
复合片材的制造方法.pdf

大渊****公主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

复合片材的制造方法.pdf
本发明的复合片材的制造方法包括:凹凸赋形步骤,在第一辊(11)和第二辊(21)的啮合部中咬入第一片状物(2'),对其赋予凹凸形状;中间体制造步骤,使第二片状物(3')与第一片状物(2')重合,将第二片状物(3')接合于第一片状物(2')中的与第一辊(11)的凸部(14)对应的部分而形成多个第一接合部(4),获得复合片材中间体(1');和接合步骤,使用在周面具有与第一辊(11)的凹凸形状不同的凹凸形状的第三辊(31),在复合片材中间体(1')形成第二接合部(5)。第二接合部(5)由连接1个第一接合部(4)和
复合片材及其制造方法.pdf
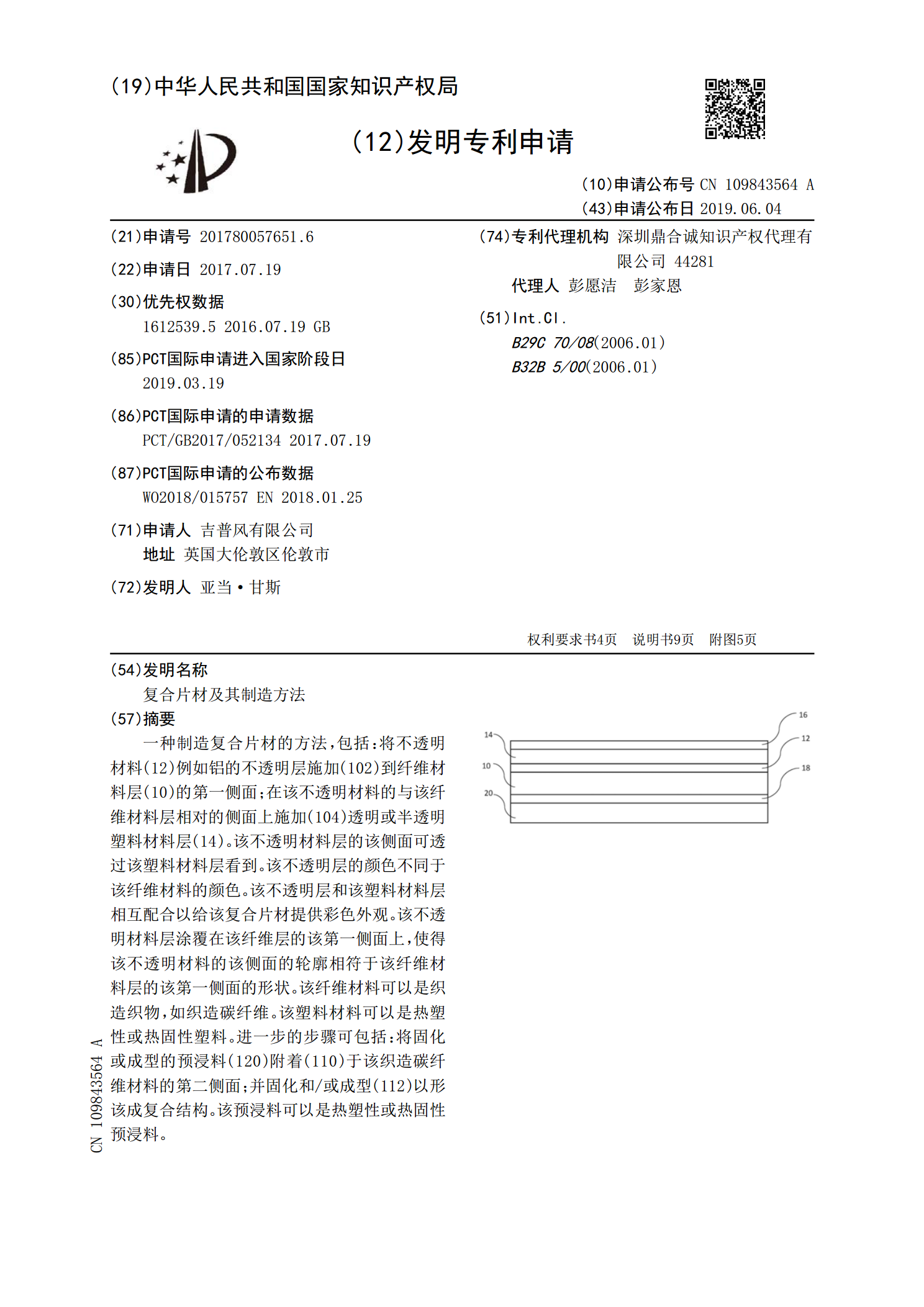
一种制造复合片材的方法,包括:将不透明材料(12)例如铝的不透明层施加(102)到纤维材料层(10)的第一侧面;在该不透明材料的与该纤维材料层相对的侧面上施加(104)透明或半透明塑料材料层(14)。该不透明材料层的该侧面可透过该塑料材料层看到。该不透明层的颜色不同于该纤维材料的颜色。该不透明层和该塑料材料层相互配合以给该复合片材提供彩色外观。该不透明材料层涂覆在该纤维层的该第一侧面上,使得该不透明材料的该侧面的轮廓相符于该纤维材料层的该第一侧面的形状。该纤维材料可以是织造织物,如织造碳纤维。该塑料材料可

一种复合片材的制造装置、系统及其制造方法.pdf
本发明公开了一种复合片材的制造装置、系统及其制造方法,所述复合片材由形成有多个凸部的立体片材与不具有所述凸部的平坦片材层叠复合而构成;装置包括:一对相互平行配置的赋形用凸辊和凹辊、超声波焊接机构以及负压成型单元;在凸辊、凹辊的辊周面上分别具备在面对位置相互啮合的凹凸形状,使织物经过凹凸辊之间从而形成所述立体片材;超声波焊接机构设置在凹辊下游侧,用于将平坦片材与所述立体片材相复合,形成所述的复合片材;负压成型单元设置在所述凹辊上,所述负压成型单元的吸气范围被设定为在凹辊周向至少从凹凸辊赋形至超声波复合区域之

复合材轮圈的制造方法及复合材轮圈.pdf
本发明涉及一种复合材轮圈制造方法,是将轮圈的外框经第一次成型后,才与内框一并热压结合,其可有效降低产品不良率,并且提升产能的利用率。

复合材轮圈的制造方法.pdf
本发明提供一种复合材轮圈的制造方法,包含以下步骤:制备芯轴:该芯轴为实心且具有一预定的形状,该芯轴以硬脂酸制成;贴附复合材料:贴附一复合材料于该芯轴的外周面;成型:将贴附该复合材料的芯轴置入一模具中,以120-140℃的温度对该模具及贴附该复合材料的芯轴加热约70分钟,使该复合材料密实硬化成型为一轮圈;移除芯轴:对该芯轴加热使之熔化并使该芯轴自该轮圈流出;藉此,该芯轴能回收再次利用,更节省成本,又能避免渗入复合材料的缝隙而造成通孔产生进而影响良率。