
新能源汽车滑动啮合套及其制造工艺.pdf

森林****io


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

新能源汽车滑动啮合套及其制造工艺.pdf
本发明公开了一种新能源汽车滑动啮合套,所述滑动啮合套本体的内壁上设有啮合齿,其内腔为大小内径不同的两圆柱体结构;通过分步实施两次冷锻反挤压制造工艺,瞬间成形新能源汽车滑动啮合套内壁设置的啮合齿,替代了传统的切削加工,生产效率高节省了原材料,降低了生产成本;同时产品精确度高、挤压成型金属流线不被切断,晶粒组织致密,提高了齿面强度,产品机械性能高质量好。

新能源汽车滑动啮合套反挤凹模.pdf
本发明公开了一种新能源汽车滑动啮合套反挤凹模,包括上模、下模、上模导向套、承压块、顶杆,上模为多台阶上粗下细的锥度轴,上模模头外壁均布轴向齿形槽,上模导向套设置在上模上端四周;下模为两只轴向通孔圆套,承压块位于下模的模腔底部,顶杆位于承压块之下,下模模腔中放置坯料;上模导向套外径与下模模腔内径相匹配,上模与下模同轴配合。通过分步实施两次冷锻反挤压制造工艺,瞬间成形新能源汽车滑动啮合套内壁设置的啮合齿,替代了传统的切削加工,生产效率高节省了原材料,降低了生产成本;同时产品精确度高、挤压成型金属流线不被切断,
啮合套制造工艺.pdf
