
一种复合结构防弹防暴板及其制备方法.pdf

绮兰****文章


1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种复合结构防弹防暴板及其制备方法.pdf
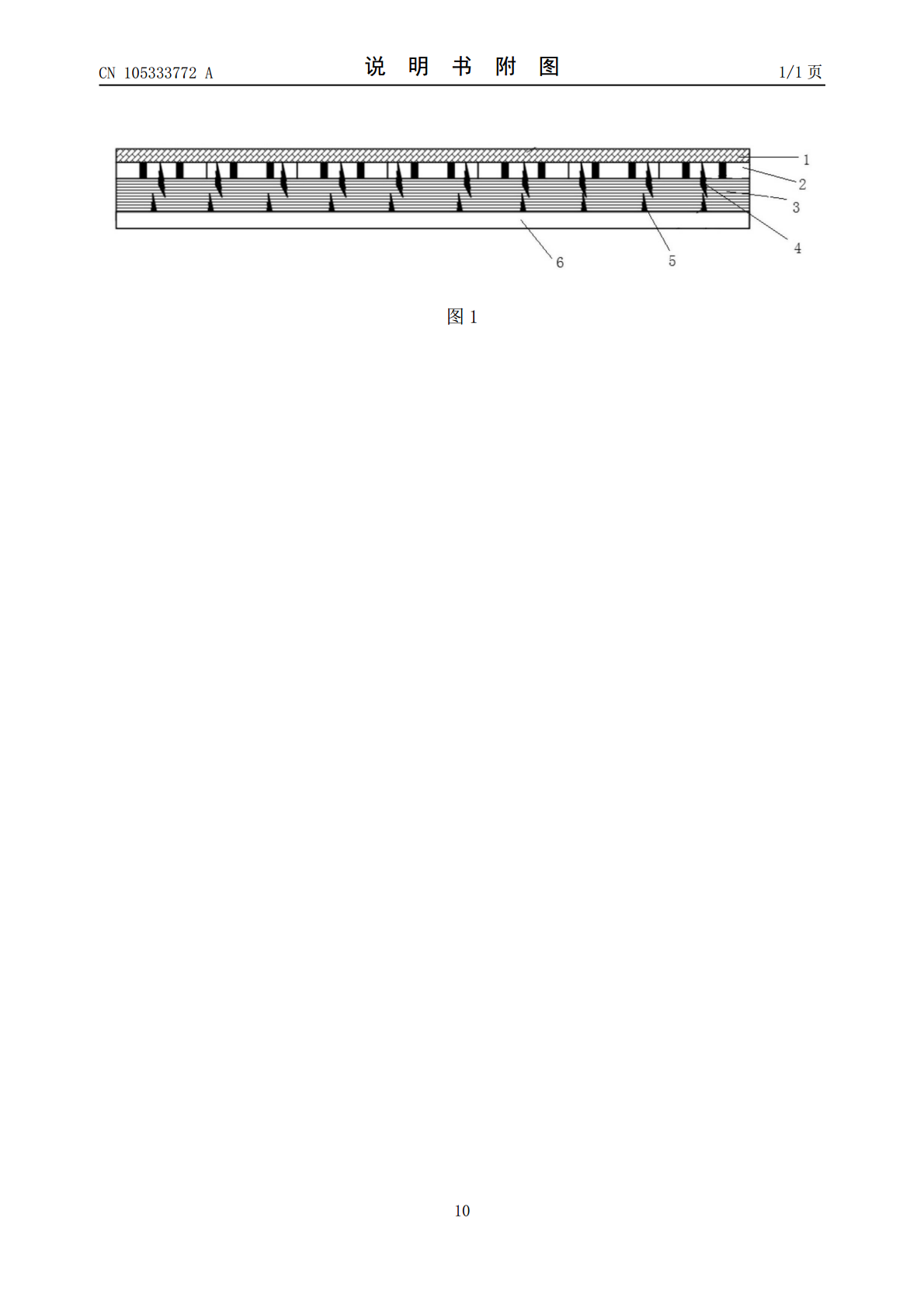
本发明公开了一种复合结构防弹防暴板及其制备方法,包括依次叠加结合的碳纤维表面刚性层、陶瓷复合片组合层、有机纤维防弹防暴层和金属背板,其中,碳纤维表面刚性层包括改性热固性树脂基体和碳纤维织物增强体,改性热固性树脂中填充有短切碳纤维填料;陶瓷复合片组合层包括若干层陶瓷复合片层,有机纤维防弹防暴层由有机纤维UD材料制备而成,金属背板与有机纤维防弹防暴层的接触面加工用于与有机纤维防弹防暴层进行机械啮合的毛刺结构。