
一种风电环件轴承挡圈结构及其锻造工艺.pdf

书生****66


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种风电环件轴承挡圈结构及其锻造工艺.pdf
本发明公开了一种风电环件轴承挡圈结构及其锻造工艺,包括挡圈本体,所述挡圈本体的上端开设有第一斜面和第二斜面,第一斜面和第二斜面上卡合有拧紧圈,第一斜面和第二斜面之间的挡圈本体上开设有凹槽,凹槽与拧紧圈啮合,凹槽下端的两侧分别开设有第一侧槽和第二侧槽。本风电环件轴承挡圈结构及其锻造工艺,通过将原本整体的轴承挡圈拆分成挡圈本体、拧紧圈、第一卡合块和第二卡合块,第一卡合块和第二卡合块分别与挡圈本体活动连接,并通过支撑弹簧对其进行限位,结构简单,拧紧圈采用螺纹与挡圈本体连接,在安装拧紧圈进挡圈本体时,则可以将第一
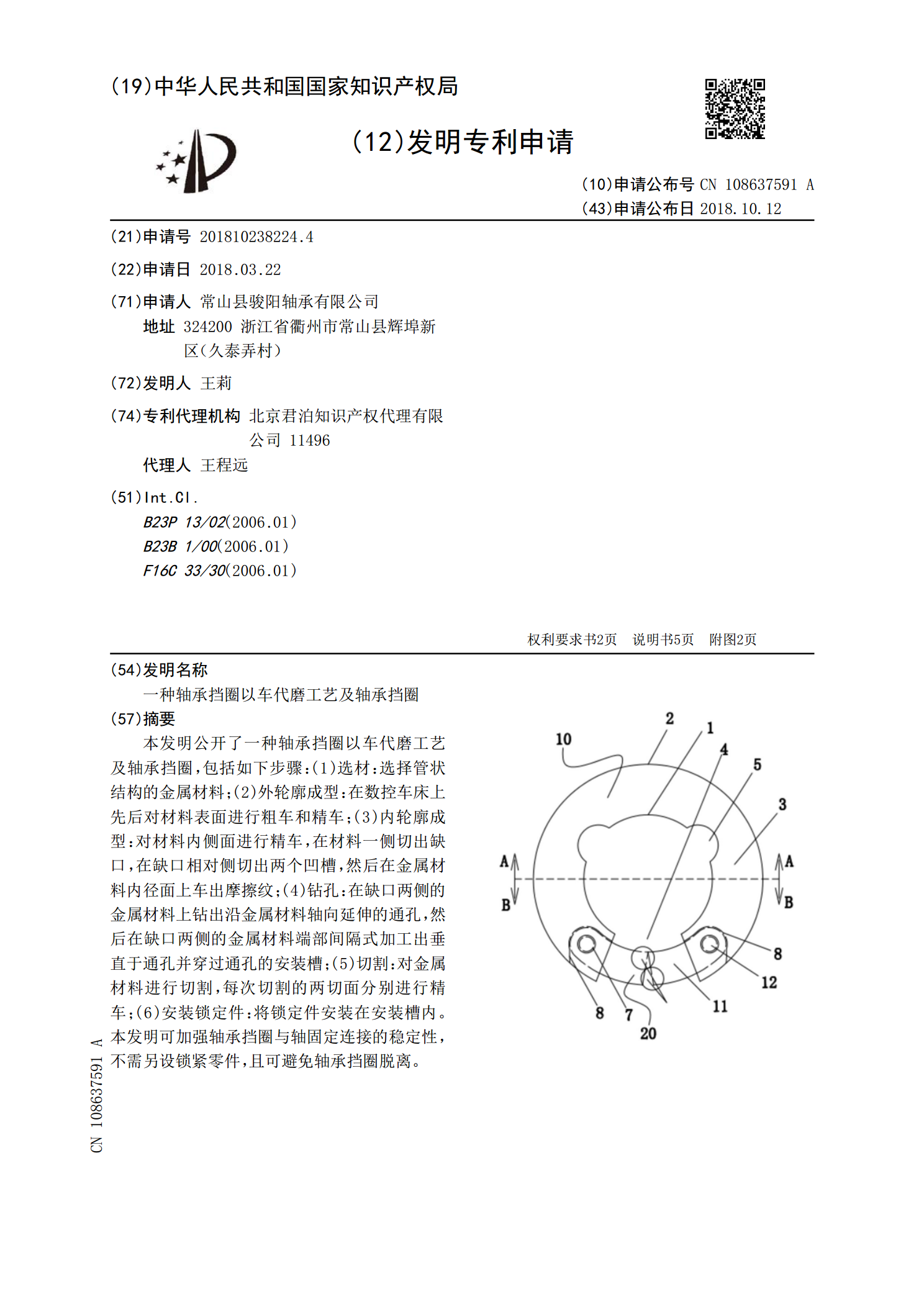
一种轴承挡圈以车代磨工艺及轴承挡圈.pdf
