱动轴构件的一部分变形,以形成阵列的卷边,以便永久地连接阴的驱动轴构件与插入件。阳的驱动轴构件啮合到插入件,以提供滑动花键型
减摩垫片及其制造方法、等速节驱动轴总成.pdf
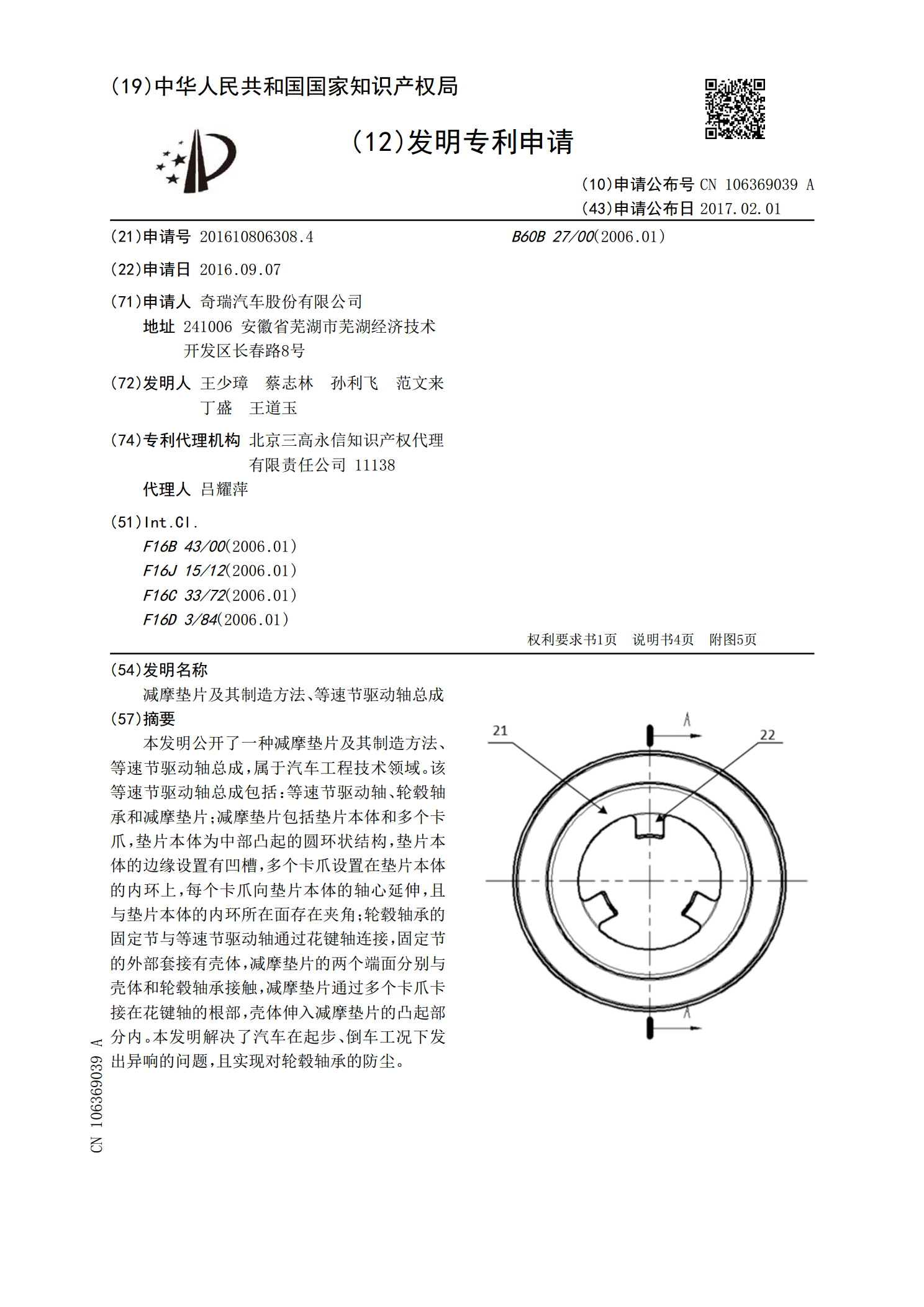
本发明公开了一种减摩垫片及其制造方法、等速节驱动轴总成,属于汽车工程技术领域。该等速节驱动轴总成包括:等速节驱动轴、轮毂轴承和减摩垫片;减摩垫片包括垫片本体和多个卡爪,垫片本体为中部凸起的圆环状结构,垫片本体的边缘设置有凹槽,多个卡爪设置在垫片本体的内环上,每个卡爪向垫片本体的轴心延伸,且与垫片本体的内环所在面存在夹角;轮毂轴承的固