背弹面特种金属防背凸层可有效降低弹丸侵彻后的背凸高度;中间的陶瓷复合材料组合层可有效抵抗弹丸的侵彻并保

一种复合防弹插板及其制备方法.pdf
本发明涉及防弹插板技术领域,尤其涉及了一种复合防弹插板及其制备方法,包括钢板和外层,所述外层设置于钢板的外表面,所述钢板的顶部连接有混合纤维层,所述钢板的底部连接有碳化硅陶瓷,所述碳化硅陶瓷和混合纤维层远离钢板的一侧连接有高性能纤维,混合纤维层采用碳纤维和玄武岩纤维中的一种或两种与UHMWPE纤维混杂编织而成,高性能纤维具体为超高分子量聚乙烯纤维、芳纶纤维、PBO纤维中的一种或多种。该复合防弹插板及其制备方法,在提升防弹插板的防护性能的同时,能够带来更好的穿戴体验以及减少对体力的消耗,在保留了防弹插板高防
一种蜂窝阻隔结构防弹插板及其制备方法.pdf
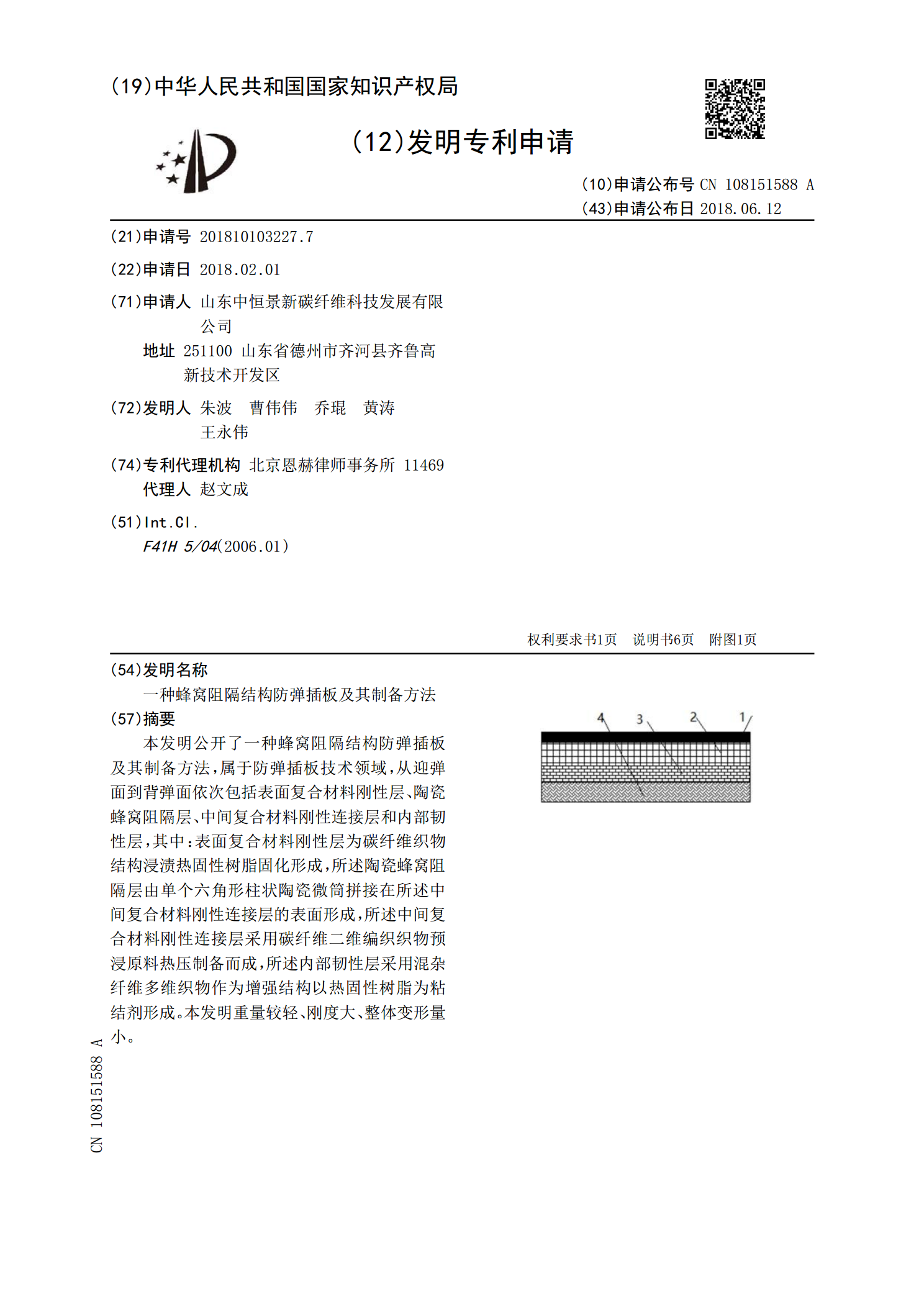
本发明公开了一种蜂窝阻隔结构防弹插板及其制备方法,属于防弹插板技术领域,从迎弹面到背弹面依次包括表面复合材料刚性层、陶瓷蜂窝阻隔层、中间复合材料刚性连接层和内部韧性层,其中:表面复合材料刚性层为碳纤维织物结构浸渍热固性树脂固化形成,所述陶瓷蜂窝阻隔层由单个六角形柱状陶瓷微筒拼接在所述中间复合材料刚性连接层的表面形成,所述中间复合材料刚性连接层采用碳纤维二维编织织物预浸原料热压制备而成,所述内部韧性层采用混杂纤维多维织物作为增强结构以热固性树脂为粘结剂形成。