本发明公开了一种轴承挡圈以车代磨工艺及轴承挡圈,包括如下步骤:(1)选材:选择管状结构的金属材料;(2)外轮廓成型:在数控车床上先后对材料表面进行粗车和精车;(3)内轮廓成型:对材料内侧面进行精车,在材料一侧切出缺口,在缺口相对侧切出两个凹槽,然后在金属材料内径面上车出摩擦纹;(4)钻孔:在缺口两侧的金属材料上钻出沿金属材料轴向延伸的通孔,然后在缺口两侧的金属材料端部间隔式加工出垂直于通孔并穿过通孔的安装槽;(5)切割:对金属材料进行切割,每次切割的两切面分别进行精车;(6)安装锁定件:将锁定件安装在安装

一种轴承套圈锻造加工工艺及其加工系统.pdf
本发明公开一种轴承套圈锻造加工工艺及其加工系统,涉及轴承套圈锻造加工技术领域。工艺包括如下步骤(1)将高碳铬轴承钢材质的料段加热至1130℃‑1180℃;(2)将加热的料段沿轴向锻打,得到墩粗的料段;(3)挤压墩粗的料段,使墩粗的料段中部凹陷,冲透料段中部的凹陷部分,得到轴向冲孔的料段;(4)使用数控辗环机对轴向冲孔后的料段辗扩,得到套圈;(5)将套圈在6min‑8min风冷至600℃以下;(6)使用双层辊底式氮气保护退火炉对风冷后的套圈进行球化退火。加工系统包括加热炉、冲床、数控辗环机、风冷机、双层辊底

一种轴承套圈的锻造工艺.pdf