定节与等速节驱动轴通过花键轴连接,固定节的外部套接有壳体,减摩垫片的两个端面分别与壳体和轮毂轴承接触,减摩垫片通过多个卡爪卡接在花键轴的根部,壳体伸入减摩垫片的凸起部分内。本发
齿条轴及其制造方法.pdf
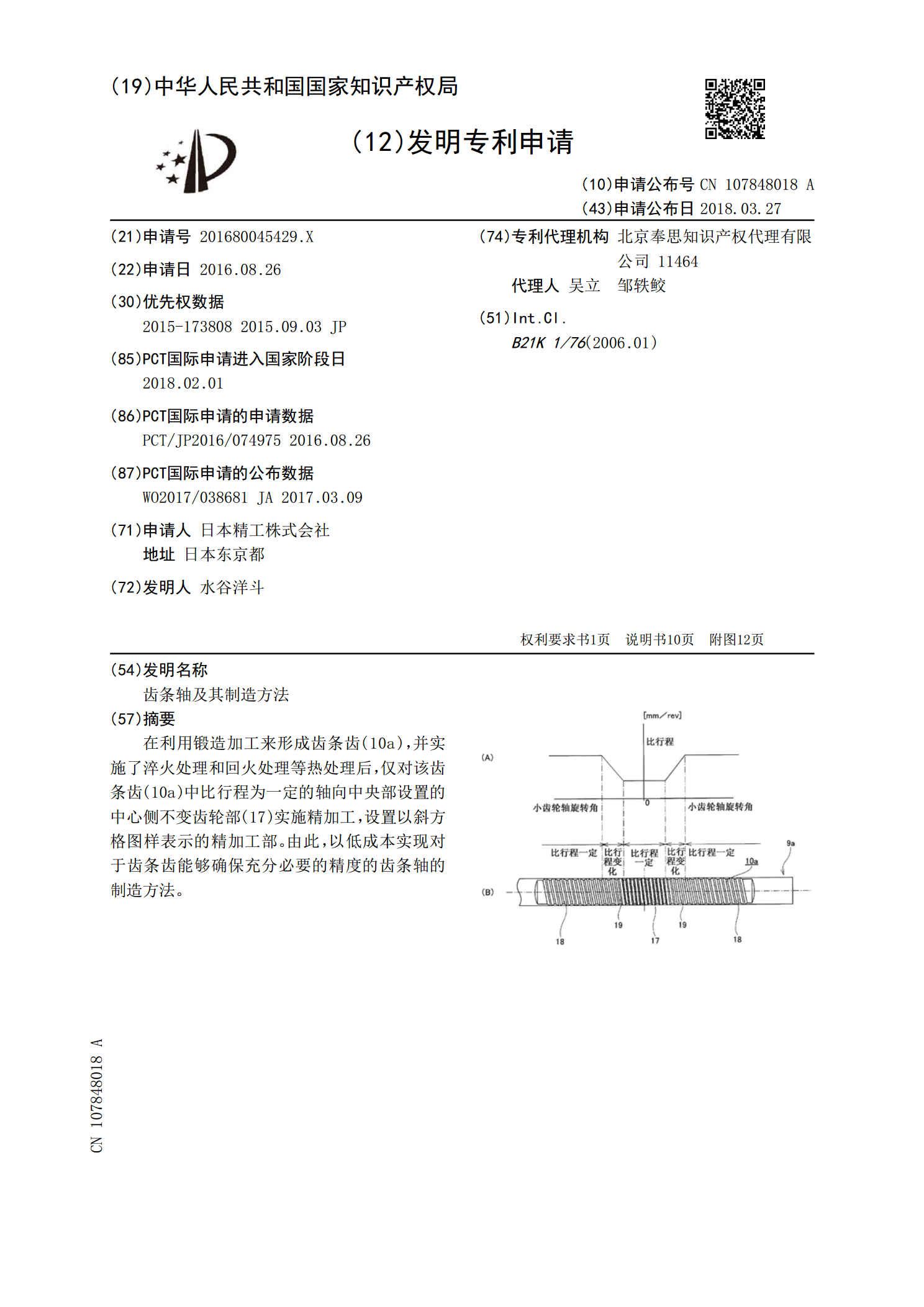
在利用锻造加工来形成齿条齿(10a),并实施了淬火处理和回火处理等热处理后,仅对该齿条齿(10a)中比行程为一定的轴向中央部设置的中心侧不变齿轮部(17)实施精加工,设置以斜方格图样表示的精加工部。由此,以低成本实现对于齿条齿能够确保充分必要的精度的齿条轴的制造方法。
超长驱动轴及其制备方法.pdf