本发明重量较轻、刚度大、整体变形量小。
一种轻质多层复合结构防弹装甲板及其制备方法.pdf
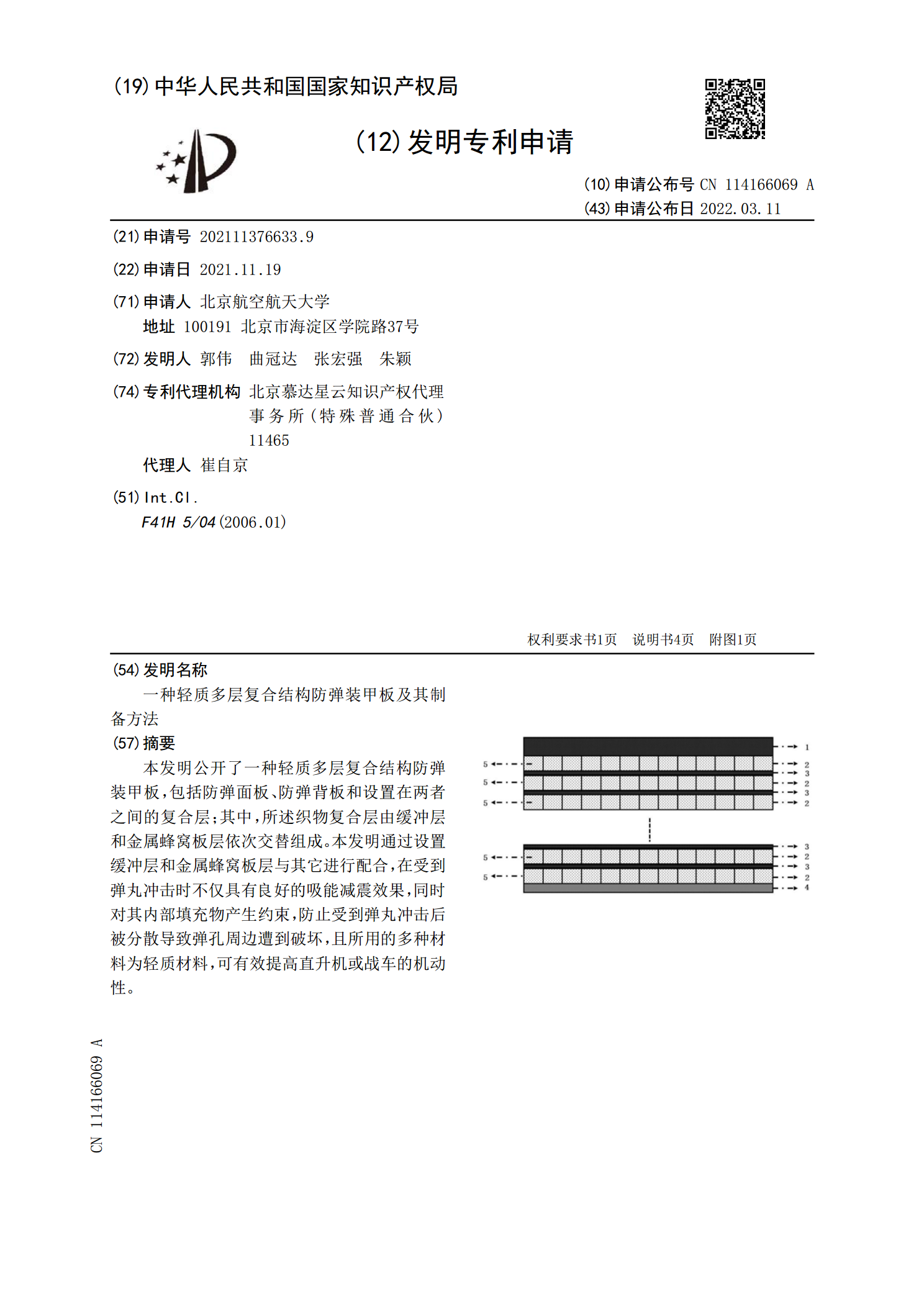
本发明公开了一种轻质多层复合结构防弹装甲板,包括防弹面板、防弹背板和设置在两者之间的复合层;其中,所述织物复合层由缓冲层和金属蜂窝板层依次交替组成。本发明通过设置缓冲层和金属蜂窝板层与其它进行配合,在受到弹丸冲击时不仅具有良好的吸能减震效果,同时对其内部填充物产生约束,防止受到弹丸冲击后被分散导致弹孔周边遭到破坏,且所用的多种材料为轻质材料,可有效提高直升机或战车的机动性。