本发明涉及一种轴承套圈的锻造工艺,该工艺包括如下步骤:1)第一火将钢锭采用中频感应加热炉加热温度至1200℃,压钳口,倒棱,错水口;2)第二火再次加热,镦粗,拔长;3)第三火再次加热,镦粗,旋转压平,冲孔,扩孔;4)第四火再次加热,模圈中镦粗至工艺尺寸,出模,扩孔至工艺尺寸,控制总锻造比>5;5)车削沟槽,在闭成型扩孔机上冷辗扩整径,滚道、倒角一次成型,修整,软磨两端面;6)热处理:预热800℃~850℃,探伤检查后,在小于450℃时装炉预热至600~650℃保温后,再放入950~1000℃的炉子内进行快
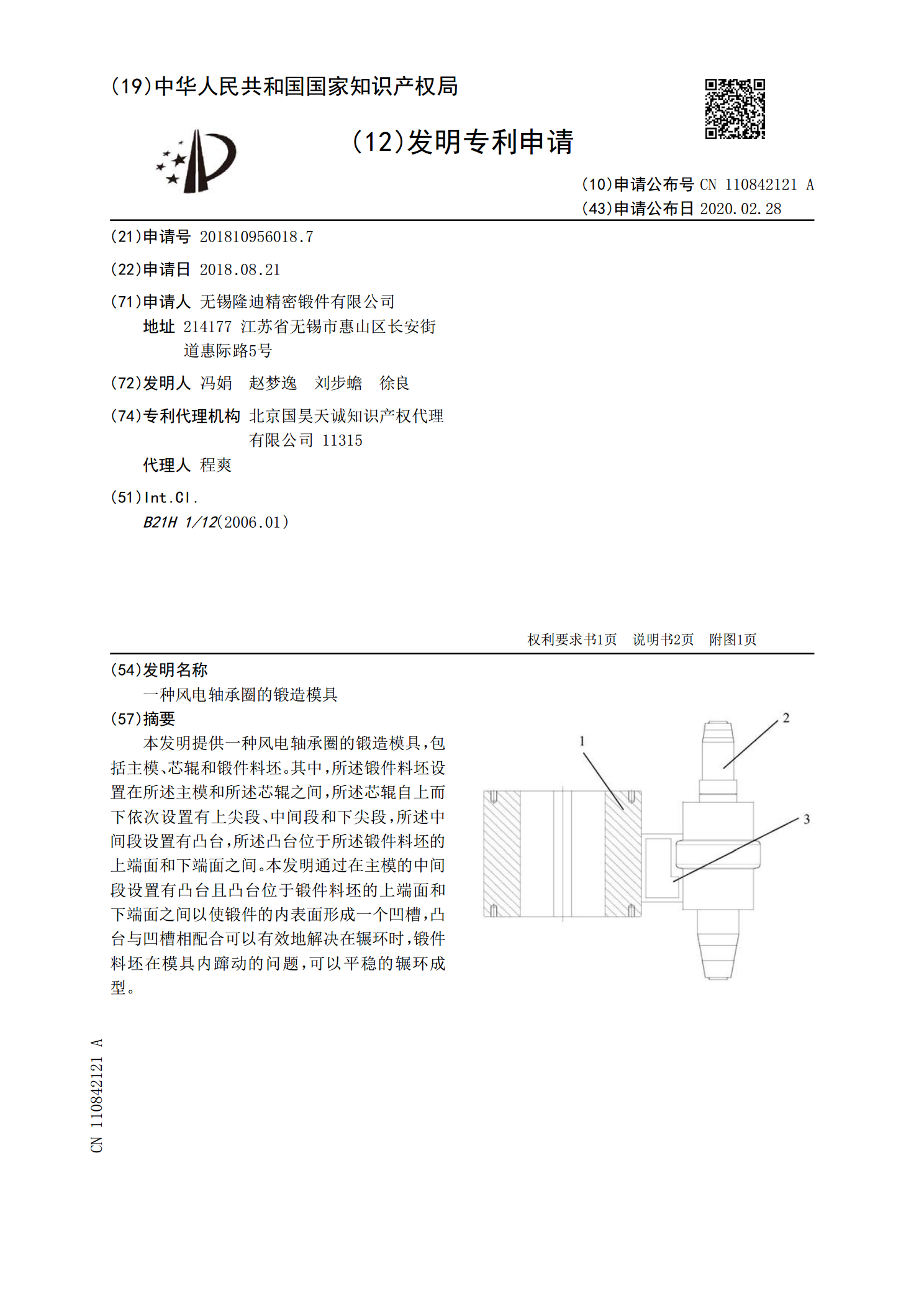
一种风电轴承圈的锻造模具.pdf
本发明提供一种风电轴承圈的锻造模具,包括主模、芯辊和锻件料坯。其中,所述锻件料坯设置在所述主模和所述芯辊之间,所述芯辊自上而下依次设置有上尖段、中间段和下尖段,所述中间段设置有凸台,所述凸台位于所述锻件料坯的上端面和下端面之间。本发明通过在主模的中间段设置有凸台且凸台位于锻件料坯的上端面和下端面之间以使锻件的内表面形成一个凹槽,凸台与凹槽相配合可以有效地解决在辗环时,锻件料坯在模具内蹿动的问题,可以平稳的辗环成型。