本发明涉及一种啮合套制造工艺,其要点是:选择符合要求的棒材,由啮合套的重量,计算出棒材的长度;将棒材放置于氮气氛围保护的无氧化中频感应加热炉中,加热温度为1120℃~1180℃之,时间为3~5分钟,棒心与表面温差不大于50℃;无飞边锻造,正火、冷却至室温;喷砂清理正火后啮合套毛胚表面的氧化皮,置于皂化液中皂化;皂化后的啮合套毛胚放入精整模中冷精整,置于挤倒锥模具内挤倒锥角。本发明的啮合套制造工艺,操作方便,制造的啮合套质量稳定,保证了啮合套倒锥角的精度;提高了生产效率,是铣削加工工艺的50倍以上;下料准确
新能源汽车减速机齿轮轴及其制造工艺.pdf
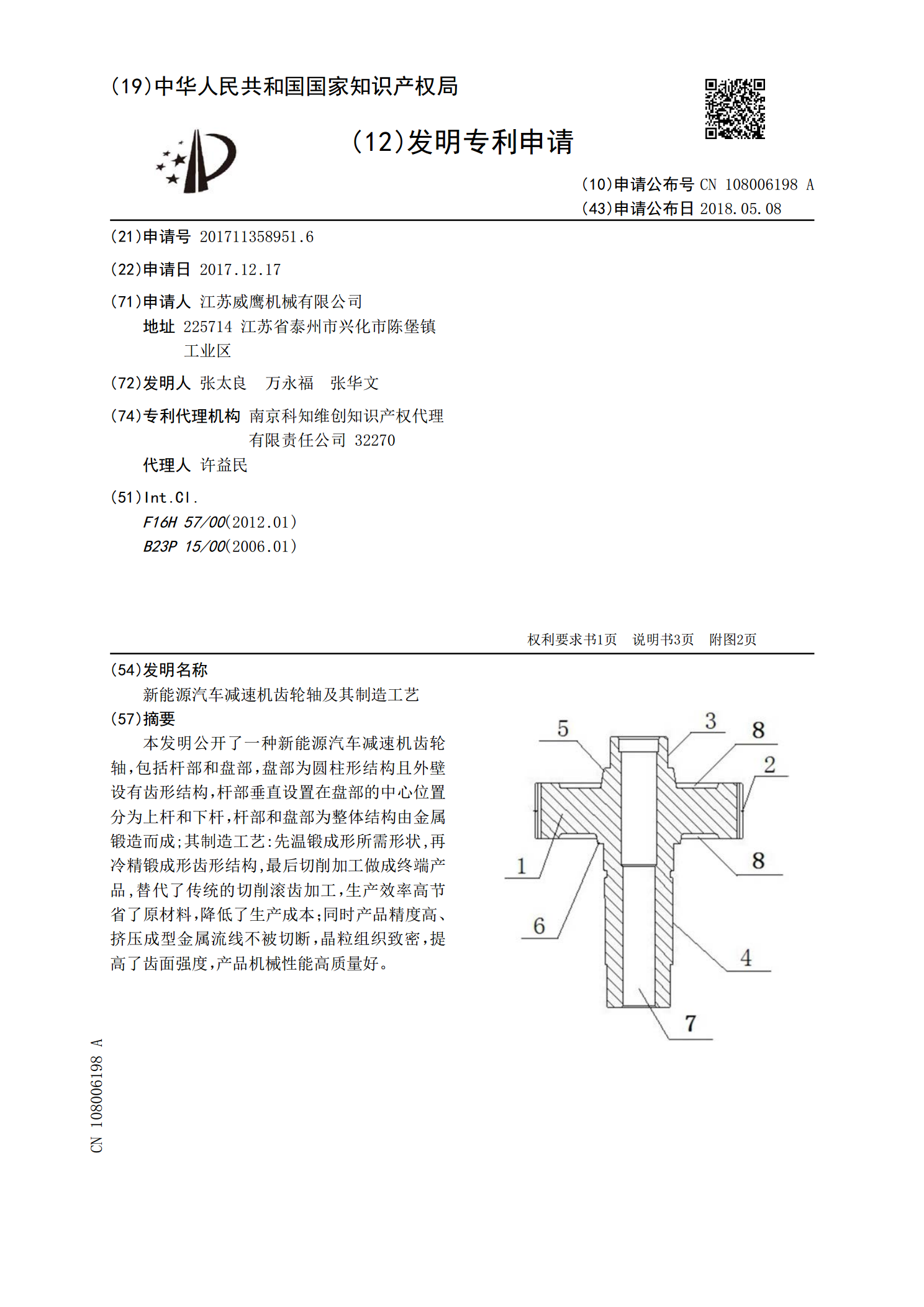
本发明公开了一种新能源汽车减速机齿轮轴,包括杆部和盘部,盘部为圆柱形结构且外壁设有齿形结构,杆部垂直设置在盘部的中心位置分为上杆和下杆,杆部和盘部为整体结构由金属锻造而成;其制造工艺:先温锻成形所需形状,再冷精锻成形齿形结构,最后切削加工做成终端产品,替代了传统的切削滚齿加工,生产效率高节省了原材料,降低了生产成本;同时产品精度高、挤压成型金属流线不被切断,晶粒组织致密,提高了齿面强度,产品机械性能高质量好。
一种滑动啮合套.pdf
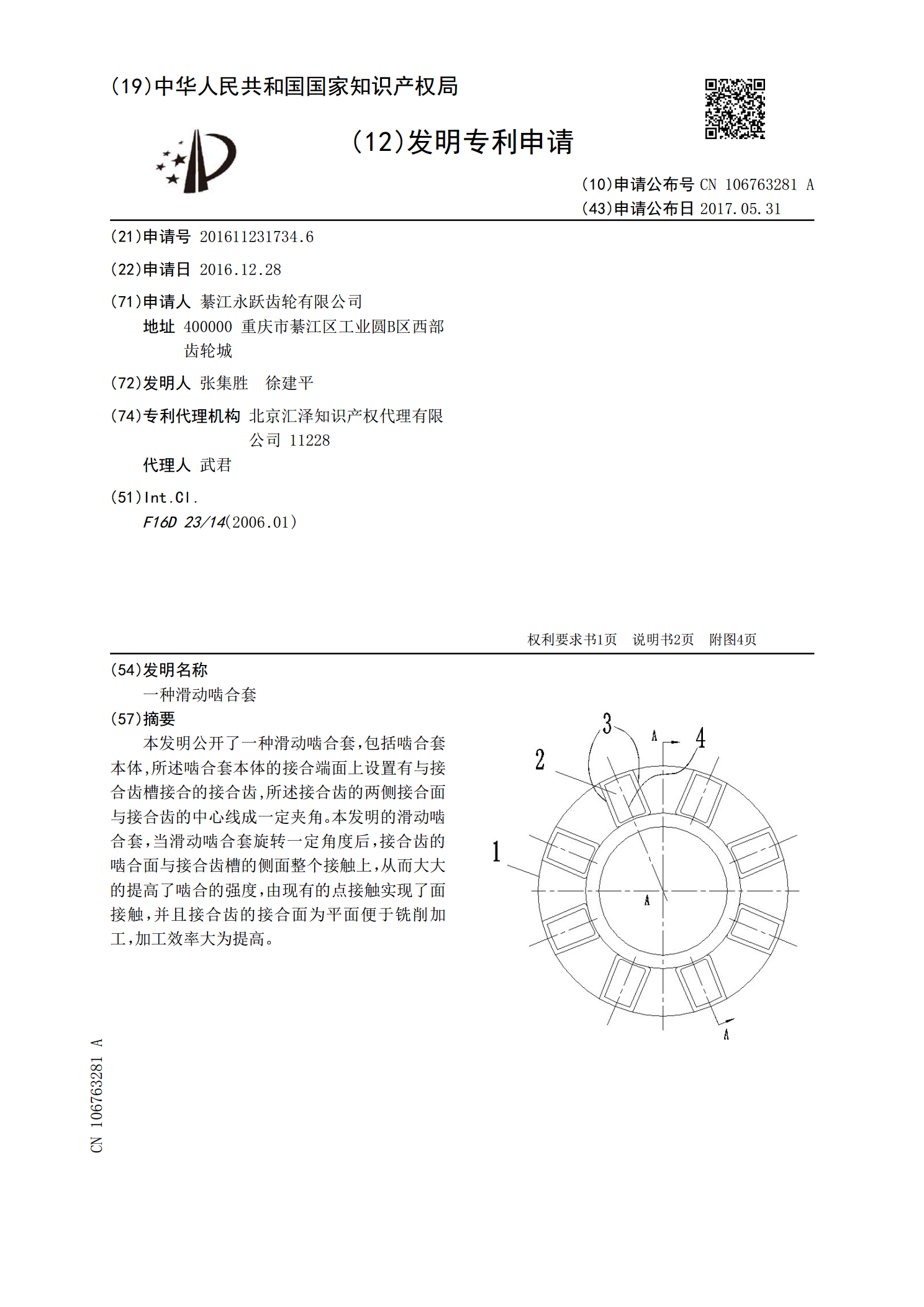
本发明公开了一种滑动啮合套,包括啮合套本体,所述啮合套本体的接合端面上设置有与接合齿槽接合的接合齿,所述接合齿的两侧接合面与接合齿的中心线成一定夹角。本发明的滑动啮合套,当滑动啮合套旋转一定角度后,接合齿的啮合面与接合齿槽的侧面整个接触上,从而大大的提高了啮合的强度,由现有的点接触实现了面接触,并且接合齿的接合面为平面便于铣削加工,加工效率大为提高。