一种复合防弹板及其制作方法.pdf
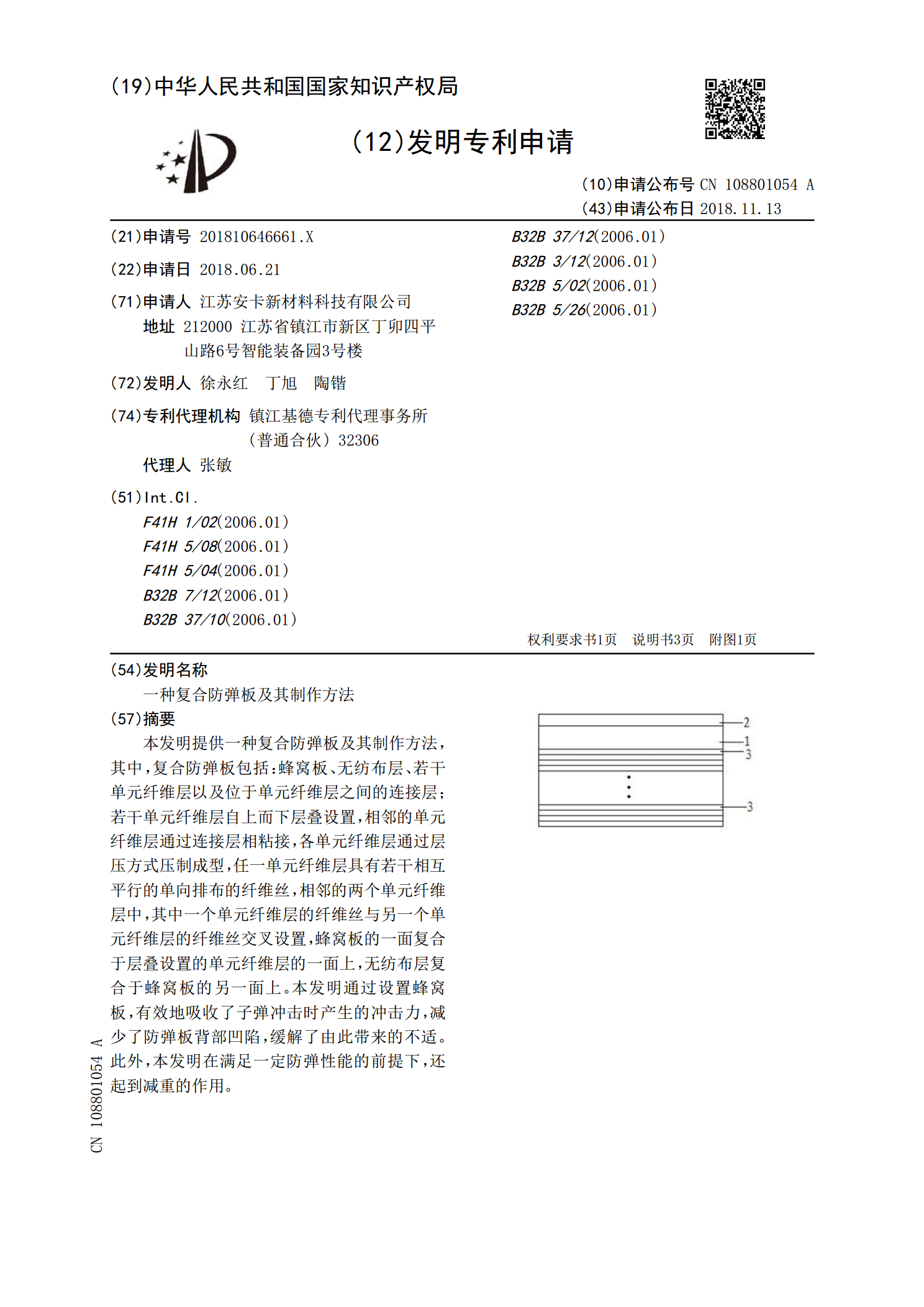
本发明提供一种复合防弹板及其制作方法,其中,复合防弹板包括:蜂窝板、无纺布层、若干单元纤维层以及位于单元纤维层之间的连接层;若干单元纤维层自上而下层叠设置,相邻的单元纤维层通过连接层相粘接,各单元纤维层通过层压方式压制成型,任一单元纤维层具有若干相互平行的单向排布的纤维丝,相邻的两个单元纤维层中,其中一个单元纤维层的纤维丝与另一个单元纤维层的纤维丝交叉设置,蜂窝板的一面复合于层叠设置的单元纤维层的一面上,无纺布层复合于蜂窝板的另一面上。本发明通过设置蜂窝板,有效地吸收了子弹冲击时产生的冲击力,减少了防弹板