
一种转子轴机械加工工艺.pdf

一条****然后


1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种转子轴机械加工工艺.pdf
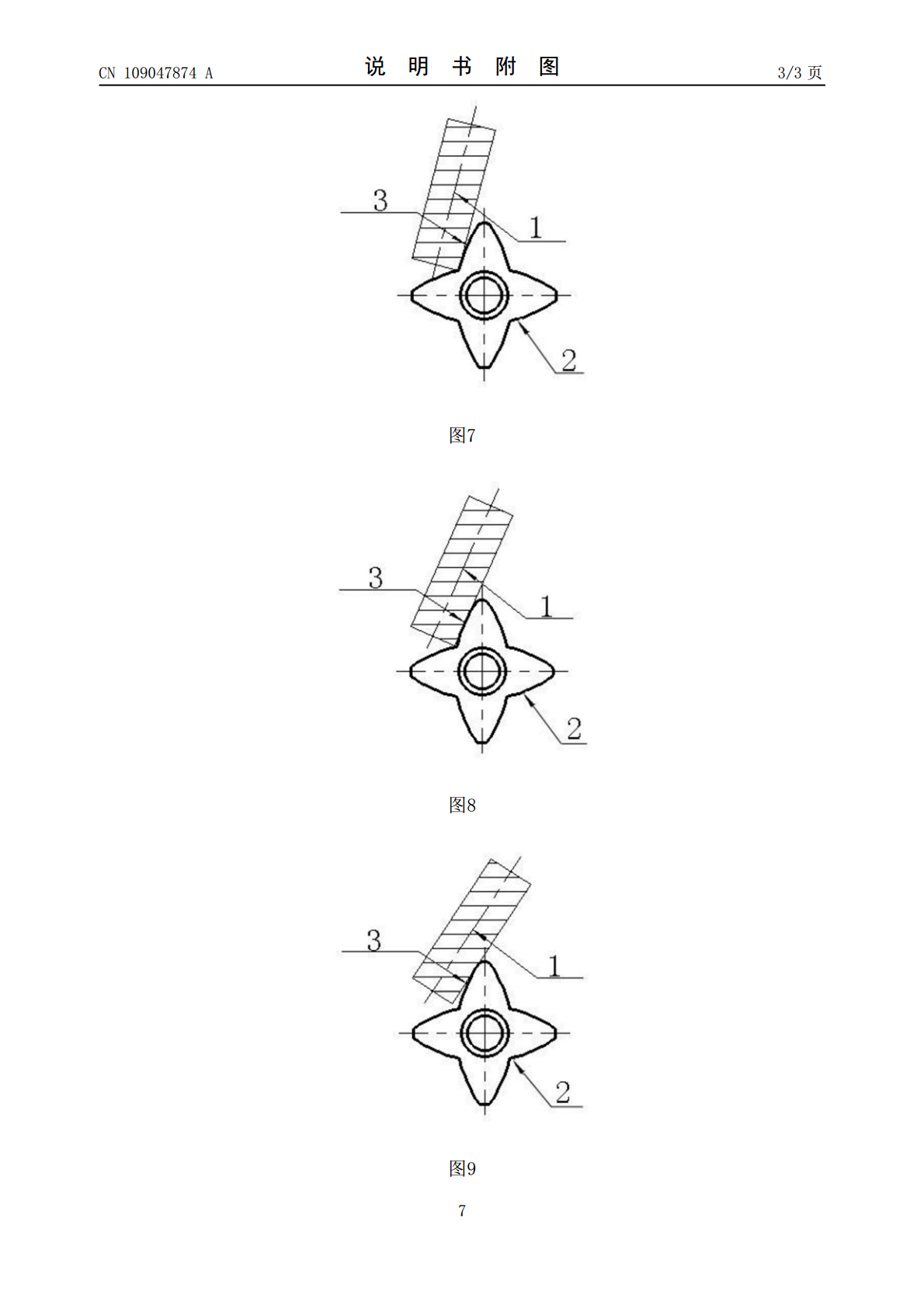
本发明公开了一种转子轴机械加工工艺,将转子轴零件置于数控卧式车铣复合机床内,然后用数控卧式车铣复合机床将转子轴零件所有回转形状加工成型,精铣开始之前,将刀具的刃口与零件上的螺旋槽的侧面底部接触,螺旋槽的侧面为刀具与零件的啮合面,精铣过程中,刀具在刀具长度方向上保持不变,刀具在刀具直径方向上远离零件轴线方向偏移坐标,且在零件轴线方向往复移动,从而使得刀具不同高度的刃口分别与啮合面接触进行铣削。该方法在刀具长度方向上保持不变进行切削加工,从螺旋槽的侧面底部开始到顶部结束,在对难加工材料进行加工时,刀具不同高度

转子轴加工工艺及其转子轴.pdf
本发明公开了一种转子轴加工工艺,其特点是,顺序执行以下的步骤:冲料、形成坯料;穿磨:粗车A轴段和B轴段;调质;精磨;精车A轴段和B轴段;磨锥度;对锥形部和小轴部进行高频热处理、回火;滚齿;对形成的齿进行高频热处理、回火,形成半成品;对半成品进行磨三档;冲筋;防锈处理、检验。本发明还公开了一种转子轴。本发明设备多为自动化操作,生产效率提高,生产安全性好,生产的转子轴质量提高,产品精度一致性好,废品比原工艺减少60%以上,且具有节省原材料、降低生产成本、以及节约能耗的优点。

一种高速转子轴的生产加工工艺.pdf
本发明公开了一种高速转子轴的生产加工工艺,涉及转子轴技术领域;为了解决在加工完成后,有些中心孔不符合要求,但无法调整修改而造成报废的问题;具体包括以下步骤,S1:选材;S2:圆钢下料;S3:粗加工;S4:半精加工;S5:热处理;S6:精加工;S7:加工完成后对其外观及其性能进行检测。本发明在转子轴芯轴增加两端外圆的面积,能够尽可能的提高芯轴的刚度;转子轴两端预留约5‑10mm的余量,方便后期根据加工要求进行二次修正,实际操作中二次修正直接将预留部分进行切除,重新加工中心孔,免对原有中心孔进行修正、维护从而
一种涡轮增压器转子轴加工工艺.pdf
一种涡轮增压器转子轴加工工艺,其特征在于:其热处理方式是将多根轴立放在一轴架上,再将多根轴同时放到炉里进行淬火处理,本发明与现有技术相比,具有产量高、废品少、成本低、劳动生产率高、质量稳定、同轴度好等优点。
一种深井泵转子长轴及其加工工艺.pdf
本发明公开了一种深井泵转子长轴及其加工工艺,所述长轴包括泵体段和电机段,泵体段的一端设有电机段,泵体段和电机段为一体成型结构,所述泵体段包括依次排列的出水口段、稳固段、叶轮安装段和入水口段,稳固段上设有与泵体内壁滑动连接的两个稳固块,两个稳固块之间设有位于稳固段上的引流槽,所述电机段包括依次排列的第一轴承安装段、转子安装段和第二轴承安装段,所述转子安装段上设有限位槽,且限位槽的内壁上设有限位块,入水口段远离叶轮安装段的一端设有第一轴承安装段。本发明具有优异的稳固性,避免长时间使用后由于过长导致弯曲,且降低