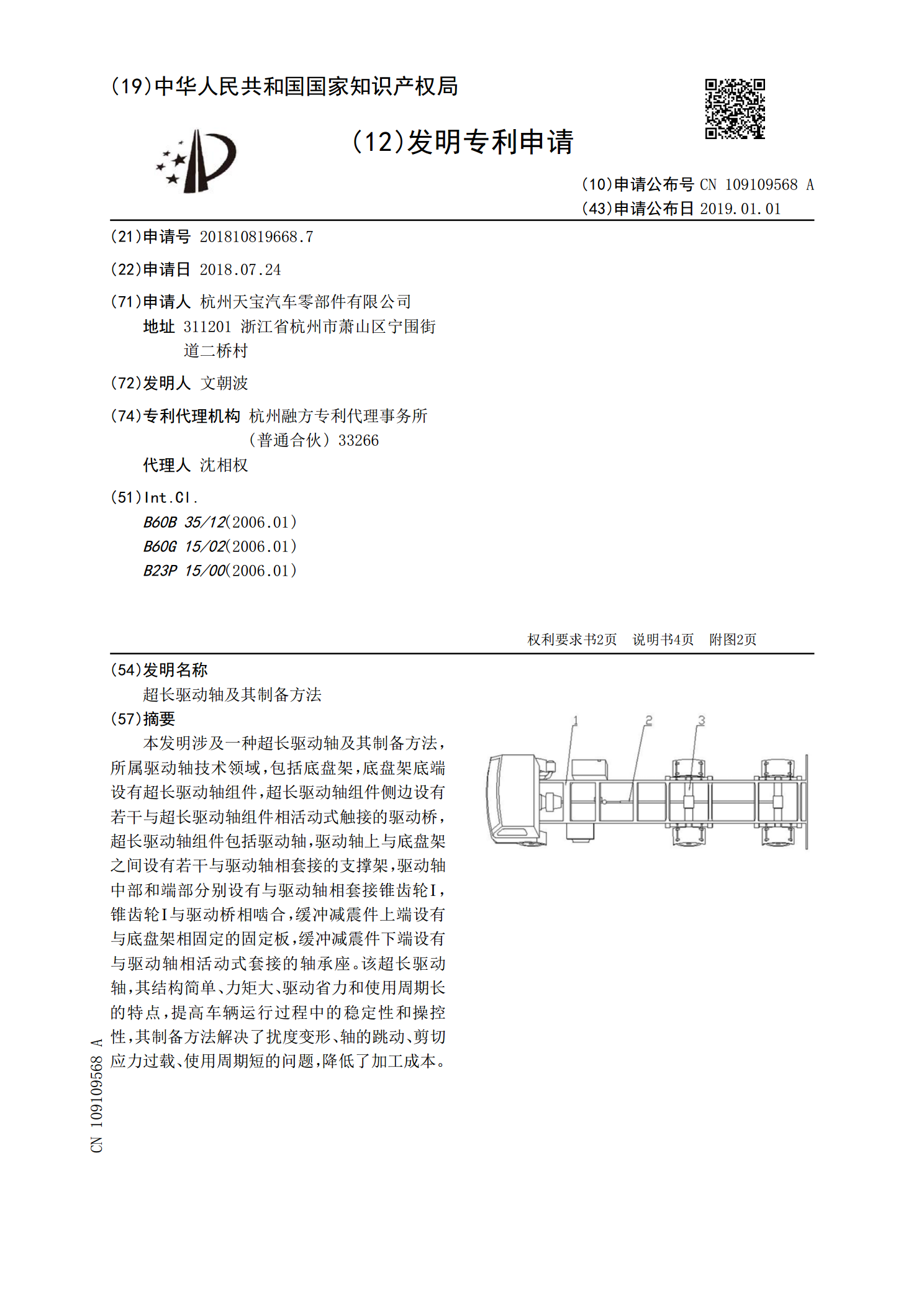
本发明涉及一种超长驱动轴及其制备方法,所属驱动轴技术领域,包括底盘架,底盘架底端设有超长驱动轴组件,超长驱动轴组件侧边设有若干与超长驱动轴组件相活动式触接的驱动桥,超长驱动轴组件包括驱动轴,驱动轴上与底盘架之间设有若干与驱动轴相套接的支撑架,驱动轴中部和端部分别设有与驱动轴相套接锥齿轮Ⅰ,锥齿轮Ⅰ与驱动桥相啮合,缓冲减震件上端设有与底盘架相固定的固定板,缓冲减震件下端设有与驱动轴相活动式套接的轴承座。该超长驱动轴,其结构简单、力矩大、驱动省力和使用周期长的特点,提高车辆运行过程中的稳定性和操控性,其制备方