
复合材轮圈的制造方法.pdf

努力****骞北


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

复合材轮圈的制造方法及复合材轮圈.pdf
本发明涉及一种复合材轮圈制造方法,是将轮圈的外框经第一次成型后,才与内框一并热压结合,其可有效降低产品不良率,并且提升产能的利用率。

复合材轮圈的制造方法.pdf
本发明提供一种复合材轮圈的制造方法,包含以下步骤:制备芯轴:该芯轴为实心且具有一预定的形状,该芯轴以硬脂酸制成;贴附复合材料:贴附一复合材料于该芯轴的外周面;成型:将贴附该复合材料的芯轴置入一模具中,以120-140℃的温度对该模具及贴附该复合材料的芯轴加热约70分钟,使该复合材料密实硬化成型为一轮圈;移除芯轴:对该芯轴加热使之熔化并使该芯轴自该轮圈流出;藉此,该芯轴能回收再次利用,更节省成本,又能避免渗入复合材料的缝隙而造成通孔产生进而影响良率。

复合材轮圈及其制造方法.pdf
本发明提供一种复合材轮圈及其制造方法,该轮圈由纤维复合材料所制成,该轮圈具有一对煞车边,于煞车边处一体成型有一酚醛树脂层,藉此提升其煞车性能。该轮圈的制造方法包括:排叠:将片状纤维复合材料依序多层排叠于一成型模具内,使该些纤维复合材料概呈一自行车轮圈的外观;贴附:于该些纤维复合材料对应煞车边处贴设一酚醛树脂半成品;以及成型:于加热加压条件下,令该些纤维复合材料及酚醛树脂半成品一体成型,制得一煞车边处具有酚醛树脂层的复合材轮圈。本发明的复合材轮圈具有优良的续航性能,制程简便、结合强度佳。

复合材轮圈及其模具和使用该模具制造复合材轮圈的方法.pdf
本发明提供一种复合材轮圈的模具、使用该模具的复合材轮圈的制造方法以及使用该制造方法所制造的复合材轮圈,其中该复合材轮圈具有一底面与分别设于该底面相对两侧的两侧边而概呈U字形,各该侧边远离该底面的一端朝另一侧边突出有一框唇,该模具包含一外模及一模心,该模心的成份包含水溶性树脂,该模心在相对两侧面分别形成一凹入的凹沟,该两个凹沟的轮廓与该复合材轮圈的框唇相对应,该复合材轮圈能被成型于该外模所围构的一容置空间与该模心之间,成形后该模心能被溶化而移除,藉此能简化制造程序并提供表面平滑无断层的复合材轮圈。
复合材轮圈的制法与复合材轮圈.pdf
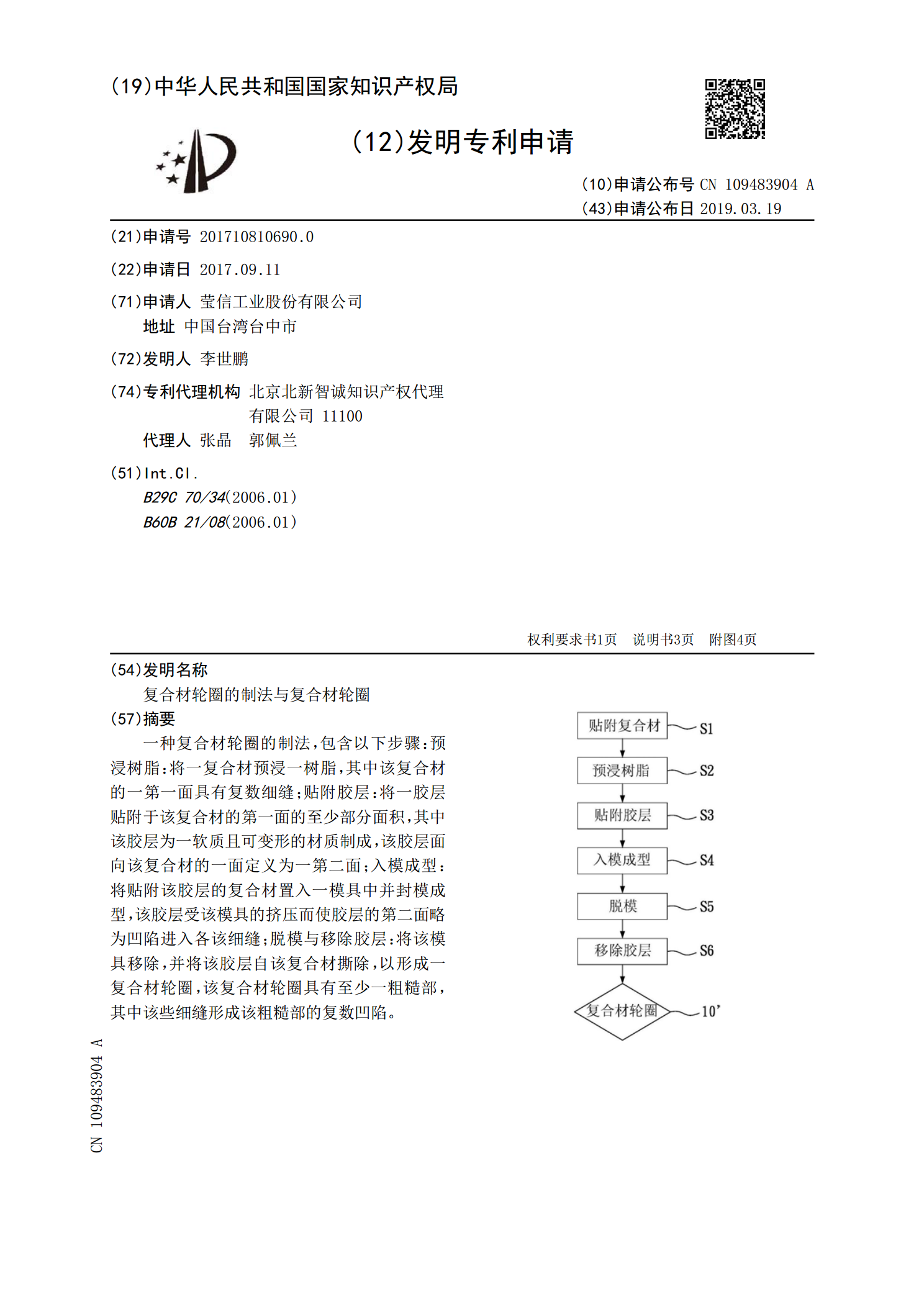
一种复合材轮圈的制法,包含以下步骤:预浸树脂:将一复合材预浸一树脂,其中该复合材的一第一面具有复数细缝;贴附胶层:将一胶层贴附于该复合材的第一面的至少部分面积,其中该胶层为一软质且可变形的材质制成,该胶层面向该复合材的一面定义为一第二面;入模成型:将贴附该胶层的复合材置入一模具中并封模成型,该胶层受该模具的挤压而使胶层的第二面略为凹陷进入各该细缝;脱模与移除胶层:将该模具移除,并将该胶层自该复合材撕除,以形成一复合材轮圈,该复合材轮圈具有至少一粗糙部,其中该些细缝形成该粗糙部的复数凹陷。